Это изобретение относится к сплавам на основе магния, которые особенно подходят для применения в литье, когда требуются хорошие механические свойства при комнатной и повышенной температуре.
В связи с хорошей прочностью и легкостью сплавы на основе магния часто применяются в авиакосмической промышленности, где такие компоненты, как вертолетные трансмиссии и детали реактивного двигателя, формуются с помощью литья в песчаные формы. В течение последних двадцати лет были осуществлены разработки таких авиакосмических сплавов для того, чтобы получить такие сплавы, в которых сочетается хорошая коррозионная стойкость без потери прочности при повышенных температурах, таких как до 200°С.
Конкретной областью исследования были сплавы на основе магния, которые содержат один или несколько редкоземельных элементов (РЗЭ). Например, в документе WO 96/24701 описаны магниевые сплавы, которые являются особенно подходящими для литья под высоким давлением и которые содержат от 2 до 5 мас.% редкоземельного металла, в сочетании с цинком от 0,1 до 2 мас.%. В этом описании "редкоземельный элемент" определяется как любой элемент или смесь элементов с атомными номерами от 57 до 71 (от лантана до лютеция). Хотя лантан, строго говоря, не является редкоземельным элементом, его включают в эту группу, но такие элементы, как иттрий (атомный номер 39), считаются за пределами объема защиты описанных сплавов. Описанные сплавы могут содержать необязательные компоненты, такие как цирконий, однако в этом документе отсутствуют сведения о каких-либо существенных изменениях характеристик сплавов за счет применения любого конкретного сочетания редкоземельных металлов.
Документ WO 96/24701 признан как селективное изобретение из раскрытия более раннего патента, GB-A-664819, в котором рекомендуется использовать от 0,5% до 6 мас.% редкоземельных металлов, из которых, по меньшей мере, 50% составляет самарий, что улучшает сопротивление ползучести сплавов на основе магния. Сведения о литейных качествах сплавов отсутствуют.
Аналогично, в патентах US-A-3092492 и ЕР-А-1329530 описаны сочетания редкоземельных металлов с цинком и цирконием в магниевых сплавах, но без сведений о преимуществе какого-либо конкретного выбора из любого сочетания редкоземельных металлов.
Среди удачных сплавов магния с редкоземельными элементами в промышленном масштабе известен продукт под названием "WE43" фирмы Magnesium Elektron, который содержит 2,2 мас.% неодима и 1 мас.% тяжелых редкоземельных элементов, используемых в сочетании с 0,6 мас.% циркония и 4 мас.% иттрия. Хотя этот промышленный сплав весьма подходит для авиакосмической промышленности, на литейные качества этого сплава отрицательно влияет его способность к окислению в расплавленном состоянии и его плохие свойства теплопроводности. В результате этих недостатков необходимо использовать специальные технологии обработки металлов, которые не только могут увеличить производственные затраты, но также ограничивают возможные области применения этого сплава.
Следовательно, существует потребность в разработке сплава, подходящего для авиакосмической промышленности, который обладает улучшенными литейными качествами по сравнению с WE43, при сохранении хороших прочностных свойств.
В авторском свидетельстве СССР SU-1360223 описан широкий ряд сплавов на основе магния, которые содержат неодим, цинк, цирконий, марганец и иттрий, однако требуют, по меньшей мере, 0,5% иттрия. В конкретном примере используют 3% иттрия. В присутствии значительного количества иттрия существует тенденция к ухудшению литейных качеств из-за окисления.
В соответствии с настоящим изобретением разработан сплав на основе магния, который обладает улучшенными литейными качествами и включает в себя:
по меньшей мере, 85 мас.% магния;
от 2 до 4,5 мас.% неодима;
от 0,2 до 7,0%, по меньшей мере, одного редкоземельного металла с атомным номером от 62 до 71;
до 1,3 мас.% цинка и
от 0,2 до 1,0 мас.% циркония;
необязательно с одним или несколькими из:
до 0,4 мас.% других редкоземельных элементов;
до 1 мас.% кальция;
до 0,1 мас.% элемента, ингибирующего окисление, отличающегося от кальция;
до 0,4 мас.% гафния и/или титана;
до 0,5 мас.% марганца;
не больше, чем 0,001 мас.% стронция;
не больше, чем 0,05 мас.% серебра;
не больше, чем 0,1 мас.% алюминия;
не больше, чем 0,01 мас.% железа и
меньше, чем 0,5 мас.% иттрия;
остаток приходится на случайные примеси.
Было установлено, что в сплаве настоящего изобретения неодим придает сплаву хорошие механические свойства за счет его осаждения в ходе обычной термической обработки сплава. Кроме того, неодим улучшает литейные качества сплава, особенно, когда его содержание находится в диапазоне от 2,1 до 4 мас.%. Особенно предпочтительный сплав настоящего изобретения содержит от 2,5 до 3,5 мас.% и более предпочтительно приблизительно 2,8 мас.% неодима.
Редкоземельный компонент в сплавах настоящего изобретения выбирают из тяжелых редкоземельных элементов (HRE) с атомными номерами от 62 до 71 включительно. В этих сплавах тяжелые РЗЭ обеспечивают упрочнение старением, но это может быть достигнуто при содержании тяжелых РЗЭ, которое гораздо меньше ожидаемого. Особенно предпочтительным тяжелым РЗЭ является гадолиний, который в сплавах настоящего изобретения, как было установлено, является практически равноценным диспрозию, хотя для эквивалентного эффекта требуется немного большее количество диспрозия по сравнению с гадолинием. Особенно предпочтительный сплав настоящего изобретения содержит от 1,0 до 2,7 мас.%, более предпочтительно от 1,0 до 2,0 мас.%, особенно 1,5 мас.% гадолиния. Сочетание тяжелых РЗЭ и неодима снижает растворимость в твердом состоянии тяжелых РЗЭ в магниевой матрице, что полезно для улучшения характеристики упрочнения при старении сплава.
Для значительного улучшения характеристик упрочнения и твердости сплава суммарное содержание РЗЭ, в том числе тяжелых РЗЭ, должно быть больше, чем приблизительно 3 мас.%. При использовании тяжелых РЗЭ также отмечено неожиданное улучшение литейных качеств сплава, особенно улучшается его характеристика микроусадки.
Хотя в сплавах согласно изобретению тяжелые редкоземельные элементы имеют аналогичные характеристики, различия в их растворимости приводят к преимуществам. Например, самарий не обеспечивает такое же преимущество, как гадолиний, в смысле литейного качества в сочетании с хорошей прочностью на разрушение (на растяжение). Причина этого заключается в том, что если бы самарий присутствовал в значительном количестве, то на границе зерен могла бы образоваться избыточная вторая фаза, которая может улучшить литейные качества на основе присадки и пониженной пористости, но не может раствориться в зернах в ходе термической обработки (в отличие более растворимого гадолиния), и поэтому может остаться потенциально хрупкая сетка на границе зерен, что приводит к пониженной прочности на разрушение - смотрите результаты, приведенные в таблице 1.
**UTS - предел прочности на растяжение
Наличие цинка в сплавах согласно изобретению обеспечивает улучшение свойства упрочнения при старении, причем особенно предпочтительное количество цинка составляет от 0,2 до 0,6 мас.%, более предпочтительно приблизительно 0,4 мас.%. Более того, путем регулирования количества цинка от 0,2 до 0,55 мас.% при содержании гадолиния до 1,75 мас.% также могут быть получены хорошие коррозионные характеристики сплава.
Действительно, наличие цинка не только влияет на характеристику упрочнения при старении магний-неодимового сплава, но цинк также изменяет коррозионные свойства сплава в присутствии тяжелых РЗЭ. При полном отсутствии цинка в сплаве может существенно увеличиться, коррозия. Минимально необходимое количество цинка будет зависеть от конкретного состава сплава, но даже при содержании лишь немного выше уровня случайной примеси цинк может давать эффект. Обычно для получения преимущества по коррозии, а также по упрочнению при старении необходимое содержание цинка составляет, по меньшей мере, 0,05 мас.% и более часто, по меньшей мере, 0,1 мас.%. Вплоть до содержания цинка 1,3 мас.% начало перестаривания задерживается, однако выше этого уровня цинк снижает максимальную твердость и эластичные свойства сплава.
В сплавах согласно изобретению цирконий действует как сильная добавка, измельчающая зерно, причем особенно предпочтительное количество циркония составляет от 0,2 до 0,7 мас.%, особенно от 0,4 до 0,6 мас.% и более предпочтительно приблизительно 0,55 мас.%.
Предпочтительные количества и функции других компонентов сплавов настоящего изобретения не отличаются от описанных в документе WO 96/24701. Предпочтительно остаток сплава не превышает 0,3 мас.%, более предпочтительно не больше, чем 0,15 мас.%.
Что касается характеристики упрочнения при старении сплавов настоящего изобретения, то могут быть использованы добавки неодима до 4,5 мас.%, однако было установлено, что наблюдается снижение прочности сплава на растяжение, если использовать больше, чем 3,5 мас.% неодима. Когда требуется высокая прочность на растяжение, сплавы согласно изобретению содержат от 2 до 3,5 мас.% неодима.
Хотя известно применение в магниевых сплавах небольшого количества смеси неодима и празеодима, которая известна как "дидим" в сочетании с цинком и цирконием, например 1,4 мас.% в патенте US-A-3092492, в уровне техники отсутствуют сведения о том, что использование от 2 до 4,5 мас.% неодима в сочетании с тяжелыми РЗЭ в количестве от 0,2 до 7,0%, предпочтительно от 1,0 до 2,7 мас.%, будет приводить к сплавам, которые обладают не только хорошей механической прочностью и характеристиками коррозионной стойкости, но также имеют хорошие литейные качества. В частности, было обнаружено, что за счет применения неодима в сочетании, по меньшей мере, с одним тяжелым РЗЭ можно увеличить общее содержание редкоземельных элементов в магниевом сплаве без ухудшения механических свойств полученного сплава. Кроме того, было обнаружено, что твердость сплава улучшается за счет добавления тяжелых РЗЭ в количестве, по меньшей мере, 1 мас.%, и особенно предпочтительно количество тяжелых РЗЭ составляет приблизительно 1,5 мас.%. Предпочтительным тяжелым РЗЭ является гадолиний, или как единственный, или как основной компонент тяжелых РЗЭ, и было обнаружено, что при наличии гадолиния в количестве, по меньшей мере, 1,0 мас.% можно увеличить общее содержание редкоземельных элементов без ухудшения прочности сплава на растяжение. Хотя увеличение содержания неодима улучшает прочность и литейные качества, его содержание сверх предела приблизительно 3,5 мас.% снижает трещиностойкость сплава, особенно после термической обработки. Однако при наличии тяжелых РЗЭ можно продлить этот интервал, без ухудшения прочности на растяжение сплава. Кроме того, могут присутствовать другие редкоземельные элементы, такие как церий, лантан и празеодим, в сумме вплоть до 0,4 мас.%.
Хотя в известном промышленном сплаве WE43 признано необходимым наличие значительного количества иттрия, было установлено, что в сплавах настоящего изобретение наличие иттрия не является обязательным, и поэтому в настоящее время сплавы согласно изобретению могут быть получены с меньшими затратами, чем WE43. Однако было обнаружено, что в сплавы настоящего изобретения может быть добавлено небольшое количество иттрия, обычно меньше чем 0,5 мас.%, без существенного ухудшения их характеристик.
Как и для сплавов в документе WO 96/24701, для сплавов настоящего изобретения хорошая коррозионная стойкость обусловлена отсутствием вредных примесных элементов, таких как железо и никель, а также основных элементов, способствующих коррозии, которые применяются в других известных сплавах, таких как серебро. Испытание поверхности литья в песчаные формы в соответствии с промышленным стандартом ASTM В 117, тест в соляном тумане, дает характеристику коррозии <100 мил/год (глубина проникновения менее 2,54 мм/год) для образцов предпочтительных сплавов настоящего изобретения, что сопоставимо с результатом коррозионного испытания <75 мил/год (менее 1,90 мм/год) для WE43.
Для предпочтительных сплавов настоящего изобретения, содержащих приблизительно 2,8% неодима, максимальное содержание примесей в массовых процентах составляет:
Общее содержание случайных примесей должно быть не больше, чем 0,3 мас.%. Таким образом, минимальное содержание магния в отсутствие перечисленных необязательных компонентов составляет 86,2 мас.%.
Сплавы согласно изобретению подходят для литья в песчаные формы, литья по выплавляемым моделям и для литья в постоянные пресс-формы, а также демонстрируют хорошие возможности в качестве сплавов для литья под высоким давлением. Кроме того, сплавы согласно изобретению демонстрируют хорошие характеристики в качестве выдавливаемых и деформируемых сплавов.
Обычно сплавы настоящего изобретения после литья подвергают термической обработке для того, чтобы улучшить их механические свойства. Однако условия термической обработки также могут влиять на коррозионные характеристики сплавов. Коррозия может зависеть от того, могут ли микроскопические выделения любых катодных фаз растворяться и диспергироваться в процессе термической обработки. Режимы термической обработки, подходящие для сплавов настоящего изобретения, включают:

Было обнаружено, что общее медленное охлаждение после закалки без полиморфного превращения приводит к худшей коррозионной стойкости сплавов, чем при быстром закаливании водой.
При исследовании микроструктуры найдено, что концентрационная неоднородность внутри зерен медленно охлажденного материала выражена слабее, чем в закаленном материале, и что осадок является более крупным. Этот более крупный осадок разъедается в первую очередь, что приводит к ухудшению коррозионных характеристик.
Поэтому использование горячей воды или закалочной среды, модифицированной полимером, после закалки без полиморфного превращения представляет собой предпочтительный способ термической обработки и обеспечивает отличные коррозионные характеристики сплавов настоящего изобретения.
При сравнении с известным промышленным магний-циркониевым сплавом RZ5 (эквивалент сплава ZE41), который содержит 4 мас.% цинка, 1 мас.% РЗЭ и 0,6 мас.% циркония, обнаружено, что для предпочтительных сплавов настоящего изобретения наблюдается гораздо более слабая тенденция ухудшения свойств от дефектов, связанных с оксидами. Такую пониженную способность окисления магниевых сплавов обычно связывают с наличием бериллия или кальция. Однако в испытанных сплавах настоящего изобретения отсутствуют как бериллий, так и кальций. Это позволяет предположить, что сам компонент тяжелого РЗЭ (в особенности гадолиний) обеспечивает эффект ослабления окисления.
Следующие примеры представляет собой иллюстрацию предпочтительных вариантов воплощения настоящего изобретения.
В прилагаемых чертежах:
Фигура 1 представляет собой схематическое изображение влияния химии в расплавленных сплавах настоящего изобретения на радиографические дефекты, обнаруженные в полученных отливках,
Фигура 2 представляет собой графическое изображение кривых старения для сплавов настоящего изобретения при 150°С,
Фигура 3 представляет собой графическое изображение кривых старения для сплавов настоящего изобретения при 200°С,
Фигура 4 представляет собой графическое изображение кривых старения для сплавов настоящего изобретения при 300°С,
Фигура 5 представляет собой микрофотографию с изображением области литейного сплава, содержащего 1,5% гадолиния, при сканировании методом электронно-зондового микроанализа (ЕРМА) в условиях непосредственно после отливки,
Фигура 6 представляет собой графическое изображение качественного распределения магния, неодима и гадолиния вдоль линии сканирования, показанной на фигуре 5,
Фигура 7 представляет собой микрофотографию с изображением области литейного сплава, содержащего 1,5% гадолиния, при сканировании методом ЕРМА в условиях Т6,
Фигура 8 представляет собой графическое изображение качественного распределения магния, неодима и гадолиния вдоль линии сканирования, показанной на фигуре 7,
Фигура 9 представляет собой графическое изображение изменения коррозии с увеличением содержания цинка в сплавах согласно изобретению при их отпуске Т6 после закалки в горячей воде,
Фигура 10 представляет собой графическое изображение изменения коррозии с увеличением содержания гадолиния в сплавах согласно изобретению при их отпуске Т6 после закалки в горячей воде и
Фигура 11 представляет собой графическое изображение изменения коррозии с увеличением содержания цинка в сплавах согласно изобретению при их отпуске Т6 после охлаждения воздухом.
1. ПРИМЕРЫ - Коррозионное испытание 1
Проводят начальный ряд экспериментов для того, чтобы определить эффект следующих ниже факторов на коррозионные характеристики сплавов настоящего изобретения:
- Химия сплава
- Переменные параметры плавки
- Подготовительная обработка поверхности
Плавку осуществляли для различных композиций и при различных технологиях литья. Затем образцы из этих плавок подвергали коррозионному испытанию в соответствии с тестом в соляном тумане, ASTM В117. Затем определяют потерю веса и рассчитывают скорость коррозии.
Все расплавы имели состав в диапазоне значений, указанных ниже в таблице 2, если не указано иное, причем остаток приходится на магний только со случайными примесями.
Все образцы для исследования коррозии (панели, отлитые в песчаные формы) были обработаны струей дроби с использованием абразивного оксида алюминия и затем протравлены кислотой. Для кислотного травления используют водный раствор, содержащий 15% HNO3; образцы погружают в этот раствор на 90 секунд и затем на 15 секунд в свежий раствор того же состава. Все коррозионные образцы (цилиндры) изготовляют на станке и затем шлифуют тонкой наждачной бумагой и пемзой. Оба типа образцов обезжиривают до коррозионного испытания.
Образцы помещают в камеру тестирования в соляном тумане (ASTM В117) на семь суток. После завершения теста коррозионный продукт удаляют путем погружения образца в горячий раствор хромовой кислоты.
Сводка исходных результатов и предварительные выводы
1. Химический состав:
а) влияние неодима - смотрите таблицу 3.

