Изобретение относится к волочильному производству, а именно к технологическим смазочным материалам (ТСМ) для мокрого волочения латунированной проволоки для металлокорда.
Известно смазочно-охлаждающее вещество (А.с. N 232918 (ЧССР). 1985) для волочения медного провода на основе натриевой соли касторового масла с низким содержанием сульфата, которое содержит 1,3-1,8% органически связанного оксида серы и 15-20% воды.
Известен концентрат смазочно-охлаждающей жидкости (Патент РФ N 2029651. Концентрат смазочно-охлаждающей жидкости для литья под давлением цветных сплавов) на водной основе для холодной обработки давлением, содержащий, мас. %: минеральное масло 33,0-35,0, олеиновую кислоту 10,0-14,0, триэтаноламин 6,5-8,0, тиомочевину 2,0-2,5, катапин 2,0-2,5, полиоксиэтилированный алкилфенол 9,0-10,0, полисилоксановую жидкость 1,0-1,4, мыла щелочных металлов синтетических жирных кислот 2,0-2,5.
Наиболее близкой по составу к предлагаемому является смазка для волочения (Грудев А.П. и др. Трение и смазка при обработке металлов давлением. М.: Металлургия. 1982, с. 205-208), представляющая собой водную эмульсию, содержащую масло веретенное, олеиновую кислоту, триэтаноламин.
Известные смазки проявляют в процессе волочения высокую адгезионную способность и низкие значения напряжений сдвига, что обеспечивает стабильность процесса волочения и приемлемую стойкость инструмента. Однако к проволоке, предназначенной для производства металлокорда, предъявляются специфические требования, включающие, в частности, нормированные значения прочности адгезионных связей поверхности проволоки с резиной. С точки зрения удовлетворения этим требованиям известные смазки нетехнологичны, так как остаются на поверхности проволоки после волочения вследствие высокой трудоемкости их удаления. Смазки не обеспечивают необходимых значений прочности адгезионных связей в соответствии с требованиями технических условий на металлокорд.
Задачей изобретения является повышение технологичности смазочного материала для волочения проволоки для металлокорда.
Для решения поставленной задачи предлагается концентрат ТСМ следующего состава, мас.%:
Олеиновая кислота - 10 - 15
Триэтаноламин - 8 - 10
Лаурилсульфат магния - 2 - 4
Керосин - 3 - 5
Полисилоксановая жидкость - 2 - 4
Вода - До 100
В предлагаемом концентрате ТСМ именно определенное сочетание олеиновой кислоты, триэтаноламина и лаурилсульфата магния в присутствии керосина и полисилоксановой жидкости приводит к образованию нестабильной пленки на поверхности проволоки. Образующаяся пленка обладает высокими антифрикционными свойствами во время волочения проволоки, но и не остается на проволоке после волочения. При этом использование в предлагаемом концентрате указанных компонентов именно в указанных пределах обеспечивает высокую технологичность смазочного материала за счет низкого усилия волочения и высокой эмульсионной стабильности.
Известно использование сочетания олеиновой кислоты и триэтаноламина (Грудев А. П. и др. Трение и смазка при обработке металлов давлением. М.: Металлургия, 1982) как эмульгаторов в системе масло-вода и для улучшения антифрикционных свойств. Известно использование керосина (там же), как эмульгирующего агента, и полисилоксановых жидкостей (там же), как антипенных присадок. Однако при использовании их в известных сочетаниях, смазочные материалы не удовлетворяют требованиям, предъявляемым при волочении проволоки для металлокорда.
При содержании в концентрате ТСМ олеиновой кислоты, триэтаноламина и лаурилсульфата магния в концентрациях ниже 10,0; 8,0 и 2,0% соответственно, резко снижаются технологические параметры смазки: возрастает усилие волочения, падает эмульсионная стабильность, возрастают энергетические затраты.
Превышение содержания олеиновой кислоты, триэтаноламина и лаурилсульфата магния выше указанных пределов приводит к загрязнению волок и роликов волочильного стана и проволоки, в результате чего снижается прочность адгезионных связей металлокорда с резиной.
При содержании в концентрате ТСМ керосина менее 3,0% и полисилоксановой жидкости менее 2,0% не достигается необходимый уровень технологичности. Увеличение концентрации керосина более 5,0% и полисилоксановой жидкости более 2,0% не приводит к улучшению эксплуатационных параметров смазки и, кроме того, вызывает появление неприятного запаха. Использование полисилоксановой жидкости в концентрации ниже 2,0% не дает эффективного пеногашения. Повышение концентрации выше 4,0% приводит к загрязнению волок и роликов.
Концентрат технологического смазочного материала готовят следующим образом: Расчетное количество воды нагревают до температуры 70-80oC и растворяют в нем расчетное количество натриевого мыла. В полученный раствор при перемешивании вливают соответствующие количества олеиновой кислоты, триэтаноламина и керосина. На последнем этапе в смесь вводят полисилоксановую жидкость. Для получения технологического смазочного материала концентрат разводят водой в соотношении 1:120 ... 1:180.
