Изобретение относится к смазочно-охлаждающим жидкостям для литья под давлением цветных сплавов, преимущественно при производстве отливок из магниевых и алюминиевых сплавов.
Известна смазочно-охлаждающая жидкость для литья под давлением цветных сплавов, которая имеет следующий состав, мас.%: экстракт послефенольной очистки масел 6,0-80,0; талловое масло из лиственной древесины 2,0-12,0; гидроксид щелочного металла 0,3-3,0; алифатические спирты С3-С5 0,1-2,0; вода остальное [1].
Неомыляемые вещества таллового масла представлены спиртами терпенового ряда, например лабдановым, абиетиновой и изокумароновой структуры. Карбоновые кислоты в талловом масле представлены как предельными (С15-С24), так и непредельными (линолевая, линоленовая, генэйкозановая, олеиновая, изолинолевая и др.) соединениями. Окисленные вещества - скваленом, геранилгераниолом и 18-норизопимаринолом.
Данная смазка при температуре 400оС начинает термодеструктироваться с образованием прочного углеродного каркаса, который не разрушается до 900-1000оС.
Однако недостатком такой смазки является неравномерное распределение термодеструктированного слоя, что ведет к формированию дефектов на пресс-форме, количество которых растет с увеличением циклов работы, в конечном счете приводят к выходу пресс-формы из строя.
Наиболее близким к изобретению является концентрат, используемый после разбавления водой в качестве смазочно-охлаждающей жидкости (СОЖ) для литья под давлением алюминиевых сплавов на основе минерального масла, добавки для улучшения смазывающих и эксплуатационных свойств [2].
Однако испытания в производственных условиях показали, что данный концентрат смазочно-охлаждающей жидкости при сравнительно небольшом цикле работы (5-8 тыс. отливок) не обеспечивает стойкости пресс-форм. На поверхности инструмента появляются задиры и налипания металла.
Максимально достигаемая стойкость пресс-форм при литье отливок из магниевого сплава в среднем составляет 10000 шт.
При использовании СОЖ, приготовленной по минимальному пределу концентраций, стойкость пресс-формы достигает 10000 отливок, при этом происходит сильное загрязнение поверхности пресс-формы и отливок. Использование данного состава по максимальному пределу концентраций не дает преимуществ по смазочным свойствам и ведет к еще большему загрязнению инструмента и обрабатываемого металла. Смазочные свойства СОЖ оценивали по количеству отливок, при котором на поверхности пресс-формы и изделия появляются неспаи, задиры и загрязнения. Кроме того использование таких концентраций приводит к большому расходу смазки.
С целью повышения стойкости пресс-формы за счет смазывающих свойств смазочно-охлаждающей жидкости для литья под давлением предложен концентрат следующего состава, мас.%:
Минеральное масло с температурой вспышки 270-280оС, кинематической вязкостью 150 мм2 с при 50оС 39,0-35,0; Олеиновая кислота 10,0-14,0 Триэтаноламин 6,4-8,0 Тиомочевина 2,0-2,5 Катопин 2,0-2,5
Полиоксиэтиленовый эфир алкилфенолов 9,0-10,0
Полисилоксановая жидкость 1,0-1,4
Мыла щелочных ме-
таллов синтетических жирных кислот с С5-С6 2,0-2,5 Вода Остальное
Для приготовления концентрата может быть использовано авиационное масло МС-20 с температурой вспышки 270-280оС и кинематической вязкостью 150 мм2/с при 50оС, полиоксиэтиленовые эфиры алкилфенолов, которые входят в состав ОП-7 и ОП-10, полисилоксановая жидкость марки ПМС-200А или ПЭС-3, натриевые или калиевые мыла синтетических жирных кислот с С5-С6, получаемые окислением нефтяного парафина кислородом воздуха в присутствии катализатора.
В разработанном концентрате СОЖ тиомочевина выполняет роль противозадирного компонента. Для тиомочевины характерна химическая модификация поверхности обрабатываемого металла с образованием слоев, обладающих пониженной прочностью. Температура химической модификации металлов при использовании тиомочевины приблизительно равна 200оС.
