Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов.
Наиболее близким по технической сущности является кристаллизатор для непрерывной разливки металлов, включающий опорные плиты, прикрепленные к ним рабочие стенки с продольными каналами, соединенными поперечными каналами в верхней и нижней частях рабочих стенок, а также подводящие и отводящие трубопроводы. Оси продольных и поперечных каналов расположены по оси симметрии толщины рабочих стенок. Торцы продольных и поперечных каналов заглушены пробками. По продольным и поперечным каналам проходит охлаждающая вода. Диаметр поперечных каналов выполнен больше диаметра продольных каналов.
(См. Евтеев Д.П., Колыбалов И.Н. Непрерывное литье стали. М.: Металлургия, 1984, с.73, рис.64).
Недостатком известного кристаллизатора является неудовлетворительное качество непрерывнолитых слитков, а также недостаточная производительность процесса непрерывной разливки металла. Это объясняется тем, что внутренняя поверхность продольных каналов близко расположена к поверхности рабочих стенок со стороны рабочей полости кристаллизатора или слитка.
В этих условиях не происходит усреднение теплоотвода от слитка по его периметру, существуют локальные переохлажденные участки поверхности слитка, расположенные напротив охлаждающих каналов, а также разогретые участки поверхности слитка, расположенные между каналами. Это приводит к неравномерному охлаждению поверхности слитка по его периметру, в оболочке слитка возникают температурные градиенты и термические напряжения, превосходящие допустимые значения. В результате в слитках возникают внутренние и наружные трещины, а также происходят прорывы металла под кристаллизатором.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков, повышении производительности процесса непрерывной разливки металлов, а также в увеличении срока службы кристаллизатора.
Указанный технический эффект достигается тем, что кристаллизатор для непрерывной разливки металлов включает опорные плиты, прикрепленные к ним рабочие стенки с продольными каналами, соединенными поперечными каналами в верхней и нижней частях рабочих стенок, а также подводящие и отводящие трубопроводы.
Оси продольных каналов смещены в сторону опорных плит относительно оси симметрии толщины рабочих стенок на 0,1-0,4 их толщины, а поперечные каналы выполнены в виде открытых проточек, расположенных со стороны плит.
Улучшение качества непрерывнолитых слитков будет происходить вследствие выравнивания теплоотвода от слитка в кристаллизаторе по его периметру из-за увеличения расстояния внутренней поверхности продольных каналов от поверхности рабочих стенок со стороны слитка.
Повышение производительности процесса непрерывной разливки металлов будет происходить вследствие выравнивания толщины оболочки слитка на его выходе из кристаллизатора и, как следствие, устранения прорывов металла.
Повышение срока службы кристаллизатора будет происходить вследствие увеличения числа проточек поверхности рабочих стенок при их ремонте.
Диапазон значений величины смещения осей продольных каналов от оси симметрии толщины рабочих стенок в пределах 0,1-0,4 их толщины объясняется закономерностями теплопередачи от поверхности слитка к охлаждающей воде в продольных каналах рабочих стенок. При меньших значениях не будет устраняться неравномерность теплоотвода от поверхности слитка вследствие близкого расположения этих каналов к поверхности рабочих стенок со стороны слитка. При больших значениях увеличится термическое сопротивление слоя материала рабочих стенок при теплоотводе от слитка к охлаждающей воде в продольных каналах, что приведет к уменьшению теплоотвода от слитка, к замедлению его кристаллизации и уменьшению толщины оболочки слитка на выходе из кристаллизатора.
Указанный диапазон устанавливается в обратной пропорциональной зависимости от толщины рабочих стенок кристаллизатора и расстояния или шага между продольными каналами.
Выполнение поперечных каналов в виде открытых проточек объясняется тем, что диаметр этих каналов значительно больше диаметра продольных каналов. При смещении осей продольных каналов внутренняя полость поперечных каналов будет выходить за габариты толщины рабочих стенок в сторону опорных плит. Замена сверленых поперечных каналов на открытые проточки устраняет этот недостаток.