Эффект неодима является несущественным, и его влиянием на скорость коррозии можно пренебречь;
b) влияние цинка - смотрите таблицу 4.

Увеличение содержания до 1% дает незначительный эффект, однако при увеличении содержания цинка до 1,5% коррозия сплава увеличивается;
с) влияние гадолиния - смотрите таблицу 5.

Добавка гадолиния вплоть до 1,5% не оказывает значительного влияния на коррозию сплава. Отмечена значительно меньшая коррозия для цилиндрических образцов;
d) влияние самария - смотрите таблицу 6.

Добавка самария в сплав без гадолиния не приводит к изменению коррозионной стойкости сплава.
Замена гадолиния на самарий не приводит к изменению коррозионной стойкости сплава;
е) влияние циркония - смотрите таблицу 7.
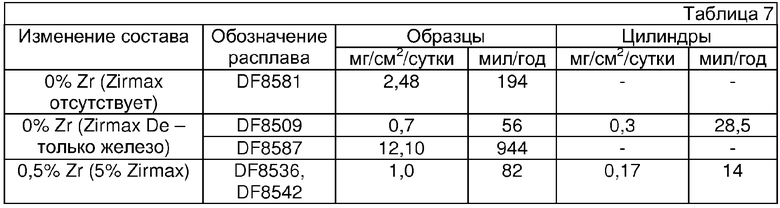
Обычно отсутствие циркония приводит к весьма плохим показателям коррозии.
2. Переменные параметры плавки:
а) циклические изменения температуры расплава до разливки металла - смотрите таблицу 8.

Постоянная температура до отливки улучшает осаждение частиц (некоторые из них могут отрицательно влиять на коррозионные характеристики). В этом испытании не обнаружены преимущества;
b) продувка аргоном - смотрите таблицу 9.
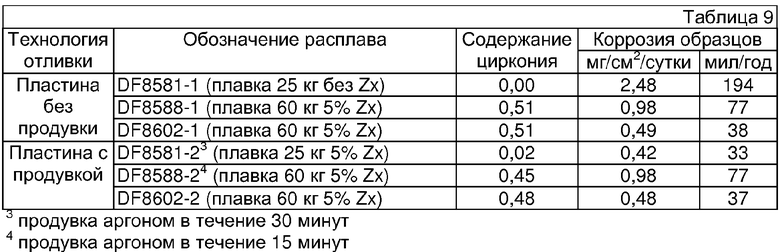
Продувка аргоном может улучшать чистоту расплавленного магния.
Эти данные демонстрируют улучшение коррозионных характеристик для некоторых расплавов, из которых два продували аргоном. В некоторых случаях отмечено уменьшение содержания Zr за счет процесса продувки;
а) влияние размера тигля - смотрите таблицу 10.

