Изобретение относится к цветной металлургии, а именно, к контролю качества магниевых сплавов, содержащих цирконий, для получения отливок высокого качества.
Известен способ контроля качества магниевых сплавов, содержащих цирконий, заключающийся в отливке перед началом разливки прутка диаметром 25 мм, получении излома в центре прутка и оценке поверхности излома. По виду излома оценивают готовность плавки к разливке.
Наиболее близким способом, взятым за прототип, является способ контроля перед началом разливки химического состава сплава спектральным методом и величины зерна по излому технологической пробы. Разливка сплава производится при удовлетворительных результатах спектрального анализа и структуре излома технологической пробы, соответствующей эталону. Момент окончания разливки определяется количеством жидкого сплава, остающегося в тигле, которое должно быть не менее 25-30% от всей массы сплава. Качество сплава при этом не контролируется.
Цель изобретения - повышение механических свойств и коррозионной стойкости магниевых сплавов, содержащих цирконий.
Для достижения цели предложен способ контроля качества магниевых сплавов, содержащих цирконий, включающий отбор проб, определение химического состава и структуры излома перед разливкой, сравнение полученных данных с заданными эталонными и при соответствии их эталонам проведение разливки, которую прекращают при определенном количестве жидкого сплава, остающегося в тигле, способ, в котором дополнительно перед разливкой определяют скорость коррозии по Н2 в 3%-ном растворе NaCl, производят отбор проб в ходе разливки и по ним определяют содержание циркония и скорость коррозии, а разливку прекращают по достижении показателей содержания циркония и скорости коррозии, не более, чем в 1,5 раза превышающих величины этих параметров перед разливкой.
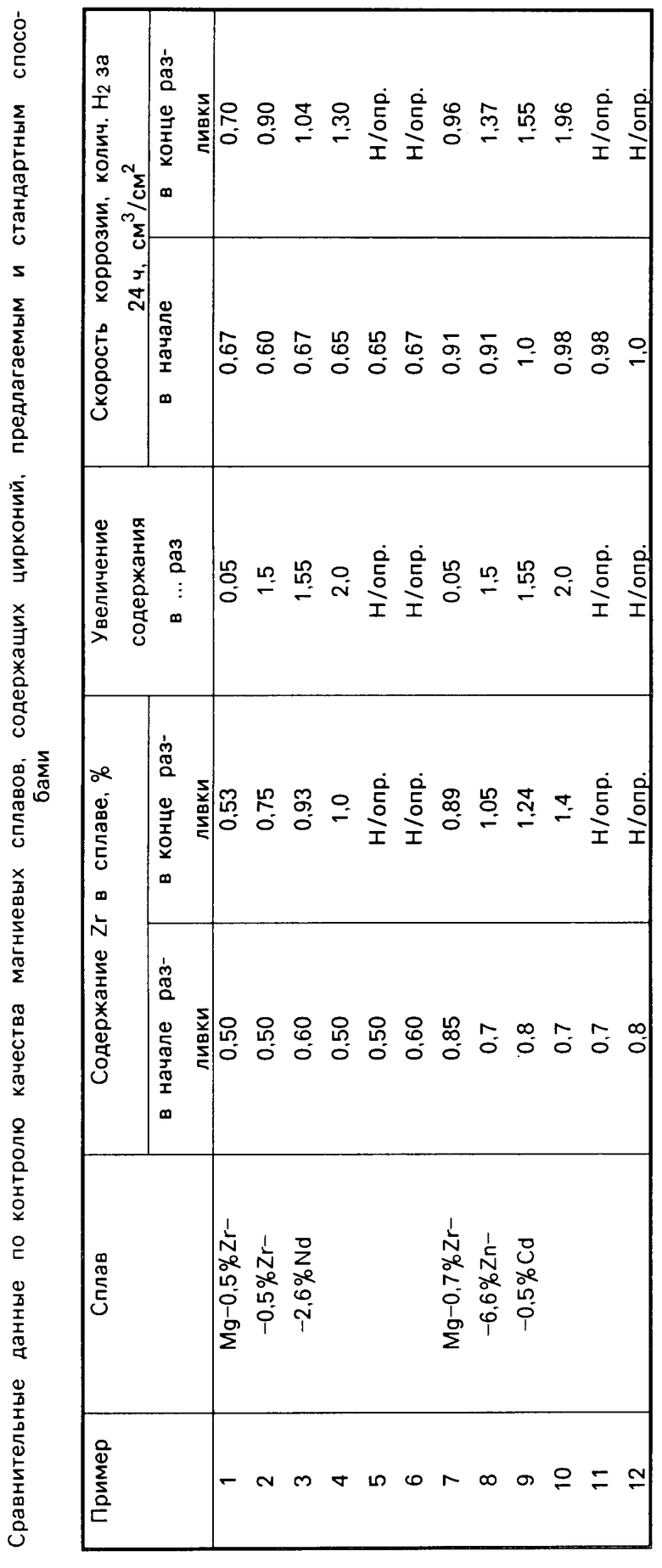
Предлагаемый способ был широко опробован в промышленных условиях и показал положительные результаты (таблица 1). Примеры, приведенные в таблицах, получены: 1-4, 7-10 - по предлагаемому способу; 5 и 6, 11 и 12 - по прототипу.
