Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является кристаллизатор для непрерывной разливки металлов, включающий опорные плиты и прикрепленные к ним соответственно широкие и узкие рабочие стенки. В рабочих стенках выполнены поперечные каналы, между которыми расположены продольные каналы. Поперечные каналы соединены отверстиями с подводящими и отводящими трубопроводами. Охлаждающая вода подается в продольные каналы сверху вниз [1].
Недостатком известного кристаллизатора является неудовлетворительная производительность процесса непрерывной разливки стали. Это объясняется недостаточной интенсивностью теплоотвода от граней оболочки слитка к охлаждающей воде, протекающей в каналах рабочих стенок. Сказанное происходит вследствие ламинарного режима течения воды по продольным каналам кристаллизатора. Кроме того, интенсивность теплоотвода недостаточна вследствие малого количества продольных каналов и площади охлаждения рабочих стенок. Увеличение числа продольных каналов или уменьшения их шага в рабочих стенках известного кристаллизатора затрудняется при сверлении медных рабочих стенок.
В этих условиях толщина оболочки граней слитка становится недостаточной для выдерживания ферростатического давления металла на выходе слитка из кристаллизатора, что вызывает его прорывы и прекращение процесса непрерывной разливки. Особенно это проявляется при повышенных скоростях вытягивания слитка.
Технический эффект при использовании изобретения заключается в повышении производительности процесса непрерывной разливки металлов.
Указанный технический эффект достигается тем, что кристаллизатор для непрерывной разливки металлов включает опорные плиты и прикрепленные к ним соответственно широкие и узкие рабочие стенки с поперечными и продольными каналами, а также подводящие и отводящие трубопроводы.
В рабочих стенках кристаллизатора выполнены дополнительные каналы. Дополнительные каналы выполнены параллельно поперечным каналам и расположены по высоте рабочих стенок с шагом, равным 1 - 5 шага продольных каналов, или дополнительные каналы расположены наклонно в одну сторону под углом к продольным каналам в пределах 15 - 60o и с шагом, равным 1 - 5 шага продольных каналов, или дополнительные каналы поочередно расположены наклонно в обе стороны под углом к продольной оси кристаллизатора в пределах 15 - 60o.
Повышение производительности процесса непрерывной разливки металлов будет происходить вследствие увеличения числа каналов в рабочих стенках без уменьшения их шага по ширине стенок кристаллизатора и изменения режима течения воды в каналах с ламинарного на турбулентный. В этих условиях увеличивается площадь стенок кристаллизатора охлаждаемой проточной водой при одновременном увеличении интенсивности теплоотвода от оболочки граней слитка к охлаждающей воде.
Расположение дополнительных каналов в горизонтальном и наклонном положениях без изменения шага вертикальных продольных каналов по ширине стенок кристаллизатора способствует изменению режима ламинарного течения воды в каналах на турбулентный за счет образования поперечных или наклонных отверстий в боковых стенках продольных каналов. В условиях турбулентного режима течения воды увеличивается интенсивность теплоотвода от оболочки граней слитка к рабочим стенкам и далее к охлаждающей воде.
Диапазон значений шага поперечных дополнительных каналов, расположенных параллельно поперечным каналам, а также наклонных каналов в пределах 1 - 5 шага продольных каналов объясняется теплофизическими закономерностями теплоотвода от оболочки граней слитка к охлаждающей воде и гидравлическими закономерностями течения воды в каналах рабочих стенок. При меньших значениях будет затруднено выполнение в рабочих стенках поперечных и наклонных каналов. При больших значениях в продольных каналах будет восстанавливаться ламинарный режим течения воды.
Указанный диапазон устанавливается в обратной зависимости от величины шага продольных каналов.
Диапазон значений угла наклона дополнительных каналов в пределах 15 - 60o объясняется теплофизическими закономерностями теплоотвода от оболочки граней слитка и гидравлическими закономерностями течения воды в продольных и наклонных каналах. При меньших значениях не будет обеспечиваться турбулентный режим течения воды в каналах. Большие значения устанавливать не имеет смысла, т. к. при этом не повышается эффективность турбулентного режима течения воды в каналах.
Указанный диапазон устанавливается в прямой зависимости от ширины рабочей полости кристаллизатора.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого кристаллизатора с признаками известных технических решений. На основании этого делается вывод соответствии заявляемого технического решения критерию изобретательский уровень.
