Изобретение относится к обработке металлов давлением и может быть использовано в процессе штамповки, преимущественно вытяжки изделий из углеродистых и легированных сталей.
В настоящее время широкое промышленное освоение технологий получения деталей методом глубокой вытяжки сдерживается из-за отсутствия высокоэффективных смазочных материалов, обеспечивающих требуемый уровень качества изделий.
Известна смазочная композиция на основе ланолина и кориандрового масла [1]. Наиболее близкой к известной по технической сущности является смазочная композиция [2] следующего состава, мас.%:
Отходы производства полиэтилена - 5 - 40
Хлорированный парафин - 5 - 15
Продукт обработки монохлористой серой полибутена (мол. м. 300 - 600) - 5 - 30
Минеральное масло - Остальное
Известная смазка не обеспечивает требуемый уровень качества из-за наличия задиров на поверхности изделий.
Задача изобретения заключается в повышении противозадирных свойств смазки.
Для решения этой задачи предложен состав, мас.%:
Отходы производства полиэтилена - 10 - 30
Хлорпарафин - 5 - 20
Осерненное масло с содержанием серы 1 - 20% - 5 - 20
Хлористая медь водная - 0,5 - 1,0
Триэтаноламин - 3,0 - 3,5
Олеиновая кислота - 2,0 - 3,0
Масло минеральное И-12 - Остальное
При использовании предложенной композиции по сравнению со смазочным составом [2] при производстве изделий глубокой вытяжкой существенно повышается качество получаемых деталей за счет исключения задиров на поверхности изделий.
В данной композиции введение хлористой меди усиливает противозадирные и антифрикционные свойства смазки вследствие металлоплакирующего действия при высоких контактных давлениях и температурах.
Использование в смазочной композиции олеиновой кислоты и триэтаноламина улучшает растворимость хлористой меди в минеральном масле и антифрикционные свойства смазки.
Хлорпарафин и осерненное масло при больших давлениях реагируют с поверхностью обрабатываемого материала, образуя соединения, которые снижают усилия сдвига и предотвращают схватывание металлических поверхностей. Совместное использование этих добавок усиливает противозадирные свойства смазки и снижает коррозийное воздействие хлорпарафина на металл.
Отходы полиэтилена улучшают разделительные свойства смазки за счет трибополимеризации обрабатываемой поверхности.
Использование в разработанной смазочной композиции отходов производства полиэтилена в концентрации ниже 10% снижает противозадирные и разделительные свойства смазки, что приводит к ухудшению поверхности обрабатываемой детали. Уменьшение концентрации хлорпарафина и осерненного масла ниже 5% приводит к появлению задиров на поверхности обрабатываемого металла.
Введение в разработанной смазке хлористой меди ниже 0,5% ухудшает качество получаемых деталей. Уменьшение концентрации триэтаноламина ниже 3% и олеиновой кислоты ниже 2% ухудшает растворимость хлористой меди в смазке.
Увеличение концентрации отходов производства полиэтилена свыше 30% приводит к чрезмерному увеличению вязкости смазки, что затрудняет нанесение ее на обрабатываемую заготовку. Концентрация хлорпарафина и осерненного масла свыше 20% не приводит к увеличению эффективности смазки.
Концентрация хлористой меди свыше 1% также не улучшает эффективность смазки. Использование в разработанной композиции олеиновой кислоты более 3,0% и триэтаноламина более 3,5% не дает увеличения антифрикционных свойств смазки.
Пример. Для приготовления 1000,0 г смазки берут 10,0 г хлористой меди (ГОСТ 4167-61), смешивают с 35,0 г триэтаноламина (ТУ 6-08-14-48-90), далее добавляют 25,0 г олеиновой кислоты (ГОСТ 10975-75) и 280,0 г минерального масла И-12 (ГОСТ 20799-88). В полученную смесь вводят 250,0 г отходов производства полиэтилена. После перемешивания вводят 200,0 г хлорпарафина ХП-470 (ТУ-6-01-16-90) и 200,0 г осерненного масла с содержанием серы 1 - 20%.
