Изобретение относится к смазкам для холодной обработки металлов давлением, в частности для вытяжки и выдавливания сложно-профильных изделий из углеродистых и легированных сталей.
В настоящее время процессы холодной деформации находят широкое применение при получении сложных изделий из конструкционных нержавеющих и инструментальных сталей. Развитие таких процессов при этом сдерживается в известной степени, отсутствием смазок, обеспечивающих высокое качество поверхности получаемых деталей.
Известны смазочные композиции для холодной обработки металлов давлением, содержащие антифрикционные наполнители, поверхностно-активные вещества и серо-хлорсодержащие добавки [1].
Смазка состава: окисленный петролатум 40%, масло веретенное 20%, графит 20% , сера 7% , спирт 1%, вода остальное. Коэффициент трения при вытяжке сплава ХН75МБТЮ 0,11.
Минеральное масло с наполнителями (мел, графит) при вытяжке стали 1Х18Н9Т обеспечивает коэффициент трения - 0,15.
Смазка "Укринол 5/5", содержащая 40% хлорпарафина, 2% серы, остальное минеральное масло обеспечивает коэффициент трения при вытяжке стали ХН75МБТЮ 0,057.
Наиболее близким техническим решением к предлагаемой является смазка (2) следующего состава, мас. %: стеарат цинка 5-7; стеарат алюминия 5-7; хлоргидрат алкиламинов с числом углеродных атомов С12-С18 в алкильном радикале 4-8; олеиновая кислота 5-10; триэтаноламин 2-5; вода до 100. Коэффициент трения 0,03-0,05 при осадке кольцевых образцов из стали 20Х13.
Данные смазки обладают высокими антифрикционными свойствами при холодной деформации сталей. При высоких же удельных давлениях, создаваемых при штамповке трудно-деформируемых сталей, происходит нарушение сплошности слоев смазки, что приводит к образованию задиров и царапин на поверхности изделий. Для обеспечения высокого качества поверхности получаемых деталей необходимо усилить разделительные свойства смазки путем введения веществ, повышающих экранирующие свойства смазки.
Цель изобретения - повышение разделительных свойств смазки, обеспечивающих качество поверхности обрабатываемых изделий при холодной деформации углеродистых и легированных сталей.
Поставленная задача достигается тем, что смазка для холодной обработки давлением углеродистых и легированных сталей на водной основе, содержащая стеараты цинка и алюминия, олеиновую кислоту, триэтаноламин и хлоргидрат алкиламинов с числом углеродных атомов 12-18 в алкильном радикале, дополнительно содержит хлорную медь, сульфаминовую кислоту, графит и полиоксиэтилированный алкилфенол при следующем соотношении компонентов, мас.%: Стеарат цинка 5-7 Стеарат алюминия 5-7
Хлоргидрат алкиламинов
с числом углеродных
атомов С12-С18 в алкиль- ном радикале 4-8 Олеиновая кислота 5-10 Триэтаноламин 2-5 Хлорная медь 0,1-0,5 Сульфаминовая кислота 0,5-6,0 Графит 3-10
Полиоксиэтилированный алкилфенол (ОП-7(10) 0,5-2,0 Вода Остальное
Существенным отличительным признаком смазки является взаимосвязка использования хлорной меди, сульфаминовой кислоты, графита и оксиэтилированного алкилфенола при определенном соотношении компонентов. Известно использование хлорной меди в смазках для узлов трения, где реализуется избирательный перенос (3, 4). Известно использование сплава цинк-медь, полученного гальваническим способом для повышения термостойкости смазки в условиях горячей деформации (5), а также послойное гальваническое нанесение никеля и меди на поверхность проволоки перед волочением для повышения производительности процесса (6) за счет увеличения пластического течения деформируемого металла.
Известно использование подслоя гальванически или химически нанесенной меди в сочетании с различными смазками при холодной высадке и вытяжке (1), где слой металлической меди используется для разделения контактирующих поверхностей металлов.
В предлагаемой же смазке, именно определенное соотношение хлорной меди, сульфаминовой кислоты, графита, оксиэтилированного алкилфенола и стеаратов цинка и алюминия обеспечивает качественную поверхность деталей вследствие образования металлокомпозиционной прослойки между контактирующими поверхностями при получении изделий холодной обработкой металлов давлением.