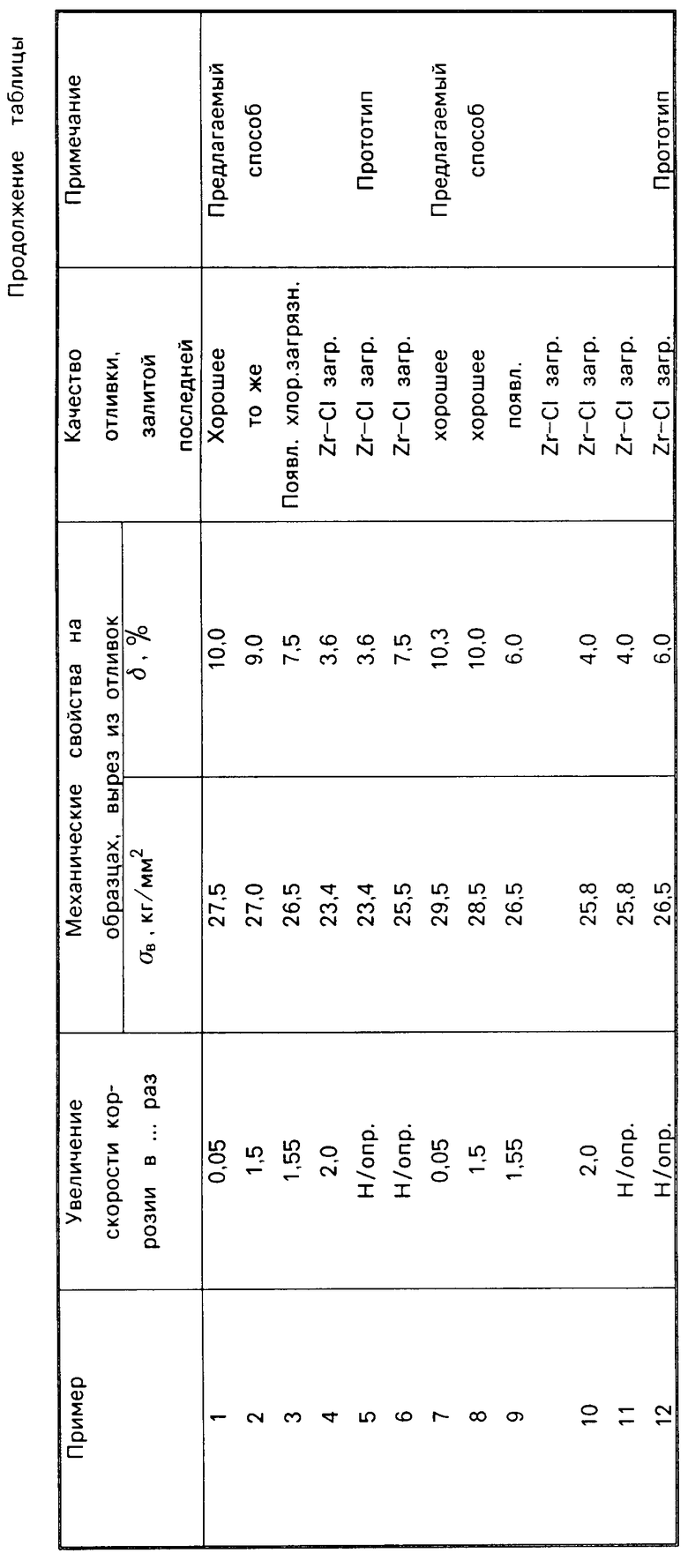
Для получения результатов по предлагаемому способу были приготовлены сплавы следующих составов: 1 - 0,5% Zr, 0,5% Zn, 2,6% Nd, Mg - основа, и 2 - 0,7% Zr, 0,5% Сd, 6,6% Zn, Mg - основа. После приготовления сплавов, рафинирования и отбора проб на спектральный анализ и качество излома производилась разливка сплава по формам. Дополнительно перед разливкой отбиралась проба на скорость коррозии в 3%-ном растворе NaCl, а в ходе разливки производился отбор проб на содержание циркония спектральным методом и скорость коррозии. Полученные отливки проходили испытание на механические свойства ( σв,δ ) и флюсовую коррозию. Коррозионная стойкость сплава определялась двумя способами: 1 - путем испытания образцов, вырезанных из контрольных проб, в 3% -ном растворе NaCl по выделению Н2 в течение 24 ч; 2 - по графику функциональной зависимости скорости коррозии от содержания циркония в сплаве (в ходе разливки). Результаты испытаний приведены в таблице.