Полученная смазка имеет состав, мас.%:
Отходы производства полиэтилена - 25,0
Хлорпарафин ХП 470 (ТУ-6-01-16-9) - 20,0
Осерненное масло с содержанием серы 1 - 20% - 20,0
Хлористая медь водная (ГОСТ 4167-61) - 1,0
Олеиновая кислота (ГОСТ 10475-75) - 2,5
Триэтаноламин (ТУ 6-08-2448-90) - 3,5
Минеральное масло И-12 (ГОСТ 20799-88) - 28,0
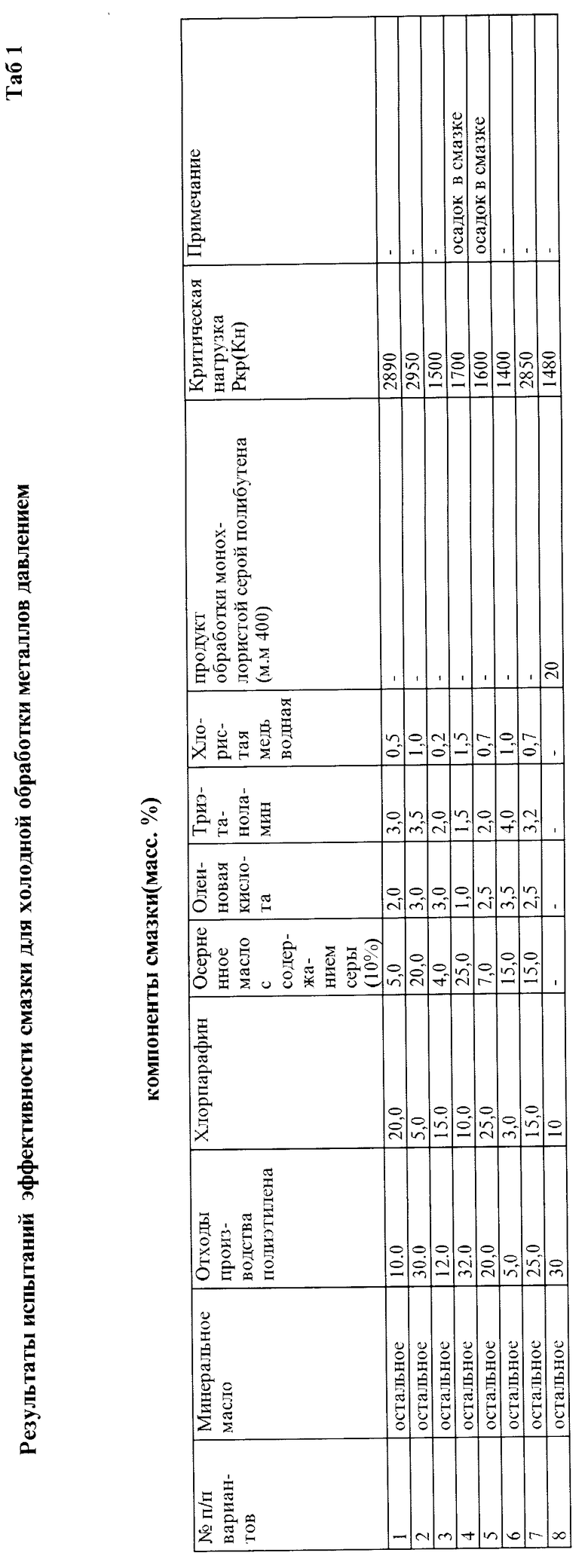
Составы смазки приведены в таблице.
Оценку эффективности смазки осуществляли на четырехшариковой машине трения (ГОСТ 9490-75) по значениям критической нагрузки Pкр, соответствующей резкому уменьшению разделительной способности смазочного материала.
Результаты испытаний, приведенные в таблице, показывают, что значения критической нагрузки Pкр для вариантов 1, 2, 7, соответствующих по составу предложенной смазке, существенно выше значений Pкр для прототипа (вар. 8).
Варианты рецептур 3, 4, 5, 6 (см. таблицу), имеющие отклонения от состава предложенной смазки, показывают более низкие значения Pкр, а также склонность к расслоению (вар. 4, 5).
Предложенная смазка успешно прошла опытно-промышленные испытания при глубокой вытяжке стальных ванн на кривошипных прессах двойного действия и рекомендована к серийному использованию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 2024 |
|
RU2841333C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2012 |
|
RU2495094C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1994 |
|
RU2080358C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "ЛАТОЙЛ-1" ДЛЯ ВОЛОЧЕНИЯ ЛАТУНИРОВАННОЙ ПРОВОЛОКИ | 1998 |
|
RU2139322C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2072389C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "МЕКОР-1" ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА | 1998 |
|
RU2139321C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2139320C1 |
| Смазка для холодной обработки металлов давлением | 1986 |
|
SU1362742A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в процессах штамповки, преимущественно вытяжки изделий из углеродистых и легированных сталей. Смазка для холодной обработки металлов давлением содержит отходы производства полиэтилена, лопарафин, осерненное масло, хлористую медь, триэтаноламин, олеиновую кислоту и минеральное масло при следующем соотношении компонентов, мас. %: отходы производства полиэтилена 10-30; хлопарафин ХП-470 5-20; осерненное масло с содержанием серы 1-20% 5-20; хлористая медь 0,5-1,0; триэтаноламин 3,0-3,5; олеиновая кислота 2,0-3,0; масло минеральное И-12 остальное. При помощи смазки повышается качество получаемых деталей при производстве изделий глубокой вытяжкой. 1 табл.
Смазка для холодной обработки металлов давлением, включающая минеральное масло, хлорпарафин и отходы производства полиэтилена, отличающаяся тем, что смазка дополнительно содержит осерненное масло с содержанием серы 1 - 20%, хлористую медь водную, триэтаноламин и олеиновую кислоту при следующем соотношении компонентов, мас.%:
Отходы производства полиэтилена - 10 - 30
Хлорпарафин - 5 - 20
Осерненное масло с содержанием серы 1 - 20% - 5 - 20
Хлористая медь водная - 0,5 - 1,0
Триэтаноламин - 3,0 - 3,5
Олеиновая кислота - 2 - 3
Минеральное масло И-12 - Остальное6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бердичевский Е.Г | |||
| Смазочно-охлаждающие технологические средства для об работки металлов: Справочник, М.: Машиностроение, 1984, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авт орское свидетельство, 1362742, C 10 M 161/00, 1987. | |||