Совместное присутствие поверхностно-активных веществ олеиновой кислоты и триэтаноламина оказывает эмульгирующее действие в системе вода - масло (масло - вода) и улучшает антифрикционные свойства СОЖ. Эмульсионная стабильность смазки повышается при введении натриевого (калиевого) мыла СЖК и полиоксиэтиленового эфира алкилфенола (ОП-7, ОП-10). Кроме того щелочные мыла СЖК
и полиоксиэтиленового эфира алкилфенола (ОП-7, ОП-10). Кроме того щелочные мыла СЖК и полиоксиэтиленовый эфир алкилфенола повышают смазочное действие смазки вследствие модификации поверхностей металлов свободными радикалами, образующимися вследствие воздействия на эти добавки высоких температур. Катапин выступает в смазочном составе как бактерицидная добавка.
и полиоксиэтиленовый эфир алкилфенола повышают смазочное действие смазки вследствие модификации поверхностей металлов свободными радикалами, образующимися вследствие воздействия на эти добавки высоких температур. Катапин выступает в смазочном составе как бактерицидная добавка.
Использование в СОЖ авиационного масла МС-20 увеличивает смазывающие свойства смазочной композиции благодаря высокой критической температуре разрушения масляной пленки, равной 210оС.
Использование авиационного масла МС-20 в концентрате ниже 33 мас.% ухудшает смазывающие свойства СОЖ, выше 35 мас.% приводит к загрязнению пресс-форм. Снижение концентрации олеиновой кислоты ниже 10 мас.%, триэтаноламина 6,5 мас.%, полиоксиэтиленового эфира алкилфенолов 9,0 мас.% и мыла СЖК 2 мас.% приводит к ухудшению стабильности СОЖ и появлению задиров и неспаев на пресс-форме. При уменьшении количества тиомочевины ниже 2,0 мас. % приводит к ухудшению противозадирных свойств СОЖ. Концентрация катапина менее 2,0 мас.% приводит к биологической нестабильности смазки и потере ее смазывающей активности. Снижение концентрации полиметилсилоксановой жидкости до 0,5 мас.% приводит к загрязнению пресс-формы. Увеличение количества авиационного масла МС-20 свыше 35 мас.%, олеиновой кислоты больше 14 мас. % , триэтаноламина 8 мас.%, тиомочевины 2,5 мас.%, катапина 2,5 мас.%, полиоксиэтиленового эфира алкилфенолов и мыла щелочного металла СЖК
2 мас.% приводит к ухудшению стабильности СОЖ и появлению задиров и неспаев на пресс-форме. При уменьшении количества тиомочевины ниже 2,0 мас. % приводит к ухудшению противозадирных свойств СОЖ. Концентрация катапина менее 2,0 мас.% приводит к биологической нестабильности смазки и потере ее смазывающей активности. Снижение концентрации полиметилсилоксановой жидкости до 0,5 мас.% приводит к загрязнению пресс-формы. Увеличение количества авиационного масла МС-20 свыше 35 мас.%, олеиновой кислоты больше 14 мас. % , триэтаноламина 8 мас.%, тиомочевины 2,5 мас.%, катапина 2,5 мас.%, полиоксиэтиленового эфира алкилфенолов и мыла щелочного металла СЖК 2,5 мас.% во всех случаях приводит к загрязнению пресс-формы при сохранении хороших смазывающих свойств.
2,5 мас.% во всех случаях приводит к загрязнению пресс-формы при сохранении хороших смазывающих свойств.
Увеличение содержания силоксановой жидкости сверх 1,4 мас.% приводит к ухудшению смазывающих свойств СОЖ.