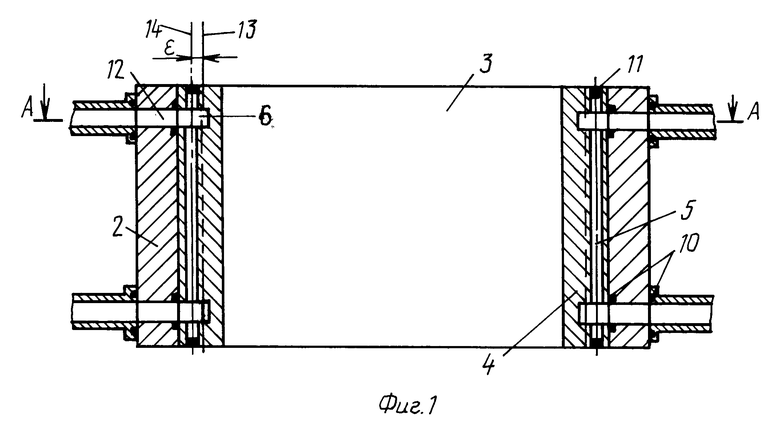
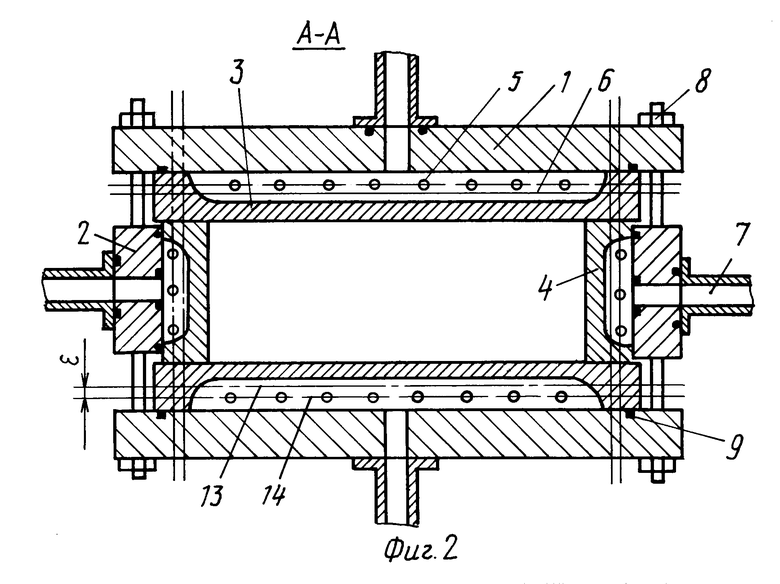
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано на фиг.1 - кристаллизатор для непрерывной разливки металлов, продольный разрез; на фиг.2 - то же, разрез А-А на фиг.1.
Кристаллизатор для непрерывной разливки металлов состоит из опорных плит 1 и 2, широких 3 и узких 4 рабочих стенок, продольных каналов 5, проточек 6, трубопроводов 7, шпилек 8, уплотнений 9 и 10, пробок 11, каналов 12. Позицией 13 обозначена оси симметрии толщины рабочих стенок, 14 - оси продольных каналов, ε- величина смещения осей продольных каналов.
Кристаллизатор для непрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки ст3, из которого вытягивают слиток. Кристаллизатор состоит из опорных металлических плит 1 и 2, к которым прикреплены при помощи шпилек медные рабочие стенки, соответственно широкие 3 и узкие 4. В рабочих стенках 3 и 4 просверлены продольные каналы 5, которые сообщаются между собой при помощи открытых со стороны опорных плит 1 и 2 проточек 6, в данном случае прямоугольных. Широкие рабочие стенки 3 прижаты к торцам узких рабочих стенок 4 при помощи шпилек 8, проходящих через опорные плиты 1 широких рабочих стенок 3.
Охлаждающая вода подается и отводится по трубопроводам 7 через каналы 12 в полость проточек 6, открытых со стороны опорных плит соответственно 1 и 2. Проточки 6 расположены в верхней и нижней частях рабочих стенок 3 и 4 и соединяют продольные каналы 5. Торцы продольных каналов 5 герметизированы при помощи пробок 11. Охлаждающая вода через проточку 6, расположенную в нижней части рабочих стенок соответственно 3 и 4, проходит в каналы 5 и сливается через проточку 6, расположенную в верхней части рабочих стенок 3 и 4. Полость проточек 6 герметизируется при помощи уплотнений 9, а канал 12 - при помощи уплотнений 10.