Образование металлокомпозиционной прослойки, состоящей из меди, ее солей, графита и стеаратов цинка и алюминия, возможно за счет электрохимических процессов, а также вследствие температурных и механических воздействий.
Хлоргидрат алкиламинов, олеиновая кислота и триэтаноламин усиливают разделительные свойства смазки при высоких степенях деформации, что предотвращает контакт инструмента с заготовкой, приводящей к образованию рисок и задиров. Использование смазки с содержанием олеиновой кислоты и триэтаноламина менее 5 и 2% соответственно, не позволяет получить стабильную эмульсию стеаратов цинка и алюминия в воде, что снижает качество получаемых изделий.
Увеличение содержания приведенных компонентов свыше 10 и 5%, соответственно, приводит к повышению вязкости смазки, что делает невозможным ее использование в автоматическом режиме нанесения.
Снижение содержания стеаратов цинка и алюминия ниже 5% и графита ниже 3% приводит к ухудшению качества обрабатываемой поверхности вследствие уменьшения толщины разделительного слоя.
Увеличение количества стеаратов цинка и алюминия более 7% приводит к заметному повышению вязкости практически при сохранении прежнего уровня эффективности. Увеличение концентрации графита свыше 10% не приводит к возрастанию эффективности смазки.
Использование хлоргидрата алкиламина с числом углеродных атомов C12-С18 в алкильном радикале с концентрацией ниже 4% приводит к ухудшению качества обрабатываемой поверхности вследствие понижения адсорбционной эффективности смазки. Увеличение концентрации свыше 8% приводит к возрастанию вязкости смазки без увеличения эффективности смазочной композиции.
Снижение содержания хлорной меди ниже 0,1% не обеспечивает качественную поверхность обрабатываемой поверхности.
Увеличение содержания хлорной меди выше 0,5% не приводит к увеличению эффективности смазочного слоя.
Использование сульфаминовой кислоты ниже 0,5% приводит к ухудшению качества обрабатываемой поверхности вследствие образования несплошной пленки металлической меди, увеличение свыше 6% приводит к загущению смазочной композиции практически без роста эффективности. Снижение количества оксиэтилированного алкилфенола ниже 0,5% приводит к расслоению смазки, увеличение свыше 2% приводит к возрастанию вязкости смазки. Таким образом, обеспечивая смазочное действие, данная смазка улучшает качество обрабатываемой поверхности за счет исключения на поверхности царапин, задиров и других дефектов.
Способ приготовления.
Стеараты цинка и алюминия смешиванием с олеиновой кислотой. В другой емкости растворяем хлоргидрат алкиламинов с числом углеродных атомов С12-С18 в водном растворе триэтаноламина. В смесь стеаратов добавляем раствор триэтаноламина и хлоргидрата алкиламинов. Сульфаминовую кислоту, хлорную медь и оксиэтилированный алкилфенол, ОП-7 отдельно растворением в воде, приливаем в полученную смесь. Все тщательно перемешиваем, после чего добавляем графит.
Эффективность смазки оценивали по результатам измерения напряжений трения с различными смазками при фиксированных значениях давлений и температур деформации. Для этой цели использовали установку на базе машины 2767 Р-50 и ЭВМ "Мера-660". Комплект экспериментальной оснастки для прямого выдавливания устанавливается на машину Р-50, работающую в режиме сжатия и позволяющую реализовать скорости деформирования в диапазоне 10-4-10 мм/с. На поверхность цилиндрических образцов диаметром d = 5-0,0/мм и длиной b = 15 мм наносится исследуемая смазка. По результатам обработки текущей информации в процессе деформирования (значений полных усилий и перемещений пуансона через определенные промежутки времени) с помощью миниЭВМ "Мера-660" определяются значения напряжений трения при фиксированных значениях температуры, давления и скорости деформирования.