П р и м е р 1 . Для приготовления смазочно-охлаждающей жидкости используют авиационное масло МС-20 ГОСТ 21743-76, олеиновую кислоту, триэтаноламин, тиомочевину ГОСТ 6344-73, полиоксиэтиленовые эфиры алкилфенолов (ОП-7) ГОСТ 8433-57, натриевое или калиевое мыло СЖК ГОСТ 8622-57, катапин, полиметилсилоксановую жидкость ПМС-200А. Для приготовления 1000 г концентрата-смазки берут 330,0 г авиационного масла и в нем растворяют 140 г олеиновой кислоты. В полученный раствор добавляют полисилоксановую жидкость. Далее 20,0 тиомочевины растворяют в 100,0 воды, отдельно растворяют в 1000,0 воды 20,0 натриевого мыла СЖК
ГОСТ 8622-57, катапин, полиметилсилоксановую жидкость ПМС-200А. Для приготовления 1000 г концентрата-смазки берут 330,0 г авиационного масла и в нем растворяют 140 г олеиновой кислоты. В полученный раствор добавляют полисилоксановую жидкость. Далее 20,0 тиомочевины растворяют в 100,0 воды, отдельно растворяют в 1000,0 воды 20,0 натриевого мыла СЖК и в остальном количестве воды (89,0) растворяют ОП-7. Полученные растворы сливают и в эту смесь добавляют 20,0 катапина и 80,0 триэтаноламина. Все тщательно перемешивают до однородного состояния. Полученную смесь небольшими порциями вводят при перемешивании в раствор авиационного масла и олеиновой кислоты.
и в остальном количестве воды (89,0) растворяют ОП-7. Полученные растворы сливают и в эту смесь добавляют 20,0 катапина и 80,0 триэтаноламина. Все тщательно перемешивают до однородного состояния. Полученную смесь небольшими порциями вводят при перемешивании в раствор авиационного масла и олеиновой кислоты.
Получен концентрат СОЖ состава, мас.%: Масло авиационное МС-20 33,0 Олеиновая кислота 14,0 Триэтаноламин 8,0 Тиомочевина 2,0 Катапин 2,0 ОП-7 9,0
Полисилоксановая жид- кость ПМС-200А 1,1 Натриевое мыло СЖК 2,0 Вода до 100,0