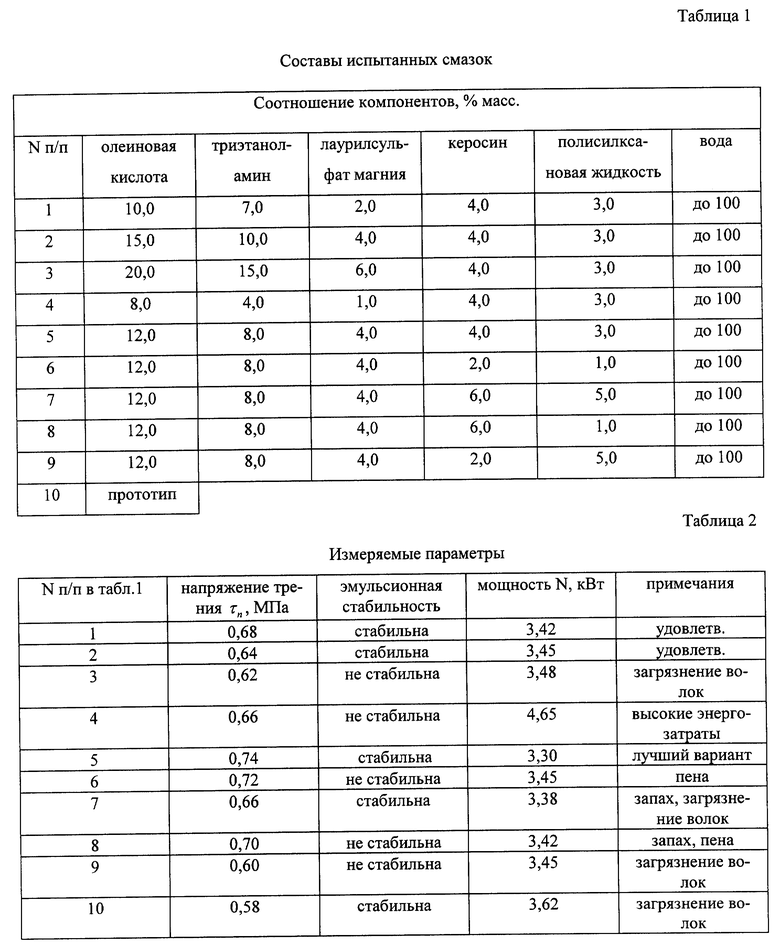
По указанной технологии были приготовлены следующие составы смазочного материала (табл. 1).
Оценка прочности адгезионных связей проводилась согласно методике (А.с. N 1335851 (СССР). Способ оценки совместимости трущихся поверхностей. 1987) с использованием резиновых образцов и латунного индентора. Измерялись напряжения трения τn, МПа (табл.2).
Испытание физико-химических свойств ТСМ проводили по обычным методикам (табл.2).
Смазочные свойства оценивали непосредственно в производственных условиях на Белорецком металлургическом комбинате на волочильных станах WGT-41 на двадцатипереходном маршруте с размера 0,94 мм на 0,172 мм, при скорости волочения 10,0 м/с. Оценивалась мощность, затрачиваемая на деформацию проволоки и преодоление сил трения, определяемая как разность в потребляемой мощности при волочении проволоки и работе волочильного стана на холостом ходу (N, кВт) (табл.2).
Предлагаемый концентрат ТСМ обеспечивает высокую технологичность смазочного материала для мокрого волочения латунированной проволоки для производства металлокорда. При этом металлокорд, произведенный из проволоки, изготовленной с применением предлагаемого технологического смазочного материала, обладает высокой адгезией к резине.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "ЛАТОЙЛ-1" ДЛЯ ВОЛОЧЕНИЯ ЛАТУНИРОВАННОЙ ПРОВОЛОКИ | 1998 |
|
RU2139322C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА | 1999 |
|
RU2155213C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1994 |
|
RU2080358C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1996 |
|
RU2114159C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2072389C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2139320C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОКОРДА | 1992 |
|
RU2021318C1 |
Использование: в волочильном производстве, а именно для мокрого волочения латунированной проволоки для металлокорда. Состав на водной основе содержит, мас.%: олеиновая кислота 10-15; триэтаноламин 8-10; лаурилсульфат магния 2-4; керосин 3-5 и полисилоксановая жидкость 2-4. Технический результат: достигается высокая технологичность смазочного материала для мокрого волочения латунированной проволоки для производства металлокорда. При этом металлокорд, произведенный из проволоки, изготовленной с применением технологического смазочного материала согласно изобретению, обладает высокой адгезией к резине. 2 табл.
Концентрат технологического смазочного материала, используемый при волочении латунированной проволоки для производства металлокорда, на водной основе, содержащий олеиновую кислоту и триэтаноламин, отличающийся тем, что дополнительно содержит керосин, лаурилсульфат магния и полисилоксановую жидкость при следующем соотношении компонентов, мас.%:
Олеиновая кислота - 10,0 - 15,0
Триэтаноламин - 8,0 - 10,0
Лаурилсульфат магния - 2,0 - 4,0
Керосин - 3,0 - 5,0
Полисилоксановая жидкость - 2,0 - 4,0
Вода - До 100
| Грудев А.П | |||
| и др | |||
| Трение и смазка при обработке металлов давлением | |||
| - М.: Металлургия, 1982, с.205-208 | |||
| Водная эмульсия для волочения алюминиевой проволоки | 1960 |
|
SU131323A1 |
| ЭМУЛЬСИОННЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДНЯ ХОЛОЖЮЙ ОБРАЮТШ МЕТАЛЛОВ | 1971 |
|
SU433201A1 |
| Устройство записи цифровой информации на магнитный носитель | 1987 |
|
SU1513509A1 |
