Изобретение относится к области металлургии сплавов и может быть использовано при производстве жаропрочных, высокопрочных и специальных магниевых сплавов, содержащих редкоземельные металлы (РЗМ), цинк, цирконий и др.
Для получения магниевых сплавов, не загрязненных большим количеством устойчивых цирконидов, несущих на себе хлористые включения, эти сплавы обрабатывают специальными тяжелыми флюсами (Эмли Е.Ф. «Основы технологического производства и обработки магниевых сплавов «М., «Металлургия», 1972, стр. 65-70). Для снижения потерь металла при плавке и литье, в том числе РЗМ, и для устранения флюсовых включений в литье проводили специальные поиски и делали многочисленные попытки: изменить составы флюсов, применить сетки для фильтрации, специальные ингибиторы при разливке и др. На практике остановились на применении тяжелых флюсов, содержащих галоидные соединения бария.
Известен способ плавки и литья металла, включающий получение расплава металла и его рафинирование (патент РФ 2209842 C2, МПК C22B 9/20, C22B 9/22, B22D 23/00, опубл. 10.08.2003 г.). Недостатком указанного способа является невозможность применения его для магниево-циркониевых сплавов.
Ближайшим по своей технической сути рассматриваемому в данном изобретении способу является известный способ выплавки магниевых сплавов, включающий расплавление шихты в защитной среде, легирование цинком, цирконием, редкоземельными металлами и рафинирование. Способ заключается в следующем: производят расплавление шихты под флюсом. При температуре 720°C вводят цинк, при 760-780°C вводят редкоземельные металлы и лигатуру магний-цирконий, после растворения расплав перемешивают 5-10 мин, отстаивают 5-10 мин, рафинируют 3-5 мин при 760-780°C флюсом в количестве 1,5-2% от веса шихты, затем отстаивают при технологически необходимой температуре и разливают (Альтман М.Б, Лебедев А.А. и др. Плавка и литье легких сплавов. М.: Металлургия, 1969, стр. 332-335).
Указанный способ имеет ряд недостатков: отливки часто содержат включения цирконидов, несущих на себе ионы хлора, что ведет к флюсовой коррозии, потери дорогостоящих РЗМ: неодима, иттрия и др. составляют от 10 до 35% в зависимости от применяемого флюса, способ не обеспечивает получения отливок с высокой коррозионной стойкостью, загрязнение неметаллическими включениями приводит к снижению прочностных характеристик материала отливок и снижению их плотности.
Существующий серийный способ литья магниевых расплавов в формы производят путем припыливания порошком молотой серы на открытую струю металла, что ухудшает экологическую обстановку на литейном участке.
В заявленном способе использование порошка молотой серы отсутствует, что положительно сказывается на экологической обстановке.
Технической задачей заявленного изобретения является разработка способа плавки и литья магниево-циркониевых сплавов, при котором происходит удаление цирконидов, загрязняющих сплав хлором и неметаллическими включениями, повышение чистоты сплава и его пластичности и снижение потерь РЗМ и магния при плавке.
Техническим результатом заявленного изобретения является уменьшение окисления расплава при плавке и литье, снижение потерь РЗМ, повышение чистоты, механических свойств и коррозионной стойкости отливок.
Сущность заявленного способа заключается в том, что после расплавления шихты в защитной газовой среде в бесфлюсовом режиме, легирования, проводят обработку расплава одним из фтористых соединений углерода, (например фреоном, фторопластом и др.) при температуре 770-850°C в течение 3-10 мин из расчета 1,0-4,0 г углерода на 100 кг расплава, а дегазацию расплава проводят одним из инертных газов (аргоном или гелием), причем перед заливкой расплава в форму проводят продувку формы гексафторидом серы.
При приготовлении сплавов, содержащих РЗМ цирконий и иттрий, имеется ряд особенностей, которые следует учитывать.