2,0 Вода до 100,0
Полученный концентрат смазочно-охлаждающей жидкости перед применением разбавляют водой в 100 раз. После разбавления СОЖ имеет следующий состав, мас. % : Масло авиационное МС-20 0,33 Олеиновая кислота 0,14 Триэтаноламин 0,08 Тиомочевина 0,02 Катапин 0,02 ОП-7 0,09
Полисилоксановая жидкость ПМС-200А 0,011 Натриевое мыло СЖК 0,02 Вода до 100,0
0,02 Вода до 100,0
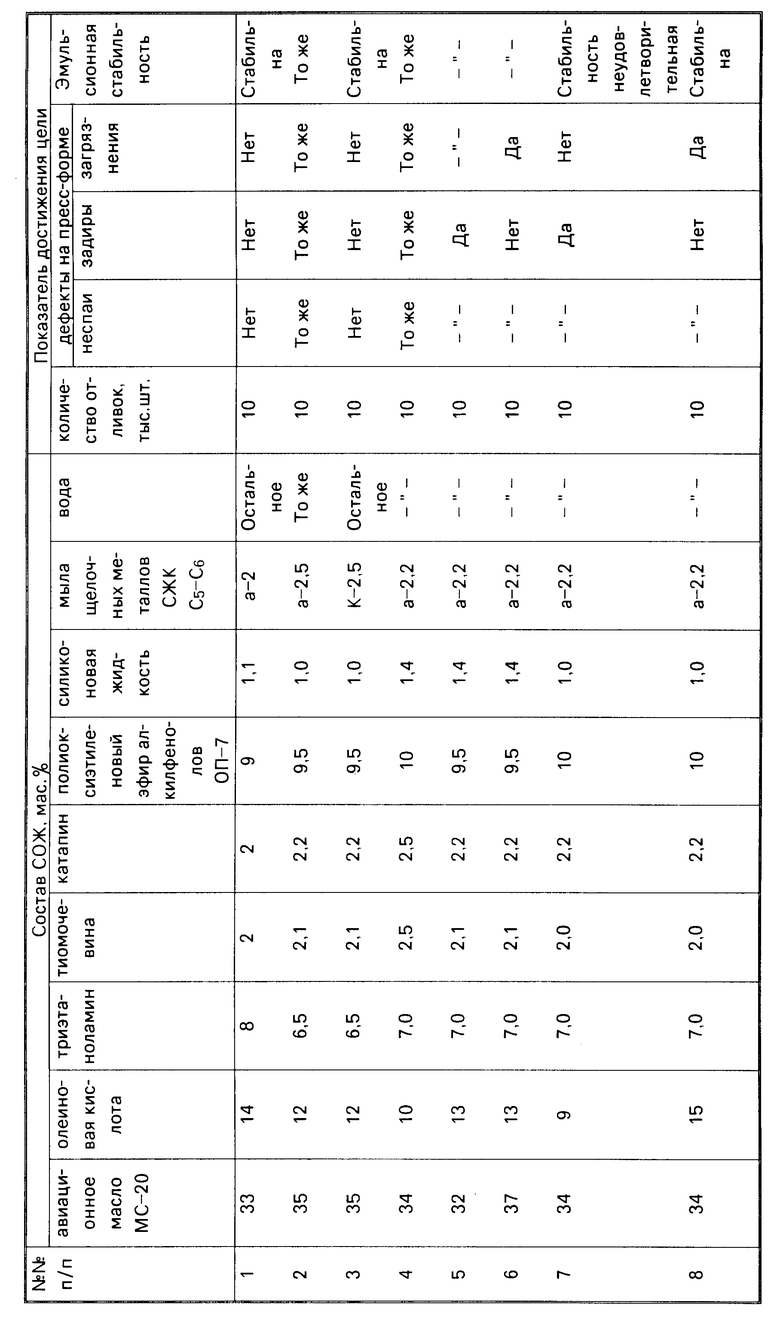
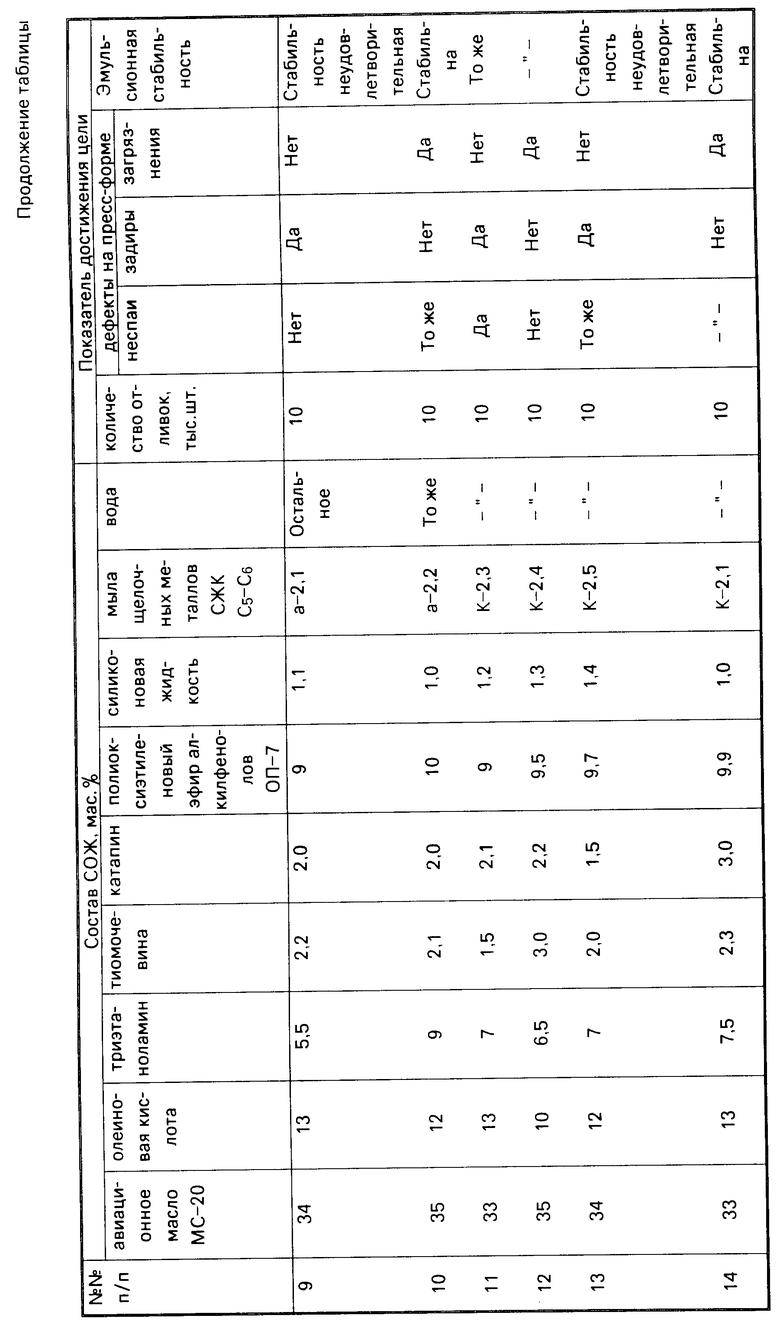
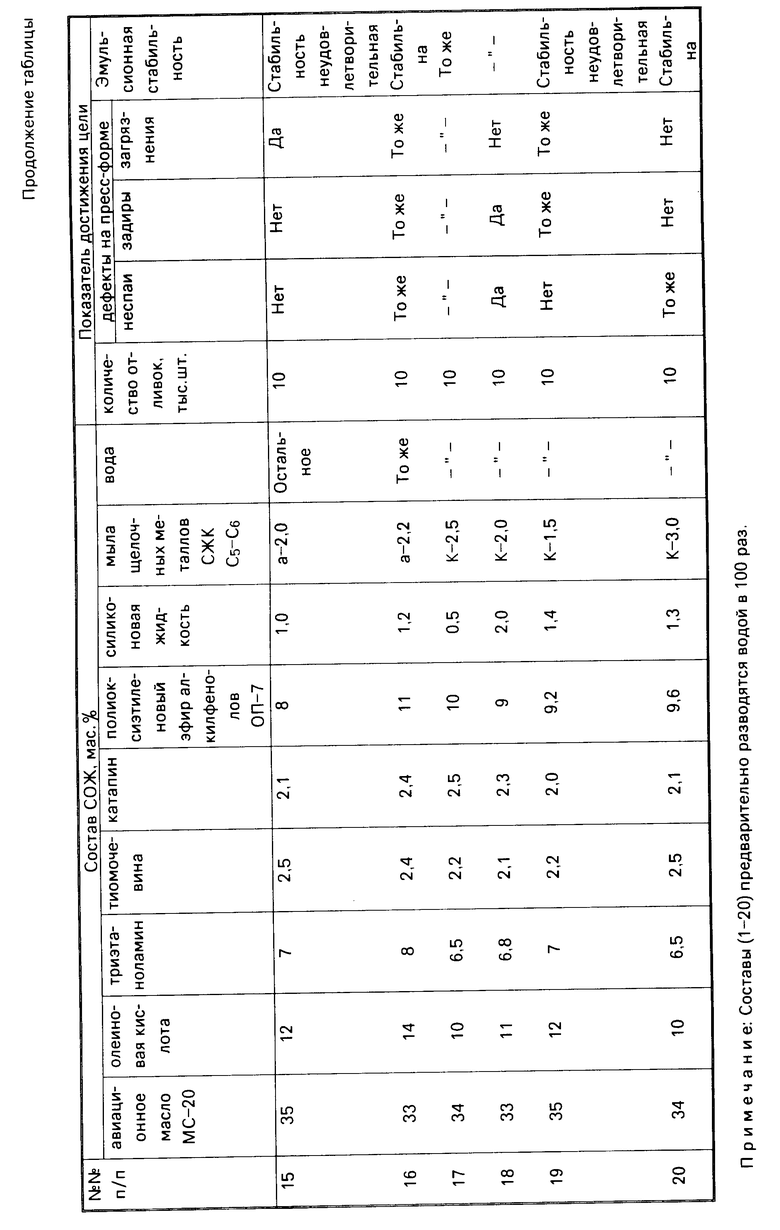
Составы смазок приведены в таблице. Оценку эффективности полученных смазок проводят на горячекамерных машинах литья под давлением "IDRA" при литье деталей типа корпус бинокля из сплава МЛ-5. Испытания проводят при следующих условиях. Температура жидкого металла 640-650оС, температура поверхности пресс-формы 130-180оС, давление прессования 200-220 атм.