Влияние величины расплава на скорость коррозии сплава является неоднозначным.
3. Обработка металла:
а) влияние обработки путем погружения в раствор фтористоводородной кислоты (HF) - смотрите таблицу 11.

Обработка сплава HF значительно улучшает коррозионные характеристики сплава;
b) влияние хроматирования (хром-марганец) - смотрите таблицу 12.

Обработка хроматированием не улучшает коррозионные свойства;
с) Влияние погружения во фтористоводородную кислоту с последующей обработкой хроматом - смотрите таблицу 13.

Использование покрытий, образующихся в результате хроматирования, нарушает защиту сплава, созданную погружением во фтористоводородную кислоту.
Эти предварительные результаты и первоначальные выводы были уточнены в ходе дальнейшей работы, изложенной в нижеследующих примерах.
2. ПРИМЕРЫ - Коррозионное испытание 2
Коррозионному испытанию подвергают полученные разливкой в песчаные формы пять образцов отливок толщиной 1/4 дюйма (6,35 мм) в форме, известной под названием “образцы”. В таблице 14 указан состав этих образцов, в которых остальное (до 100%) содержание композиции составляют магний и случайные примеси (Сокращение “РЗМ” в таблице означает общее содержание редкоземельных металлов).
Указанные образцы подвергли рентгенографическому анализу и обнаружили, что в образцах имеется микроусадка.
Все образцы подвергли 8-часовой термообработке при температуре 520°С (968°F), закалке в горячей воде с последующей 16-часовой выдержкой при температуре 200°С (392°F).
Указанные образцы подвергли пескоструйной обработке и травлению в 15%-ном растворе азотной кислоты в течение 90 секунд, затем травлению в таком же свежем растворе длительностью 15 секунд. После этого образцы сушат и оценивают их коррозионные характеристики, подвергнув 7-дневной выдержке в камере соляного тумана согласно требованиям стандарта ASTM B117.
Спустя 7 дней эти образцы промывают водопроводной водой с целью удаления избытка продукта коррозии и очищают в горячем 10%-ном растворе оксида хрома-IV с последующей сушкой горячим воздухом.
В таблице 15 представлены коррозионные характеристики вышеуказанных купонов.
3. ПРИМЕРЫ - Тестирование отливки
Испытания литья выполняли с целью определения величины микроусадки в зависимости от химического состава сплава.
Было изготовлено и испытано множество отливок, имеющих целевые компоненты, представленные в таблице 16, в которых остальное (до 100%) содержание составляют магний и случайные примеси. Все численные значения представлены в массовых процентах.
Сплавление проводят в стандартном режиме плавки без флюсов, используемом для получения промышленного сплава, известного под маркой ZE41 (4 мас.% цинка, 1,3% редкоземельных элементов, преимущественно церия, и 0,6% циркония). Для этого используют плавильный тигель со свободно прилегающей крышкой и защитную газовую среду SF6/CO2.
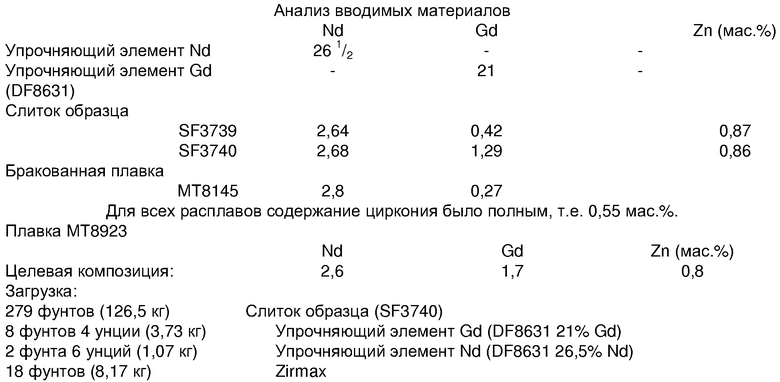
Подробные данные о плавке и загрузках приведены в Приложении 1.
Перед разливкой литейные формы подвергают кратковременной (приблизительно в течение 30 секунд-2 минут) очистительной продувке газом СО2/SF6.
В ходе разливки струю заливаемого металла защищают газовой средой CO2/SF6.
Для соблюдения единообразия условий эксперимент проводили при одинаковой температуре металла и неизменном порядке заливки форм для каждой отливки. При этом регистрировали значения температуры расплава в тигле и время заполнения литейных форм (см. Приложение 1).
Одну плавку (МТ8923) повторили, так как засорился песком вертикальный литник одной из 925 заливок.
Полученные отливки подвергают термообработке в режиме Т6 (закалке без полиморфного превращения и старения).
Стандартная Т6-обработка для сплавов настоящего изобретения представляет собой следующее:
8-часовая выдержка при температуре 960-970°F (515-520°C) - закалка в горячей воде;
16-часовая выдержка при температуре 392°F (200°C) - охлаждение на воздухе. Стандартной Т6-обработке подвергаются следующие компоненты:
Плавка МТ8923 - 1 из 925 испытательных брусков и коррозионных панелей.
Плавка МТ8926 - 1 из 925 ”.
Плавка МТ8930 - 1 из 925 ”.
Плавка МТ8932 - 2 из 925 ”.
Плавка МТ8934 - СН47.
Некоторые отклонения произведены для стадии закалки, после закалки без полиморфного превращения, чтобы определить влияние скорости охлаждения на свойства и остаточное напряжение в реальных отливках.
Подробные данные приведены ниже:
Плавка МТ8930 - 1 из 925 испытательных брусков.
Выдержка при температуре 960-970°F (515-520°C), 8 часов - воздушное охлаждение вентиляторами (2 вентилятора).
Выдержка при температуре 392°F (200°C), 16 часов - охлаждение на воздухе.
Плавка МТ8926 - 1 из 925 испытательных брусков.
Плавка МТ8934 - 1 из 925 испытательных брусков.
При температуре 960-970°F (515-520°С), 8 часов - воздушное охлаждение (без вентиляторов).
Выдержка при температуре 392°F (200°C), 16 часов - охлаждение на воздухе.
Посредством введения термопар в отливки регистрируют температурные профили и записывают результат.
Бруски изготовлены и испытаны согласно требованиям стандарта ASTM с использованием прибора Instron для испытания на растяжение.
Полученные отливки подвергают пескоструйной обработке с последующей очисткой серной кислотой, промывают водой, смесью уксусной/азотной кислот, снова промывают водой, затем обрабатывают фтористоводородной кислотой и окончательно промывают водой.
Найдено, что сплавы, полученные в соответствии с настоящим изобретением, легко поддаются обработке, а окисление поверхности расплава является слабым, с очень малым выгоранием, что наблюдается даже при нарушении расплава во время операций перемешивания при температуре 1460°F (793°C).
Образцы расплавов имеют составы, приведенные в таблице 17, в которых остальное (до 100%) содержание составляют магний и случайные примеси.
Отливки подвергли испытанию, определяя их механические свойства и размер зерен.
а) Упругие свойства отливки при формовании брусков для испытания по нормативам ASTM.
Стандартная термообработка (закалка горячей водой) - см. таблицу 18.
Результаты наблюдений, запротоколированные в ходе обследования отливок, сводятся к следующему:
б) Дефекты поверхности
Все отливки имеют хороший внешний вид, за исключением одного недолива в расплаве №МТ8932 (с высоким содержанием Nd/Gd).
Методом цветной дефектоскопии выявлена некоторая микроусадка (впоследствии подтверждена методом рентгенографии). Обычно отливки получаются очень чистыми и практически без дефектов, связанных с наличием оксидов.
Полученные отливки можно обобщенно ранжировать по следующим группам:
в) Рентгенографический анализ
Главным дефектом является микроусадка.
Трудно дать количественную оценку зависимости определяемых рентгенографией дефектов от химического состава расплава вследствие разброса показателей для отливок, даже полученных из одних и тех же расплавов. Тем не менее, на фигуре 1 сделана попытка продемонстрировать эту зависимость путем графического ранжирования усредненного рейтинга согласно стандарту ASTM E155 для микроусадки, проявившейся на всех рентгенографических снимках каждой отливки.
В результате исследования сделаны следующие выводы:
А. Обработка металла
Оказалось, что сплавы настоящего изобретения легко обрабатываются в литейном производстве.
Оборудование и операции плавления/легирования сопоставимы с используемыми для сплава ZE41 и гораздо проще используемых для сплава WE43.
Характеристики окисляемости аналогичны или даже лучше характеристик сплава ZE41. Это дает преимущества при легировании и переработке расплава. Подготовка литейной формы также упрощается, поскольку очистку газом можно выполнять, прибегнув к стандартной практике, применяемой для сплава ZE41 или AZ91 (9 мас.% алюминия, 0,8 мас.% цинка и 0,2 мас.% марганца). При этом отпадает необходимость в продувке аргоном и герметизации литейных форм, как это предусмотрено в технологии получения сплава WE43.
Б. Качество литья
Отливки почти не имеют дефектов, обусловленных наличием оксидов; но если такие дефекты имеются, их можно было ликвидировать легкой зачисткой отливки. Такого стандарта качества поверхности труднее добиться для сплава WE43, где требуется уделять гораздо больше внимания подготовке литейных форм и прилагать усилия для дополнительной обработки.
Главным проявляющимся дефектом является микроусадка. Считается, что сплавы согласно изобретению более подвержены микроусадке, чем сплав ZE41.
Хотя изменения в оснастке системы (использование охлаждающих устройств и дозаторов) являются наиболее эффективным способом устранения микроусадки, для этого также могут быть использованы изменения химического состава сплава. Последний подход реализуется при проведении испытания отливок в настоящем изобретении.
Достоверная оценка может быть достигнута только за счет получения множества отливок, и, тем не менее, в результате данной работы отмечены следующие общие тенденции.
- Микроусадка уменьшается при увеличении содержания Nd и/или Gd.
- Повышенное содержание Nd дает небольшое увеличение тенденции к развитию ликвации.
- Высокое содержание добавок в сплаве (особенно Nd), по-видимому, замедляет заполнение литейной формы жидким металлом. Это может приводить к появлению дефектов недолива.
В. Механические свойства
Отмечаются хорошие свойства упругости.
Предел текучести для всех испытанных расплавов хорошо согласуется, что указывает на широкое поле допуска для химического состава расплава.
Высокие уровни содержания Nd (3,5%) приводят к снижению пластичности и сопротивления излому. Как и ожидалось, это является следствием более высокого содержания нерастворимой, богатой неодимом эвтектики.
Высокие уровни содержания Gd (1,6%) не уменьшают сопротивление излому или пластичность. Если и отмечается какая-либо тенденция, то улучшение сопротивления излому связано с повышенным содержанием Gd.
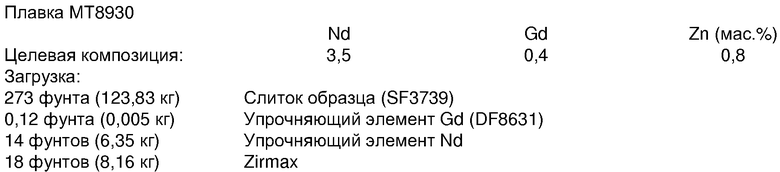
ПРИЛОЖЕНИЕ 1
Данные по расплавам МТ8923, МТ8926, МТ8930, МТ8932, МТ8934
Процедура:
Используется чистый тигель вместимостью 300 фунтов (136 кг)
09:00 - начало плавления слитка
10:15 - отбор пробы для анализа
10:30 - 1400°F (760,0°C) - добавлены упрочняющие элементы
10:45 - 1450°F (787,8°С) - на 3 минуты задействована мешалка с приводом
10:50 - 1465°F (796,1°С) - очистка поверхности расплава
10:52 - отбор пробы для анализа
10:58 - 1496°F (813,33°С) - отбор матричного бруска и начало периода отстаивания
11:30 - 1490°F (810,00°С) - подъем тигля для разливки расплава
Разливка:

Процедура:
Используется чистый тигель вместимостью 300 фунтов (136 кг)
09:00 - начало плавки
09:00 - взята проба для анализа
10:30 - 1400°F (760,00°C) - внесена добавка
10:40 - 1440°F (782,22°C) - очистка поверхности расплава
10:45 - 1458°F (792,22°C) - перемешивание расплава, как и в случае плавки МТ8923
10:50 - 1457°F (791,67°C)
10:55 - 1468°F (797,78°C) - отбор пробы для анализа и отбор матричного бруска
11:12 - 1494°F (812,22°C)
11:28 - 1487°F (808,33°C) - подъем тигля для разливки плавки
Примечание: после разливки расплава остается лишь 1/2 слитка - требуется больше металла
Разливка:
Процедура:
Используется чистый тигель вместимостью 300 фунтов (136 кг)
09:00 - начало плавки
10:10 - слиток частично расплавлен
11:00 - 1400°F (760,00°C) - сплавление упрочняющих элементов
11:20 - 1465°F (796,11°С) - перемешивание расплава, как и в случае плавки МТ8923
11:30 - 1468°F (797,78°C) - отбор матричного бруска и пробы для анализа
11:40 - 1503°F (817,22°C)
12:05 - 1489°F (809,44°C) - подъем тигля для разливки плавки
Разливка:

Процедура:
Используется чистый тигель вместимостью 300 фунтов (136 кг)
06:30 - начало плавки
08:00 - 1370°F (743,33°C) - выдерживание
09:00 - 1375°F (746,11°С) - сплавление упрочняющих элементов
09:25 - 1451°F (788,33°C)-перемешивание расплава, как и в случае плавки МТ8923
09:33 - 1465°F (796,11°С) - отбирается проба расплава для анализа
09:45 - 1495°F (812,78°C) - отстаивание, интенсивность пламени горелки 10%
09:50 - 1489°F (809,44°C) - отстаивание, интенсивность пламени горелки 20%* (* отстаивание не такое хорошее, как в некоторых плавках - требуется увеличивать интенсивность пламени горелки по мере приближения к концу плавки)
10:00 - 1490°F (810,00°C) - отбор блока расплава для окончательного анализа
- подъем тигля
Разливка:

Процедура:
10:30 - материал для плавки загружают в тигель, хорошо очищенный от предыдущего расплава
11:30 - материал расплавляют и выдерживают
12:05 - 1400°F (760,00°C) - отбор блока расплава для анализа
- 1402°F (761,11°C) - сплавление упрочняющих элементов
12:40 - 1430°F (776,67°C)
12:50 - 1449°F (787,22°C) - 1461°F (793,89°С) - перемешивание расплава, как в случае плавки МТ8923
13:00 - 1461°F (793,89°C) - отбор пробы расплава для анализа
13:05 - 1498°F (814,44°С) - начало отстаивания
13:15 - 1506°F (818,89°C)
13:30 - 1492°F (811,11°С) - интенсивность пламени горелки 17%
13:32 - 1491°F (810,56°C) - подъем тигля для разливки плавки
Разливка:
°F (°C)
4. ПРИМЕРЫ - Испытания на старение
Образцы предпочтительного сплава настоящего изобретения испытаны на твердость, и результаты представлены на фигурах 2-4 в зависимости от времени старения при значениях температуры 150, 200 и 300°С соответственно.
Общая тенденция такова, что добавление гадолиния приводит к улучшению показателя твердости сплава.
Изображенный на фигуре 2 сплав с наибольшим содержанием гадолиния обладает неизменно лучшим показателем твердости. Улучшение твердости по сравнению с твердостью, получаемой после закалки без полиморфного превращения, оказывается аналогичным для этих сплавов. Диапазон испытания был недостаточно продолжительным для достижения пикового значения твердости, поскольку показано, что при температуре 150°С упрочнение происходит с относительно низкой скоростью. Поскольку не достигнут максимум упрочнения, то невозможно исследовать воздействие гадолиния в области избыточного старения при этой температуре.
На фигуре 3 все еще заметно улучшение твердости за счет добавления гадолиния, поскольку, даже с учетом погрешностей, сплав с содержанием гадолиния 1,5% еще обладает превосходной твердостью на протяжении всего процесса старения, давая улучшение пикового значения твердости приблизительно равное 5 МПа. Кроме того, добавление гадолиния может уменьшать время старения, необходимое для достижения пикового значения твердости, тем самым улучшая сопротивление чрезмерному старению. За 200 часов испытания на старение при температуре 200°С твердость сплава, не содержащего гадолиния, значительно снизилась, тогда как сплав с содержанием гадолиния 1,5% все еще показывает значение твердости, аналогичное пиковому значению твердости сплава, не содержащего гадолиния.
Кривые старения при температуре 300°С показывают очень быстрый процесс упрочнения у всех сплавов с достижением пикового значения твердости в пределах 20 минут старения. Тенденция к улучшению твердости за счет присутствия гадолиния также отмечается при температуре 300°С, при этом пиковое значение предела прочности сплава, содержащего 1,5% гадолиния, оказывается значительно выше (~10 кг·мм-2 [МПа]) значения этого параметра у сплава, не содержащего гадолиния. Резкое снижение твердости при чрезмерном старении следует за быстрым отверждением до пикового значения твердости при старении. Потеря твердости аналогична для всех сплавов, начиная от их пикового значения твердости при старении. Сплавы, содержащие гадолиний, сохраняют превосходную твердость даже во время значительного чрезмерного старения.
На фигуре 5 и фигуре 7 представлены микрофотографии, полученные на сканирующем электронном микроскопе и показывающие область, через которую сделано линейное сканирование образцов непосредственно после отливки, а также подвергнутых старению до пикового значения (в режиме Т6) соответственно. Режим работы прибора: напряжение 15 кВ и ток 40 нА. Обе микрофотографии отображают аналогичные размеры зерна в двух указанных структурах.
Вторичная фаза, изображенная на фигуре 5, имеет ламеллярную эвтектическую структуру. На фигуре 7 показано, что после термообработки в режиме Т6 еще в значительной мере присутствует вторичная фаза. Эта удерживаемая вторичная фаза уже не является ламеллярной, а представляет собой одиночную фазу с зернистой структурой. В зернах структуры отливок, не подверженных старению, также видно большое количество крупных нерастворенных частиц. Таковых частиц уже нет в образцах, подверженных термообработке, что указывает на более гомогенную структуру зерна. Наложенные на микрофотографию линии показывают положение линий сканирования, следующих через 80 мкм.
На фигуре 6 и фигуре 8 представлены графики данных, полученных в результате электронного микрозондового анализа с линейным сканированием для обнаружения магния, неодима и гадолиния. На этих графиках показано качественное распределение каждого элемента в микроструктуре по линиям сканирования.
По оси ординат каждого графика отложено число импульсов, соответствующих концентрации элемента в данной точке сканирования. Использованные значения представляют собой необработанные данные по каждому элементу в точках специфического рентгеновского излучения.
По оси абсцисс отложено смещение в микронах при сканировании.
Никакие эталоны не использовались для калибровки числа импульсов с целью получения фактических значений концентрации для элементов, так что эти данные могут дать лишь качественную картину распределения каждого элемента. Следовательно, невозможно обсуждать относительную концентрацию каждого элемента.
Из фигуры 6 видно, что в структуре сплава непосредственно после отливки гадолиний, а также неодим сконцентрированы на границе зерен, что согласуется с данными микрофотографии, поскольку основные пики для обоих элементов лежат на расстояниях приблизительно 7, 40 и 80 микрон вдоль линии сканирования. Кроме того, видно, что содержание редкоземельных элементов в зернах непостоянно, т.к. соответствующие им линии в промежутках между пиками не являются ровными. Это наводит на мысль, что частицы, наблюдаемые внутри зерен на микрофотографии (фигура 5), действительно могут содержать гадолиний и неодим.
Кроме того, заметено понижение на кривой содержания магния в области около 20 микрон, что согласуется с данными микрофотографии. Данное понижение не связано с увеличением содержания неодима или гадолиния, и поэтому эта особенность должна быть связана с каким-то другим элементом, возможно цинком, цирконием, или просто с примесью.
На фигуре 8 показано распределение элементов в структуре сплава после закалки без полиморфного превращения и пикового старения. Пики редкоземельных элементов занимают соответствующие положения, все еще совпадая с областями вторичной фазы на границах зерен (~5, 45 и 75 микрон). Однако участки кривых между пиками стали более ровными, чем на фигуре 6, что коррелирует с отсутствием межкристаллитных осадков, показанных на фигуре 7. Эта структура гомогенизирована термообработкой, а осадки, присутствующие внутри зерен сплава непосредственно после отливки, растворились в зернах первичной фазы магния.
Количество вторичной фазы, удерживаемой после термообработки, показывает, что время выдержки при температуре закалки без полиморфного превращения может оказаться недостаточным для того, чтобы растворить всю вторичную фазу, для чего может потребоваться более продолжительный период пребывания при температуре закалки без полиморфного превращения. Впрочем, также возможно, что композиция сплава такова, что он находится в двухфазной области диаграммы состояния этой системы. Однако этого нельзя ожидать от фазовых диаграмм для бинарных систем 'Mg-Gd' и 'Mg-Nd' [NAYEB-HASHEMI, 1988], и, поскольку данная система не является бинарной, эти диаграммы нельзя использовать для точного определения положения линии солидуса для данного сплава. Следовательно, этот сплав может содержать легирующие добавки, которые превосходят его собственную растворимость в твердом состоянии, даже при температуре закалки без полиморфного превращения. Это обычно приводит к удерживанию вторичной фазы, независимо от длительности закалки без полиморфного превращения.
5. ПРИМЕРЫ - Влияние цинка, гадолиния и термообработки на коррозионные характеристики сплавов
Влияние изменения состава композиции и режимов термообработки на коррозионные свойства сплавов настоящего изобретения было детально исследовано. Для сопоставления также были испытаны аналогичные сплавы без цинка.
Для этой серии испытаний образцы сплавов в виде отлитых в песчаной форме пластин размером 8×8×1 дюйм (200×200×25 мм) готовят из расплавов, в которых варьировали уровни содержания гадолиния и цинка (см. таблицу 19). При этом содержание неодима и циркония поддерживается в следующих установленных пределах:
Nd: 2,55-2,95 мас.%
Zr: 0,4-0,6 мас.%
Образцы, взятые из краев и из центра каждой пластины, подвергают термообработке согласно одному из следующих режимов:
(i) закалка без полиморфного превращения с последующей закалкой в горячей воде (Т4 HWA);
(ii) закалка без полиморфного превращения с последующей закалкой в горячей воде и старением (Т6 HWA);
(iii) закалка без полиморфного превращения с последующим охлаждением на воздухе* (* в ходе охлаждения на воздухе скорость охлаждения каждого образца составляла 2°С/с) и старением (Т6 АС) и
(iv) закалка без полиморфного превращения с последующим охлаждением вентилятором и старением (Т6 FC).
Все закалки без полиморфного превращения проводят при температуре 520°С (968°F) в течение 8 часов, а старение проводят при температуре 200°С (392°F) в течение 16 часов.
Образцы обрабатывают струей дроби с использованием абразивного оксида алюминия с целью удаления загрязняющих примесей с поверхности до травления кислотой. Каждый образец протравливают (очищают) в 15%-ном растворе HNO3 в течение 45 секунд до коррозионного испытания. В ходе этого процесса очистки с каждой поверхности удаляют слой металла толщиной примерно 0,006-0,012 дюйма (0,15-0,3 мм). Образцы непосредственно после травления подвергают испытанию в камере соляного тумана (по стандарту ASTM В117) для оценки коррозионных свойств. При этом воздействию соляного тумана подвергается поверхность отливок образцов. Результаты испытания на коррозию представлены на фигурах 9-11.
В образцах сплава настоящего изобретения, содержащего цинк, отмечается, что коррозия происходит преимущественно в области осадков, тогда как у сплавов с очень низким содержанием цинка и совсем не содержащих цинка коррозия происходит предпочтительно на границах зерен и лишь изредка на некоторых осадках. Содержание цинка в испытанных образцах оказывает значительное влияние на коррозионные характеристики; значения скорости коррозии возрастают с увеличением содержания цинка. Значения скорости коррозии также возрастают, когда содержание цинка уменьшается почти до уровня загрязняющих примесей. Содержание гадолиния также отражается на коррозионных свойствах сплавов, но в меньшей степени, чем содержание цинка. Обычно условиях режима Т6 (закалка в горячей воде) сплавы, содержащие менее 0,65-1,55% гадолиния, поддаются коррозии со скоростью <100 мил/год (2,54 мм/год), при условии, что содержание цинка не превышает 0,58%, тогда как сплавы, содержащие 1,55-1,88% гадолиния, как правило, могут содержать до 0,5% цинка, прежде чем скорость коррозии такого сплава превысит величину 100 мил/год (2,54 мм/год). В общем, отмечено, что сплавам, которые прошли закалку в горячей воде после закалки без полиморфного превращения, свойственны более низкие значения скорости коррозии, чем сплавам, которые охлаждали естественно на воздухе или с помощью воздушных вентиляторов. Возможно, это происходит из-за различий в распределении осадка в быстро и медленно охлаждаемых образцах.
6. ПРИМЕРЫ - Ограничения по содержанию гадолиния
Проведено несколько экспериментов для исследования влияния изменения количества вводимого в сплав гадолиния в сравнении с заменой его другим широко применяемым редкоземельным элементом, а именно, церием. При этом получены следующие результаты:

Перед проведением испытания все образцы сплавов подвергаются закалке без полиморфного превращения и старению.
Сравнение образцов DF8794 и DF8798 показывает, что когда широко применяемый редкоземельный элемент церий используют вместо предпочтительного в данном изобретении тяжелого редкоземельного элемента, а именно - гадолиния, то предел прочности при растяжении и пластичность при растяжении резко уменьшаются.
Сравнение образцов DF8793 и МТ8923 показывает, что увеличение содержания гадолиния до очень высокого уровня не дает значительного улучшения свойств. К тому же стоимость и повышение плотности (плотность гадолиния равна 7,89 по сравнению с 1,74 для магния) препятствуют использованию гадолиния в количестве большем, чем 7 мас.%.
7. ПРИМЕРЫ - Механические свойства деформируемого сплава
Образцы взяты от стержня диаметром 19 мм (0,75 дюйма), вытянутого из охлаждаемой водой заготовки диаметром 76 мм (3 дюйма), имеющей следующий состав (остальное количество до 100 мас.% составляют магний и случайные загрязняющие примеси), в мас.%:
Как и в других испытуемых сплавах, где имеется различие между общим содержанием редкоземельных элементов (РЗЭ) и общим количеством неодима и тяжелого редкоземельного элемента, здесь - гадолиния, это обусловлено присутствием иных сопутствующих редкоземельных элементов, таких как церий.
Механические свойства сплава, испытанного в своем режиме термообработки Т6, представлены в таблице 20.