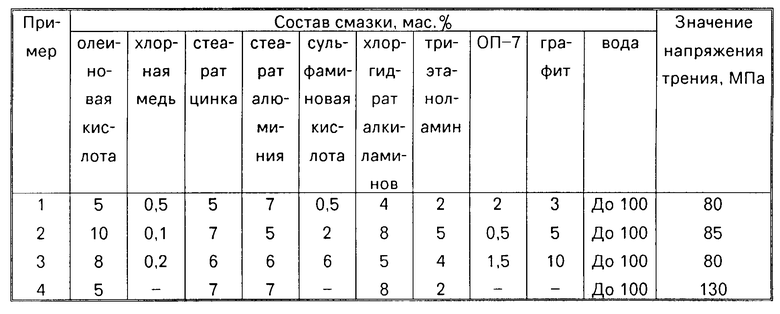
Значения напряжений трения для составов смазок N 1-3 приведены в таблице. Условия экспериментов: температура 20оС, скорость деформирования - 0,5 ммм/с, давление 800-900 МПа.
Для исследования использовали образцы из стали 12Х18Н10Т, подвергнутые предварительной закалке с температурой 1020-1100оС с охлаждением в масле.
Кроме составов, имеющих различное содержание инградиентов, соответствующих формуле изобретения (составы 1-3) в таблице приведена дополнительная рецептура прототипа.
Сопоставление результатов показывает
наименьшие значения напряжений трения соответствуют содержанию инградиентов, приведенному в таблице.
Опытно-промышленные испытания смазок осуществляли при штамповке заготовок из сплава Х20Н80 на операции прямого выдавливания. Поверхность исходных образцов диаметром 4 мм покрывали смазкой, при помощи кисти и подвергали деформации с относительным обжатием поперечного сечения ε = 30%. Штамповку осуществляли на кривошипном прессе. Качество поверхности оценивали по появлению видимых рисок на боковой поверхности деформированного полуфабриката. В качестве смазок использовали 2 варианта: 4 - прототип и смазки 1-3, соответствующие заявленному составу.
Установлено, что в случае прототипа риски появляются после штамповки 120 заготовок. При использовании заявленной смазки риски появляются после штамповки 10000 шт., что соответствует нормам стойкости инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "ЛАТОЙЛ-1" ДЛЯ ВОЛОЧЕНИЯ ЛАТУНИРОВАННОЙ ПРОВОЛОКИ | 1998 |
|
RU2139322C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1996 |
|
RU2114159C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1994 |
|
RU2080358C1 |
| СМАЗКА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ИЛИ ПОЛУГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2002 |
|
RU2224011C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СМАЗОЧНОГО МАТЕРИАЛА "МЕКОР-1" ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ ДЛЯ МЕТАЛЛОКОРДА | 1998 |
|
RU2139321C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛОВ | 2002 |
|
RU2265645C2 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
| ПОЛИМЕРНАЯ ЗАЩИТНАЯ КОМПОЗИЦИЯ "ПОЛИЗАМ" | 1999 |
|
RU2141496C1 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2072389C1 |
Сущность изобретения: смазка содержит, мас.%: стеарат цинка 5 - 7; стеарат алюминия 5 - 7; хлоргидрат алкиламинов с числом углеродных атомов 12 - 18 в алкильном радикале 4 - 8: олеиновая кислота 5 - 10; триэтаноламин 2 - 5; хлорная медь 0,1 - 0,5; сульфаминовая кислота 0,5 - 6,0; графит 3 - 10, полиоксиэтилированный алкилфенол -0,5 - 2 и вода остальное. 1 табл.
СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая воду, стеарат цинка, стеарат алюминия, олеиновую кислоту, триэтаноламин и хлоргидрат алкиламинов с числом углеродных атомов 12 - 18 в алкильном радикале, отличающаяся тем, что смазка дополнительно содержит хлорную медь, сульфаминовую кислоту, графит и полиоксиэтилированный алкилфенол при следующем соотношении компонентов, мас.%:
Стеарат цинка - 5 - 7
Стеарат алюминия - 5 - 7
Хлоргидрат алкиламинов с числом углеродных атомов 12 - 18 в алкильном радикале - 4 - 8
Олеиновая кислота - 5 - 10
Триэтаноламин - 2 - 5
Хлорная медь - 0,1 - 0,5
Сульфаминовая кислота - 0,5 - 6,0
Графит - 3 - 10
Полиоксиэтилированный алкилфенил - 0,5 - 2,0
Вода - Остальное
| Способ подготовки поверхности проволоки | 1980 |
|
SU889176A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