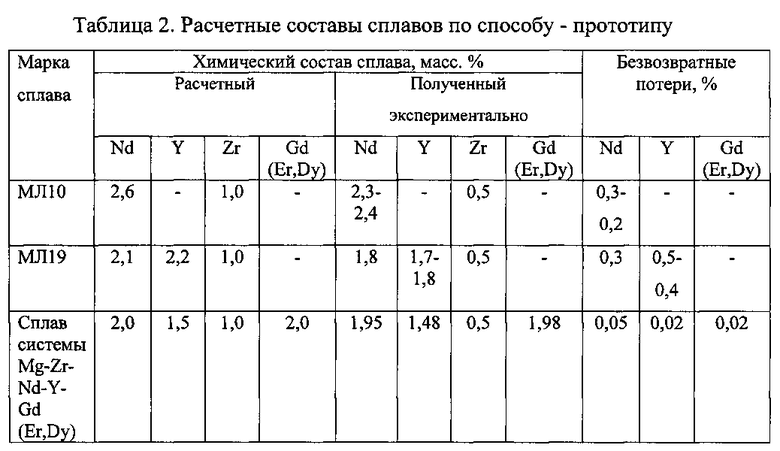
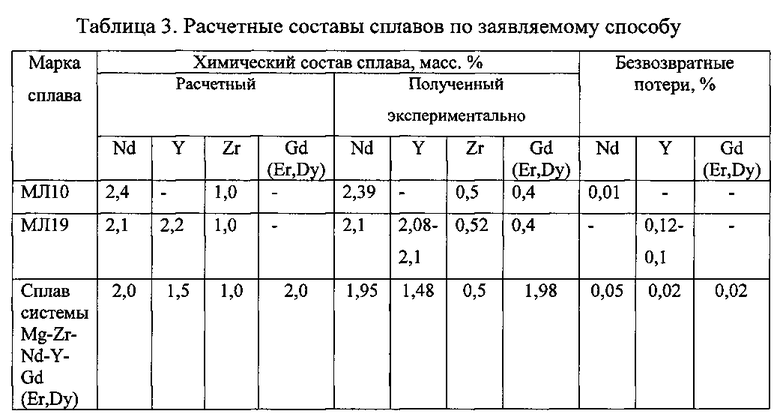
При плавлении обычно теряется 10% РЗМ, т.е. 0,2-0,3%. При ведении плавки под флюсом, при взаимодействии неодима, иттрия, лантана и др. РЗМ с хлористым магнием, который входит в состав флюса, образуются хлористые соли, а также окислы РЗМ, что приводит к увеличению потерь дорогостоящих компонентов сплава. Эти потери при применении флюсов составляют: для неодима 10-15%, для лантана - 10%, для иттрия и гадолиния от 30 до 50%. При плавке без флюса, не содержащего хлористого магния, и обработке по предлагаемому способу потери РЗМ существенно снижаются: для неодима до 0,01-2%, для иттрия и гадолиния до 2-5% (таблица 2).
Таким образом, за счет отсутствия флюса достигается снижение угара РЗМ от 0,01 до 5%.
Высокая активность циркония при взаимодействии с примесями, материалами тиглей, газами (водородом, кислородом, хлором), содержащимися во флюсе, приводит к образованию в расплаве взвешенных нерастворимых соединений, богатых цирконием, загрязняющих сплав и трудноотделяемых при рафинировании флюсом. При этом ухудшается коррозионная стойкость и механические свойства сплава.
Цирконий является основным модификатором в магниевых сплавах систем Mg-Zn-Zr и Mg-P3M-Zr.
Такие элементы, как Al, Si, Sn, Ni, Fe, Co, Mn, O2 и H2, образуют с цирконием тугоплавкие соединения, практически нерастворимые в магниевых сплавах. В присутствии указанных элементов в расплаве эффект измельчения зерна теряется.