| название | год | авторы | номер документа |
|---|---|---|---|
| Высокопрочный литейный магниевый сплав | 2022 |
|
RU2786785C1 |
| Литейный магниевый сплав | 2018 |
|
RU2687359C1 |
| КРИПОУСТОЙЧИВЫЙ МАГНИЕВЫЙ СПЛАВ | 2003 |
|
RU2320748C2 |
| Магниевый сплав для герметичных отливок | 2020 |
|
RU2757572C1 |
| ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ | 2012 |
|
RU2506337C1 |
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МАГНИЕВО-ЦИРКОНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2601718C1 |
| МАГНИЕВЫЙ СПЛАВ, СОДЕРЖАЩИЙ РЕДКОЗЕМЕЛЬНЫЕ МЕТАЛЛЫ | 2009 |
|
RU2513323C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ | 2014 |
|
RU2562190C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2554269C1 |
| ОГНЕСТОЙКИЙ ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ | 2022 |
|
RU2809612C2 |
Изобретение относится к сплавам на основе магния и может быть использовано для получения литейного продукта, характеризующегося хорошими прочностными свойствами при комнатной и повышенной температуре. Сплав содержит, мас.%: 2-4,5 неодима, 0,2-7,0 по меньшей мере одного редкоземельного металла с атомным номером от 62 до 71, до 1,3 цинка и 0,2-1,0 циркония; а также при необходимости один или несколько других примесных компонентов. Сплав обладает стойкостью к коррозии, демонстрирует хорошие свойства упрочнения старением, кроме этого, подходит для получения выдавливаемых или деформируемых продуктов. 5 н. и 19 з.п. ф-лы, 11 ил., 20 табл.
1. Литейный сплав на основе магния, который включает в себя:
по меньшей мере 85 мас.% магния;
от 2 до 4,5 мас.% неодима;
от 0,2 до 7,0 мас.% по меньшей мере одного редкоземельного металла с атомным номером от 62 до 71;
до 1,3 мас.% цинка; и
от 0,2 до 1,0 мас.% циркония;
необязательно с одним или несколькими из:
до 0,4 мас.% других редкоземельных элементов;
до 1 мас.% кальция;
до 0,1 мас.% элемента, ингибирующего окисление, отличающегося от кальция;
до 0,4 мас.% гафния и/или титана;
до 0,5 мас.% марганца;
не больше чем 0,001 мас.% стронция;
не больше чем 0,05 мас.% серебра;
не больше чем 0,1 мас.% алюминия;
не больше чем 0,01 мас.% железа; и
меньше чем 0,5 мас.% иттрия;
случайные примеси - остаток.
2. Сплав по п.1, который содержит от 2,5 до 3,5 мас.% неодима.
3. Сплав по п.1, который содержит приблизительно 2,8 мас.% неодима.
4. Сплав по п.1, который содержит от 1,0 до 2,7 мас.% гадолиния.
5. Сплав по п.1, который содержит приблизительно 1,5 мас.% гадолиния.
6. Сплав по п.1, который содержит, по меньшей мере, 0,05 мас.% цинка.
7. Сплав по п.1, который содержит, по меньшей мере, 0,1 мас.% цинка.
8. Сплав по п.1, который содержит цинк в количестве от 0,2 до 0,6 мас.%.
9. Сплав по п.1, который содержит цинк в количестве 0,4 мас.%.
10. Сплав по п.1, который содержит цирконий в количестве от 0,4 до 0,6 мас.%.
11. Сплав по п.1, который содержит цирконий в количестве приблизительно 0,55 мас.%.
12. Сплав по п.1, в котором суммарное содержание редкоземельных элементов, включая тяжелые редкоземельные элементы, составляет больше чем 3,0 мас.%.
13. Сплав по п.1, который содержит меньше чем 0,005 мас.% железа.
14. Сплав по п.1, который, когда цирконий присутствует в количестве по меньшей мере 0,4 мас.%, не содержит от 0,5 до 6 мас.% редкоземельных металлов, из которых по меньшей мере 50 мас.% составляет самарий.
15. Способ получения литейного продукта, который включает стадию литья в песчаные формы, литья по выплавляемым моделям, литья в постоянные пресс-формы или литья под высоким давлением сплава на основе магния, который содержит:
по меньшей мере, 85 мас.% магния;
от 2 до 4,5 мас.% неодима;
от 0,2 до 7,0 мас.%, по меньшей мере, одного редкоземельного металла с атомным номером от 62 до 71;
до 1,3 мас.% цинка; и
от 0,2 до 1,0 мас.% циркония;
необязательно с одним или несколькими из:
до 1 мас.% кальция;
до 0,1 мас.% элемента, ингибирующего окисление, отличающегося от кальция;
до 0,4 мас.% гафния и/или титана;
до 0,5 мас.% марганца;
не больше чем 0,001 мас.% стронция;
не больше чем 0,05 мас.% серебра;
не больше чем 0,1 мас.% алюминия;
не больше чем 0,01 мас.% железа;
и меньше чем 0,5 мас.% иттрия;
случайные примеси - остаток.
16. Способ по п.15, который включает стадию упрочнения старением литейного сплава при температуре по меньшей мере 150°С в течение по меньшей мере 10 ч.
17. Способ по п.15, который включает стадию упрочнения старением литейного сплава при температуре по меньшей мере 200°С в течение по меньшей мере 1 ч.
18. Способ по п.15, который включает стадию упрочнения старением литейного сплава при температуре по меньшей мере 300°С.
19. Способ по п.15, в котором, когда цирконий присутствует в количестве по меньшей мере 0,4 мас.%, сплав не содержит от 0,5 до 6 мас.% редкоземельных металлов, из которых по меньшей мере 50 мас.% составляет самарий.
20. Способ по п.15, который включает стадии закалки без полиморфного превращения с последующей закалкой литейного сплава.
21. Способ по п.20, в котором стадию закалки проводят с помощью горячей воды или закалочной среды, модифицированной полимером.
22. Литейный продукт, полученный способом по п.15.
23. Литейный продукт, полученный способом по п.15, когда он подвергнут отпуску Т6.
24. Выдавливаемый или деформируемый продукт, который формуют из сплава по п.1.
| СПЛАВ НА ОСНОВЕ МАГНИЯ | 1985 |
|
SU1360223A1 |
| ЕР 1329530 А1, 23.07.2003 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Состав сварочной проволоки | 1974 |
|
SU585940A1 |