Смазывающие свойства СОЖ определяют визуально по наличию задиров, неспаев, налипаний и загрязнений.
Результаты испытаний приведены в таблице.
Результаты испытаний показали, что состав СОЖ позволяет повысить стойкость пресс-форм и использовать при литье детали из магниевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1994 |
|
RU2080358C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "МЕКОР-1" ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА | 1998 |
|
RU2139321C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2001 |
|
RU2208046C2 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "ЛАТОЙЛ-1" ДЛЯ ВОЛОЧЕНИЯ ЛАТУНИРОВАННОЙ ПРОВОЛОКИ | 1998 |
|
RU2139322C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2000 |
|
RU2177855C2 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1996 |
|
RU2114159C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ "ЭКОЛОГ" | 1999 |
|
RU2179493C2 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА | 1999 |
|
RU2155213C1 |
| Концентрат водосмешиваемой смазочно-охлаждающей жидкости | 2019 |
|
RU2713895C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
Изобретение относится к смазочно- охлаждаемым жидкостям для литья под давлением цветных сплавов, преимущественно при производстве отливок из магниевых и алюминиевых сплавов. Смазочно-охлаждающая жидкость имеет следующий состав, мас. %: минеральное масло с температурой вспышки 270-280 °С, кинематической вязкостью 150 мм/с при 50 °С 33,0-35,0; олеиновая кислота 10,0-14,0; триэтаноламин 6,5-8,0; тиомочевина 2,0-2,5; катапин 2,0-2,5; полиоксиэтиленовый эфир алкилфенолов 9,0-10,0; полисилоксановая жидкость 1,0-1,4; мыла щелочных металлов синтетических жирных кислот C5-C6 2,0-2,5 ; вода - остальное. Совместное содержание поверхностно-активных веществ олеиновой кислоты и триэтаноламина улучшает антифрикционные свойства, щелочные мыла и полиоксиэтиленовый эфир алкилфенола повышают смазочное действие смазки. Тиомочевина выполняет роль противозадирного компонента. Такой состав смазочно-охлаждающей жидкости позволяет повысить стойкость пресс- формы при литье отливок магниевых сплавов в среднем до 10000 шт. 1 табл.
КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ, включающий минеральное масло, добавки для улучшения смазывающих свойств и добавки, улучшающие эксплуатационные свойства, отличающийся тем, что, с целью увеличения стойкости пресс-форм, он содержит минеральное масло с температурой вспышки 270 - 280oС и кинематической вязкостью порядка 150 мм2 / с при 50oС , он дополнительно содержит олеиновую кислоту, в качестве добавки для улучшения смазывающих свойств содержит тиомочевину, в качестве добавок, улучшающих эксплуатационные свойства, - полисилоксановую жидкость, катапин и в качестве добавок, выполняющих упомянутые свойства, триэтаноламин, мыла щелочных металлов синтетических жирных кислот с С3 - С6 и полиоксиэтиловый эфир алкилфенолов при следующем соотношении компонентов, мас.%:
Минеральное масло - 33,0 - 35,0
Олеиновая кислота - 10,0 - 14,0
Триэтаноламин - 6,5 - 8,0
Тиомочевина - 2,0 - 2,5
Катапин - 2,0 - 2,5
Полиоксиэтиловый эфир алкилфенолов - 9,0 - 10.0
Полисилоксановая жидкость - 1,0 - 1,4
Мыла щелочных металлов синтетических жирных кислот C5 - C6 - 2,0 - 2,5
Вода - Остальное
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| В.Н.Зеленов и др | |||
| Смазка пресс-форм литья под давлением | |||
| М.: Машиностроение, 1983, с.19. | |||