Продувка формы гексафторидом серы способствует получению заданного химического состава сплава, повышению его чистоты и улучшению технологических и механических свойств посредством снижения нежелательных неметаллических включений, загрязняющих сплав. Снижение обеспечивается, в первую очередь, образованием плотной защитной пленки при расплавлении шихты в среде газовой смеси, содержащей гексафторид серы взамен флюсов. Образовавшаяся пленка препятствует взаимодействию легирующих элементов и циркония (в том числе РЗМ) с составляющими флюса и воздуха (кислородом и водородом).
Фтористые соединения углерода (фреон, фторопласт) позволяют удалить циркониды ZrH2 и ZrOCl2, загрязняющие сплав и вызывающие флюсовую коррозию.
Обработка расплава инертными газами в течение 3-10 мин при температуре не ниже 760°C дегазирует расплав, снижет содержание водорода в 2-2,5 раза, повышая качество расплава
При повторном плавлении, рафинировании, переливе расплава происходят потери растворимого циркония и его необходимо подшихтовывать. Во избежание этого все магниевые отливки с цирконием необходимо получать из тигля, в котором предлагаемый способ имеет следующие преимущества: обработка фтористыми соединениями углерода при 770-830°C в течение 3-10 мин с последующей продувкой инертным газом дала эффект очистки сплава от цирконидов выше ожидаемого - цирконий, взаимодействуя с углеродом и фтором, образует комплексные соединения, тяжелые по своему удельному весу и легче отделяющиеся от основного сплава. Так, по данным химического анализа установлено, что, в донном сливе сплава МЛ10, выплавленного по заявляемому способу, содержание Zr=0,5%. При плавке по способу-прототипу содержание Zr в донном сливе составляет 2-4% и выше. Так как циркониды несут на себе хлор-йон и, замешиваясь в сплав, ухудшают его коррозионную стойкость и вызывают флюсовую коррозию, наличие которой недопустимо в отливках, то их удаление ведет к повышению коррозионной стойкости и устранению флюсовой коррозии.
Таким образом, заявленный способ обеспечивает получение плотных отливок высокой чистоты при минимальных потерях РЗМ.
Пример осуществления.
О количестве удаленных цирконидов свидетельствует повышение общей коррозионной стойкости сплава и отсутствие флюсовой коррозии в отливках. Коррозионная стойкость сплавов, выплавленных под защитой SF6 и обработанных фтористыми соединениями углерода, выше коррозионной стойкости сплавов, выплавленных под флюсом и обработанных флюсом, приведена в таблице 1.
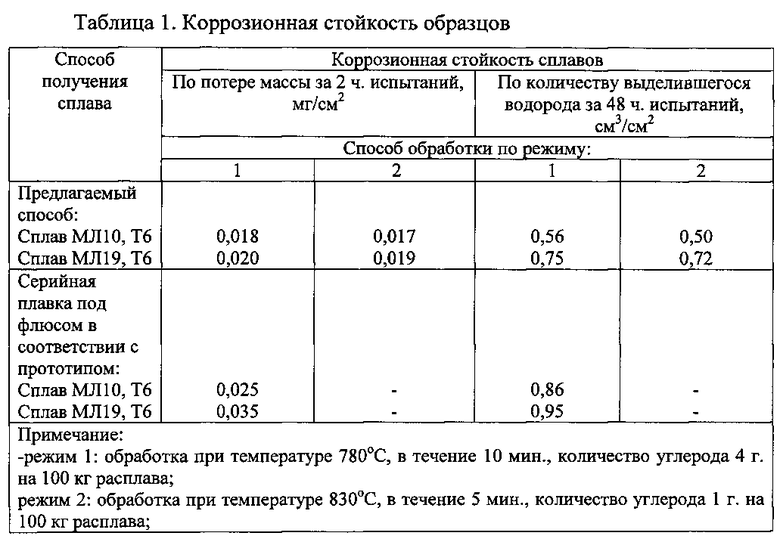
Как показали эксперименты, оптимальным режимом обработки расплава фтористыми соединениями углерода является режим с температурой введения 770-830°C, временем обработки газообразными веществами (фреоном 13, 14, 114 и др.) или твердыми веществами - фторопластом в течение 3-10 мин, в количестве 0,001-0,004% углерода в расплаве. В случае нарушения хотя бы одного из названных параметров эффект очистки расплава от цирконидов снижается. Например, при снижении температуры введения с 770°C до 760°C с сохранением остальных параметров скорость коррозии сплава МЛ10, T6 повышается и составляет по выделению водорода за 48 ч 0,86 см3/см2 против 0,56 см3/см2 (таблица 1). В изломах отливки появляются черные точки. Увеличение времени обработки с 3-10 мин до 12-15 мин при снижении температуры до 760°C нежелательно из-за появления дополнительных очагов загорания и увеличения расхода защитного газа. Превышение температуры выше 830°C ведет к тому же.
Увеличение содержания углерода в расплаве выше 0,001-0,004% может вывести из расплава большое количество циркония (выше желаемого) и огрубить зерно.
Испытания отливок различной конфигурации из сплава МЛ10, полученных предлагаемым способом, в камере повышенной влажности (температура 40°C, влажность 96%) в течение 48 ч на выявление флюсовой коррозии показали, что флюсовая коррозия на поверхности и в изломах отсутствует.
При плавке без флюса и обработке по предлагаемому способу потери неодима и иттрия существенно снижаются (для неодима до 0,1-2%, для иттрия и гадолиния до 2-5% (таблица 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитная газовая смесь для обработки магниевых сплавов | 2015 |
|
RU2618040C2 |
| Высокопрочный литейный магниевый сплав | 2022 |
|
RU2786785C1 |
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| ФЛЮС ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283887C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283881C1 |
| ЛИТЕЙНЫЕ МАГНИЕВЫЕ СПЛАВЫ | 2004 |
|
RU2351675C2 |
| Литейный магниевый сплав | 2018 |
|
RU2687359C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479376C1 |
| Устройство для бесфлюсовой плавки и разливки магниевых сплавов | 1976 |
|
SU611714A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
Изобретение относится к области металлургии сплавов и может быть использовано при производстве жаропрочных, высокопрочных и специальных магниевых сплавов, содержащих редкоземельные металлы (РЗМ), цинк, цирконий и др. Способ получения литых магниево-циркониевых сплавов, содержащих РЗМ, включает расплавление шихты в защитной газовой среде в бесфлюсовом режиме, легирование, рафинирование и заливку расплава в форму, при этом после легирования проводят обработку расплава фтористыми соединениями углерода из расчета 1-4 г углерода на 100 кг расплава при температуре 770-850°C в течение 3-10 минут, причем при обработке расплава осуществляют его дегазацию, а перед заливкой расплава в форму производят ее продувку гексафторидом серы. Изобретение позволяет уменьшить окисление расплава при плавке и литье, снизить потери РЗМ, повысить чистоту, механические свойства и коррозионную стойкость отливок. 2 з.п. ф-лы, 1 пр., 3 табл.
1. Способ получения литых магниево-циркониевых сплавов, содержащих РЗМ, включающий расплавление шихты в защитной газовой среде в бесфлюсовом режиме, легирование, рафинирование и заливку расплава в форму, отличающийся тем, что после легирования проводят обработку расплава фтористыми соединениями углерода из расчета 1-4 г углерода на 100 кг расплава при температуре 770-850°C в течение 3-10 минут, причем при обработке расплава осуществляют его дегазацию, а перед заливкой расплава в форму производят ее продувку гексафторидом серы.
2. Способ по п. 1, отличающийся тем, что обработку расплава фтористыми соединениями углерода проводят при температуре 770-830°C.
3. Способ по п. 1, отличающийся тем, что дегазацию расплава осуществляют аргоном или гелием.
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
| CN 104313437 A, 28.01.2015 | |||
| CN 101760683 A, 30.06.2010 | |||
| CN 101787473 A, 28.07.2010 | |||
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ОБРАБОТКИ В ЖИДКОМ, ТВЕРДОЖИДКОМ И ТВЕРДОМ СОСТОЯНИЯХ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ОДНОРОДНОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2215057C2 |