Оси 14 продольных каналов 5 смещены в сторону опорных плит соответственно 1 и 2 относительно оси 13 симметрии толщины рабочих стенок 3 и 4 на величину, равную 0,1-0,4 их толщины.
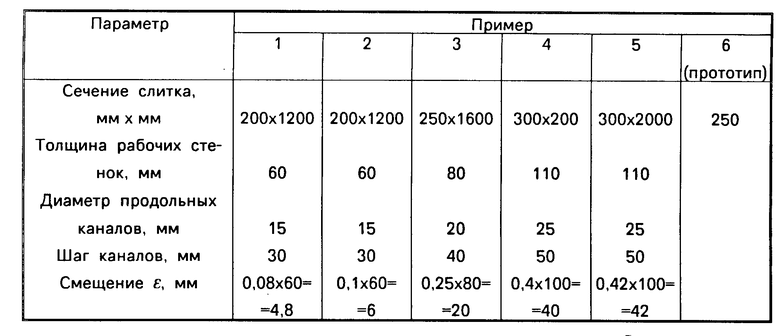
В таблице приведены примеры конструкции кристаллизатора с различными технологическими параметрами.
В первом примере вследствие малого смещения осей 14 продольных каналов 5 относительно оси 13 симметрии толщины рабочих стенок 3 и 4 не устраняется неравномерность теплоотвода от поверхности слитка по его периметру, что приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла под кристаллизатором.
В пятом примере вследствие большого смещения осей продольных каналов относительно осей симметрии толщины рабочих стенок увеличивается термическое сопротивление теплоотводу от слитка к охлаждающей воде, протекающей в продольных каналах, сверх допустимых значений. В результате замедляется теплоотвод от слитка, что приводит к замедлению роста толщины оболочки слитка и, как следствие, к прорывам металла под кристаллизатором.
В шестом примере, прототипе, вследствие расположения осей продольных каналов по оси симметрии рабочих стенок происходит неравномерное охлаждение поверхности слитка по его периметру, что приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла под кристаллизатором.
В примерах 2-4 вследствие смещения осей продольных каналов относительно оси симметрии толщины рабочих стенок в оптимальных пределах происходит усреднение теплоотвода от поверхности слитка без уменьшения его величины.
Кроме того, в этих условиях увеличивается число необходимых проточек поверхности рабочих стенок со стороны слитка при ремонте кристаллизатора.
Применение предлагаемого кристаллизатора позволяет сократить брак слитков по внутренним и наружным трещинам на 8-9%, уменьшить количество прорывов металла под кристаллизатором на 3-4% , а также увеличить срок службы кристаллизатора на 15-20%. Экономический эффект подсчитан в сравнении с базовым объектом, за который принят кристаллизатор, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100134C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2113932C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100133C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2106928C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2095189C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |
Кристолизатор для непрерывной разливки металлов содержит опорные плиты, прикрепленные к ним рабочие стенки с продольными каналами, соединенными поперечными каналами в верхней и нижней частях рабочих стенок, а также подводящие и отводящие трубопроводы. Оси продольных каналов смещены в сторону плит относительно оси симметрии толщины рабочих стенок на 0,1-0,4 их толщины, а поперечные каналы выполнены в виде открытых проточек, расположенных со стороны плит. 2 ил., 1 табл.
КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащий опорные плиты, прикрепленные к ним рабочие станки с продольными каналами, соединенными поперечными каналами в верхней и нижней частях рабочих стенок и подводящие и отводящие трубопроводы, отличающийся тем, что оси продольных каналов смещены в сторону опорных плит относительно оси симметрии толщины рабочих стенок на 0,1 - 0,4 их толщины, а поперечные каналы выполнены в виде открытых проточек, расположенных со стороны опорных плит.
| Евтеев Д.П., Колыбалов И.Н | |||
| Непрерывное литье стали, М.: Металлургия, 1984, с.73, рис.64. |