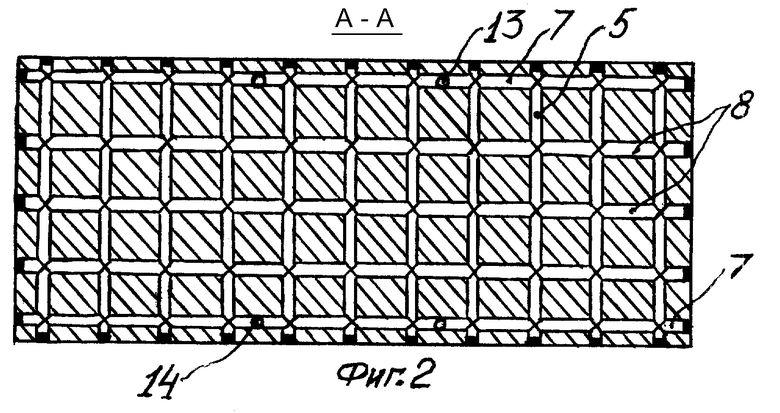
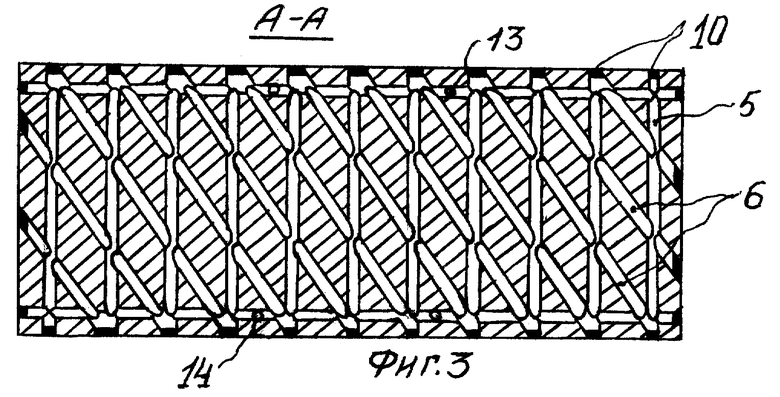
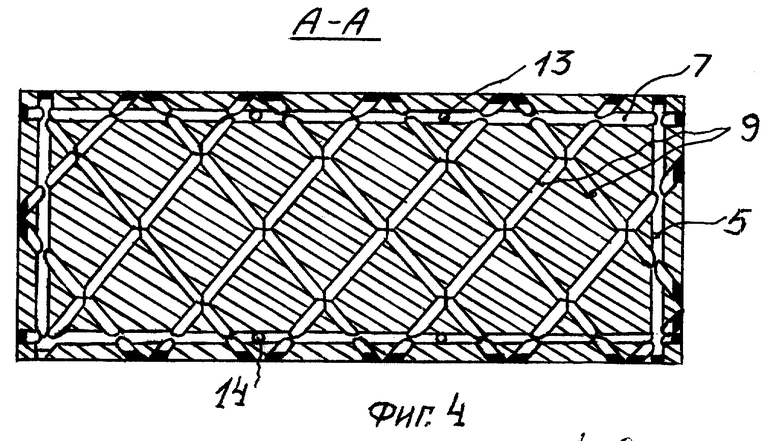
На фиг. 1 показана схема кристаллизатора для непрерывной разливки металлов, поперечный разрез; на фиг. 2 - то же, с поперечными дополнительными каналами, разрез А-А; на фиг. 3 - то же, с наклонными дополнительными каналами, разрез А-А; на фиг. 4 - то же, с наклонными дополнительными каналами, разрез А-А, вариант.
Кристаллизатор для непрерывной разливки металлов состоит из опорных плит 1 и 2, широких 3 и узких 4 рабочих стенок, продольных каналов 5, дополнительных наклонных каналов 6, поперечных каналов 7, поперечных дополнительных каналов 8, дополнительных наклонных каналов 9, пробок 10, стяжек 11, гаек 12, отверстий 13 и 14, трубопроводов 15.
Кристаллизатор работает следующим образом.
Пример. В процессе непрерывной разливки в кристаллизатор подается сталь марки ст.3 и вытягивается из него слиток прямоугольного поперечного сечения. Кристаллизатор состоит из стальных плит 1 и 2, к которым при помощи шпилек прикреплены соответственно широкие 3 и узкие 4 медные рабочие стенки. В рабочих стенках 3 и 4 выполнены поперечные каналы 7 с отверстиями 13 и 14. Между поперечными каналами 7 по высоте кристаллизатора выполнены продольные каналы 5. Отверстия 13 соединены с подводящими, а отверстия 14 соединены с отводящими трубопроводами 15. По отверстиям 13 подается под давлением охлаждающая вода, которая протекает сверху вниз по продольным каналам 5 и вытекает через отверстия 14. Опорные плиты 1 вместе с широкими стенками 3 прижимаются к торцам узких рабочих стенок 4 при помощи стяжек 11 с гайками 12.
Толщина медных стенок 3 и 4 составляет 80 мм. Каналы 5 и 7 расположены по оси симметрии толщины рабочих стенок 3 и 4. Торцы каналов 5 - 9 заглушены пробками 10 на резьбе.
В первом варианте конструкции кристаллизатора (фиг. 2) в рабочих стенках 3 и 4 выполнены дополнительные поперечные каналы 8, расположенные параллельно поперечным каналам 7 по высоте рабочих стенок 3 и 4 с шагом, равным 1 - 5 шага продольных каналов 5.
Во втором варианте (фиг. 3) дополнительные каналы 6 расположены наклонно в одну сторону под углом к продольным каналам 5 в пределах 15 - 60o и с шагом, равным 1 - 5 шага продольных каналов.