Из данных таблицы следует, что при отсутствии контроля металла по ходу разливки (по прототипу) отливки могут иметь хлоридно-циркониевое загрязнение: контроль сплава перед началом разливки показал соответствие химического состава требованиям нормативных материалов, однако механические свойства получены низкие, что является результатом присутствия в структуре сплава цирконийсодержащей фазы. Следствием этого будет также низкая коррозионная стойкость полученных отливок, которая проявится при эксплуатации. Такие отливки будут отличаться нестабильностью как механических свойств, так и коррозионной стойкости, причем такая нестабильность может выявиться лишь в процессе эксплуатации деталей.
Предлагаемый способ позволяет исключить попадание сплава, загрязненного цирконидами, в готовую продукцию. Существующие методы контроля не позволяют этого сделать. Так, согласно химическому анализу содержание циркония в сплаве примера 4 соответствует норме (по ГОСТ 2856-79 цирконий в сплаве МЛ10 может находиться в пределах 0,4-1,0%), однако анализ данных, показывающий увеличение содержания циркония и скорости коррозии к концу разливки в 2 раза по сравнению с начальным содержанием, позволяет прекратить разливку и не допустить выхода из литейного цеха бракованных отливок. Если содержание циркония и скорость коррозии сплава в процессе разливки меняются в заявляемых пределах (примеры 1 и 2, 7 и 8), то и полученные отливки отличаются высокими и стабильными механическими свойствами и отсутствием хлоридного загрязнения.
Применение предлагаемого способа позволяет повысить уровень механических свойств (предел прочности на 4-5%, относительное удлинение на 9-10%) по сравнению со способом, принятым за прототип; скорость коррозии при испытании в 3%-ном растворе хлористого натрия снизилась более чем в 2 раза.
Способ позволяет обеспечить высокое и стабильное качество отливок и исключить запуск в производство некондиционного литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МАГНИЕВО-ЦИРКОНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2601718C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ | 1994 |
|
RU2081933C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1993 |
|
RU2035521C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЛИТЫХ ДЕТАЛЕЙ С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1995 |
|
RU2114206C1 |
| ЛИТЕЙНЫЕ МАГНИЕВЫЕ СПЛАВЫ | 2004 |
|
RU2351675C2 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1998 |
|
RU2131944C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАТРАВОК И СПОСОБ ЕГО ВЫПЛАВКИ | 1999 |
|
RU2158781C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2198234C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
Использование: в цветной металлургии, именно для контроля качества магниевых сплавов, содержащих цирконий. Сущность: осуществляют отбор проб и определение химического состава и структуры излома перед разливкой, сравнивают полученные данные с заданными эталонными и при соответствии их эталонным проведение разливки до определенного количества жидкого сплава, остающегося в тигле. Дополнительно перед разливкой определяют скорость коррозии по H2 в 3%-ном растворе хлористого натрия, производят отбор проб в ходе разливки и по ним определяют содержание циркония и скорость коррозии, а разливку прекращают по достижении показателей содержания циркония и скорости коррозии, не более чем в 1,5 раза превышающих величины этих параметров, перед разливкой. 1 табл.
СПОСОБ КОНТРОЛЯ КАЧЕСТВА МАГНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЦИРКОНИЙ, включающий отбор проб, определение химического состава и структуры излома перед разливкой, сравнение полученных данных с заданными эталонным при соответствии их эталонным, проведение разливки, которую прекращают при определенном количестве жидкого сплава, остающегося в тигле, отличающийся тем, что, с целью повышения механических свойств и коррозионной стойкости, дополнительно перед разливкой определяют скорость коррозии по H2 в 3%-ном растворе хлористого натрия, производят отбор проб в ходе разливки и по ним определяют содержание циркония и скорость коррозии, а разливку прекращают при достижении показателей содержания циркония и скорости коррозии, не более чем в 1,5 раза превышающих величины этих параметров перед разливкой.
| Эмли Е.Ф | |||
| Основы технологии производства и обработки магниевых сплавов | |||
| М.: Металлургия, 1972, с.73-74. |