В третьем варианте (фиг. 4) дополнительные каналы 9 поочередно расположены наклонно в обе стороны под углом к продольной оси кристаллизатора в пределах 15 - 60o.
При таком расположении продольных и дополнительных каналов обеспечивается турбулентный режим течения охлаждающей воды в каналах, что приводит к увеличению охлаждаемой площади рабочих стенок и, как следствие, к увеличению интенсивности теплоотвода от граней слитка. Обеспечение турбулентного течения воды в каналах происходит вследствие наличия боковых отверстий в продольных каналах, что вызывает нарушение струйного ламинарного режима течения воды и его перевод в турбулентный режим. В этих условиях увеличивается скорость роста толщины оболочки слитка вследствие увеличения интенсивности теплоотвода от слитка.
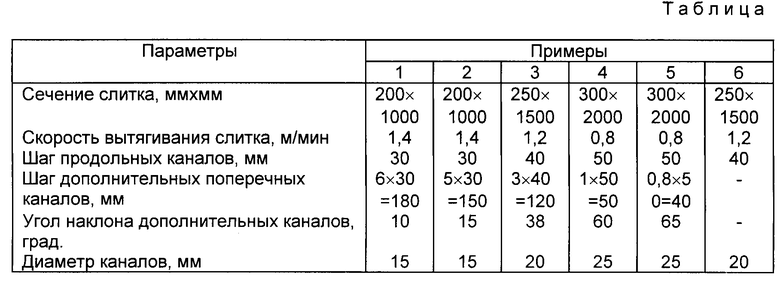
В таблице приведены примеры работы кристаллизатора с различными конструктивными параметрами.
В первом примере вследствие большого шага дополнительных поперечных каналов 8 не обеспечивается турбулентный режим течения воды по всей длине продольных каналов 5. Кроме того, вследствие малого наклона каналов 6 и 9 также не обеспечивается режим турбулентного течения воды в продольных каналах 5 и 9.
В пятом примере вследствие малого шага дополнительных поперечных каналов 8 затрудняется их выполнение методом сверления на всю ширину широких стенок 3.
В шестом примере (прототип) вследствие отсутствия дополнительных каналов в рабочих стенках не обеспечивается необходимая интенсивность теплоотвода от граней слитка, что вызывает прорывы металла под кристаллизатором под действием его ферростатического давления из-за недостаточной толщины оболочки слитка и, как следствие, ее прочности.
В оптимальных примерах 2 - 4 вследствие выполнения в рабочих стенках дополнительных каналов 6 и 8 и наклона дополнительных каналов 9 в необходимых параметрах обеспечивается повышение величины площади охлаждаемой поверхности рабочих стенок кристаллизатора и повышение интенсивности теплоотвода от граней слитка.
Применение предлагаемого кристаллизатора позволяет повысить производительность процесса непрерывной разливки стали на 3 - 5% за счет сокращения прорывов металла под кристаллизатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100133C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100134C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2095189C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2106928C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085325C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2085326C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов. Для повышения производительности процесса непрерывной разливки металлов кристаллизатор содержит опорные плиты и прикрепленные к ним соответственно ши- рокие и узкие рабочие стенки с поперечными и продольными каналами. В рабочих стенках кристаллизатора выполнены дополнительные каналы. Дополнительные каналы выполнены параллельно поперечным каналам и расположены по высоте рабочих стенок с шагом, равным 1-5 шага продольных каналов, или расположены наклонно в одну сторону под углом к продольным каналам в пределах 15-60o или поочередно расположены наклонно в обе стороны под углом 15-60o к продольной оси кристаллизатора. 1 табл., 4 ил.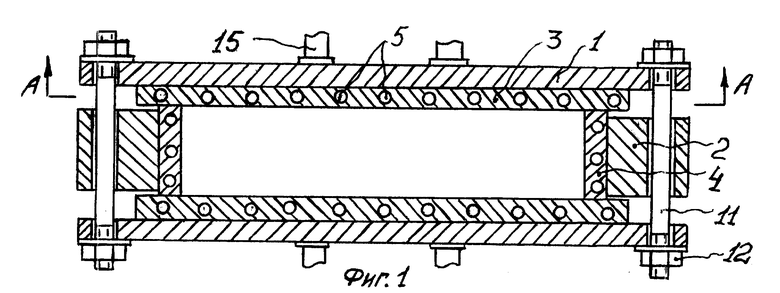
Кристаллизатор для непрерывной разливки металлов, содержащий опорные плиты и прикрепленные к ним соответственно широкие и узкие рабочие стенки с поперечными и продольными каналами, соединенными с подводящими и отводящими трубопроводами, отличающийся тем, что в рабочих стенках выполнены дополнительные каналы, расположенные по высоте рабочих стенок с шагом, равным 1 - 5 шага продольных каналов, при этом дополнительные каналы расположены параллельно поперечным каналам или наклонно в одну сторону под углом 15 - 60o к продольным каналам или наклонно в обе стороны под углом 15 - 60o к продольной оси кристаллизатора поочередно.
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| - М.: Мета ллургия, 1978, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |

