Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является кристаллизатор для непрерывной разливки металлов, включающий опорные плиты и прикрепленные к ним через уплотнения соответствующие рабочие стенки. В рабочих стенках со стороны опорных плит выполнены поперечные пазы, между которыми расположены продольные пазы. Поперечные пазы соединены с подводящими и отводящими трубопроводами, по которым подается и отводится под давлением охлаждающая вода. Крепление рабочих стенок к опорным плитам производится шпильками по их периметру [1].
Недостатком известного кристаллизатора является его низкая стойкость. Это объясняется тем, что крепление рабочих стенок к опорным плитам производится только по их периметру. Крепление рабочих стенок к опорным плитам по их площади не производится, т.к. невозможно разместить шпильки в межпазовом пространстве при сохранении равномерным их шага. В результате рабочие стенки в процессе нагрева при непрерывной разливке претерпевают деформацию коробления, что приводит к образованию зазоров в стыке между рабочими стенками и опорными плитами. В этих условиях вода вытекает под давление через зазоры, вследствие чего кристаллизатор выходит из строя и прекращается процесс непрерывной разливки. Неравномерный шаг распределения продольных пазов приводит к нарушению равномерности теплоотвода по периметру слитка и к росту значений температурных градиентов и термических напряжений сверх допустимых значений.
Технический эффект при использовании изобретения заключается в повышении стойкости кристаллизатора для непрерывной разливки металлов и улучшении качества непрерывнолитых слитков.
Указанный технический эффект достигается тем, что кристаллизатор для непрерывной разливки металлов включает опорные плиты и прикрепленные к ним уплотнения при помощи шпилек, расположенных по периметру опорных плит, соответствующие рабочие стенки с поперечными и расположенными между ними продольными пазами, а также подводящие и отводящие трубопроводы.
Продольные пазы по ширине стенок выполнены Т-, и/или П-, и/или Г-образной формы, продольные пазы выполнены поочередно П- и Т-образной формы поочередно П- и Г-образной формы или поочередно Т- и Г-образной формы.
Повышение стойкости кристаллизатора для непрерывной разливки металлов будет происходить вследствие крепления рабочих стенок к опорным плитам шпильками, расположенными по периметру стенок на межпазовых участках при постоянном шаге их расположения. Сочетание пазов П-, Т-, Г-образной формы позволяет разместить в каждом межпазовом участке шпильки необходимого диаметра. При этом будет устраняться образование зазоров в стыках рабочих стенок и опорных плит, будет сохраняться герметичность уплотнений. Кроме того, будет увеличиваться площадь охлаждаемых участков рабочих стенок, что приведет к равномерности и интенсивности теплоотвода от слитков и к ускорению роста толщины оболочки слитка с одновременным уменьшением возникающих в ней температурных градиентов и термических напряжений.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого кристаллизатора с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию изобретательский уровень.
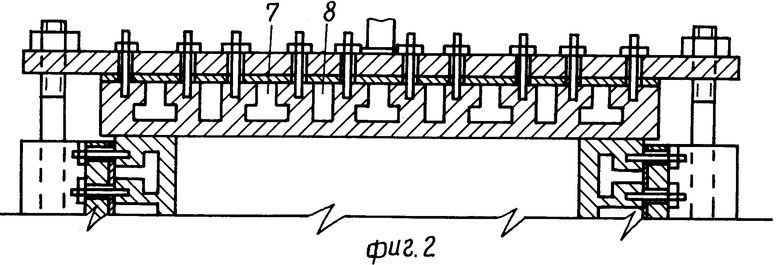
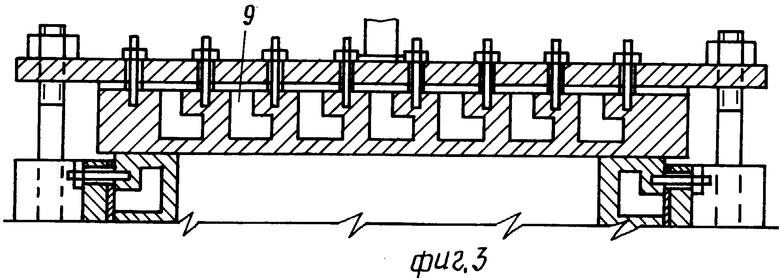
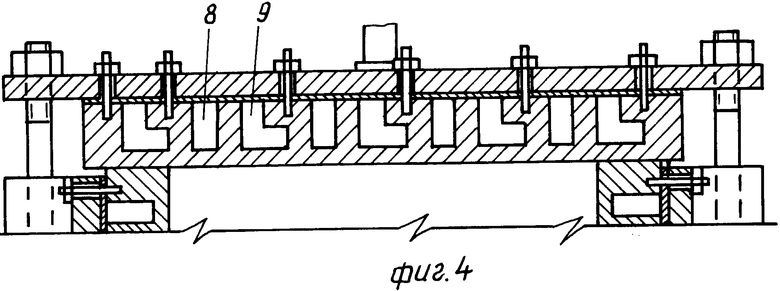
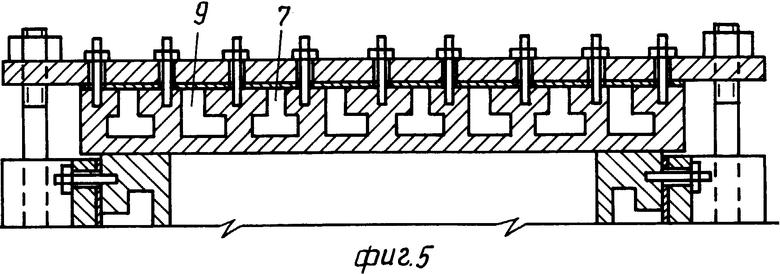
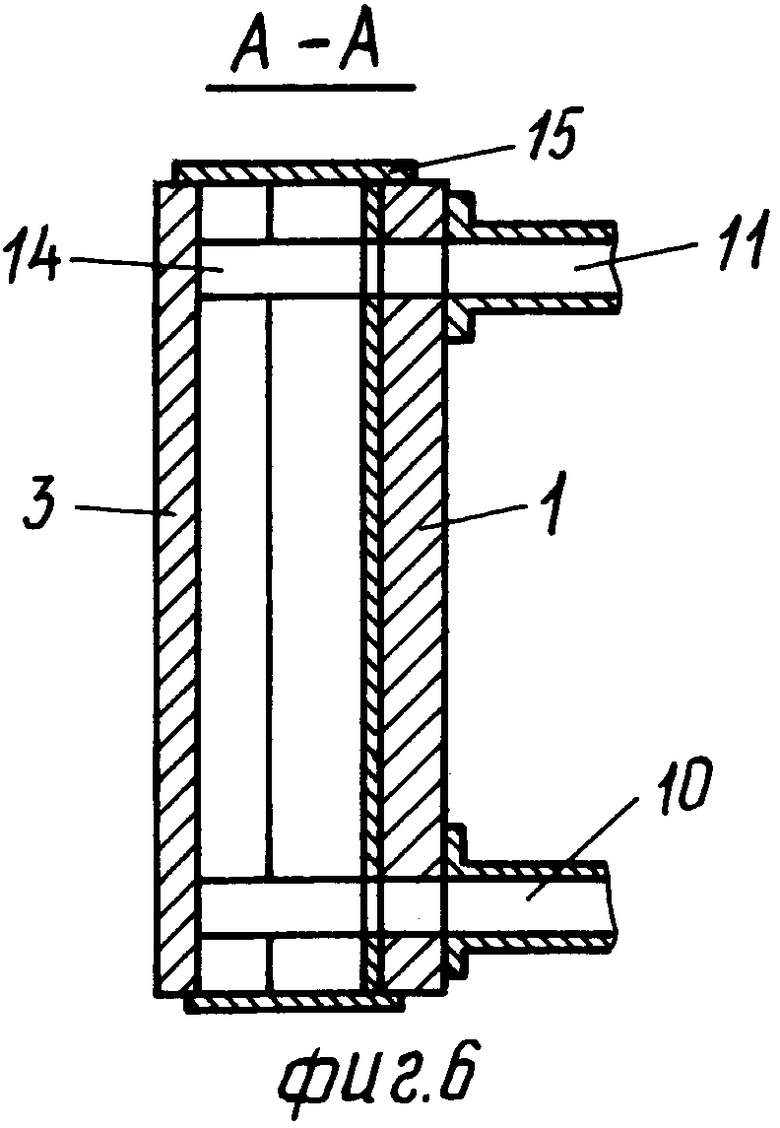
На фиг. 1 показана схема кристаллизатора с Т-образной формой продольных каналов, поперечный разрез; на фиг. 2 - схема кристаллизатора с поочередно расположенными продольными каналами П- и Т-образной формой, частичный поперечный разрез; на фиг. 3 - схема кристаллизатора с Г-образной формой продольных каналов, частичный поперечный разрез; на фиг. 4 - схема кристаллизатора с поочередно расположенными продольными каналами П- и Г-образной формы, частичный поперечный разрез; на фиг. 5 - схема кристаллизатора с поочередно расположенными продольными каналами Т- и Г-образной формы; на фиг. 6 - то же, разрез А-А.
Кристаллизатор для непрерывной разливки металлов состоит из опорных плит 1 и 2, рабочих стенок 3 и 4, шпилек 5, уплотнений 6, продольных пазов 7, 8 и 9, трубопроводов 10 и 11, стяжек 12, гаек 13, поперечных пазов 14, крышек 15.
Кристаллизатор для непрерывной разливки металлов работает следующим образом.
Пример. В процессе непрерывной разливки в кристаллизатор подается сталь марки ст3 и вытягивается из него слиток сечения 250 • 1600 мм со скоростью 0,8 м/мин. Кристаллизатор состоит из опорных стальных плит 1 и 2, к которым при помощи шпилек 5 М12 через уплотнения 6 прикреплены медные рабочие стенки соответственно широкие 3 и узкие 4. Уплотнения 6 выполнены из листовой фигурной резины толщиной 5 мм. Опорные плиты 1 стянуты стяжками 12 с гайками 13, прижимая при этом широкие стенки 3 к продольным торцам узких рабочих стенок 4. В стенках 3 и 4 выполнены поперечные пазы 14, к которым подведены трубопроводы 10 и 11. Между поперечными пазами 14 расположены продольные пазы 7, 8 и 9. По трубопроводу 10 подается под давлением охлаждающая вода, которая проходя по продольным каналам 7, 8 и 9, сливается по трубопроводу 11. Толщина стенок 3 и 4 составляет 50 мм. Торцы пазов 7, 8 и 9, а также поперечных пазов 14 закрыты крышками 15.
Продольные пазы 7 выполнены Т-образной формы (фиг. 1) с шириной полки, равной 2 - 4 ширины вертикальной части паза. Шаг пазов 7 составляет 3 - 5 ширины тех же вертикальных частей. Шпильки 5 расположены по периметру рабочих стенок 3 и 4, а также в их межпазовом пространстве по высоте и ширине кристаллизатора.
Продольные пазы 7 и 8 выполнены поочередно П- и Т-образной формы (фиг. 2). Шаг пазов 7 и 8 составляет 2,5 - 4,0 ширины вертикальных частей пазов. Шпильки 5 расположены по периметру рабочих стенок 3 и 4, а также расположены в их межпазовом пространстве по высоте и ширине кристаллизатора.
Продольные пазы 9 выполнены Г-образной формы (фиг. 3). Ширина полки Г-образного паза 9 составляет 2 - 3 ширины вертикальных частей паза, а шаг продольных пазов 9 составляет 3 - 4 ширины тех же вертикальных частей паза. Шпильки 5 расположены по периметру рабочих стенок 3 и 4, а также расположены в их межпазовом пространстве по высоте и ширине кристаллизатора.
Продольные пазы 8 и 9 выполнены поочередно П- и Г-образной формы (фиг. 4). Шаг продольных пазов 8 и 9 составляет 3 - 4 ширины вертикальных частей пазов. Шпильки 5 расположены по периметру стенок 3 и 4, а также расположены в их межпазовом пространстве по высоте и ширине кристаллизатора.
Продольные пазы 7 и 9 выполнены поочередно Т- и Г-образной формы (фиг. 5). Шаг продольных пазов 7 и 9 составляет 3 - 5 ширины вертикальных частей этих пазов. Шпильки 5 расположены по периметру стенок 3 и 4, а также расположены в их межпазовом пространстве по высоте и ширине кристаллизатора.
Ширина вертикальных и горизонтальных частей пазов 7, 8 и 9 составляет 10 - 15 мм. Высота пазов 7, 8 и 9 составляет 30 - 40 мм, диаметр шпилек 5 составляет 10 - 16 мм. Величина шага пазов и размера их полок выбирается в прямой зависимости от ширины рабочих стенок 3 и 4.
При такой конструкции кристаллизатора рабочие стенки плотно прилегают к опорным плитам. Крепление рабочих стенок по всей площади опорных плит препятствует их короблению при нагреве в процессе непрерывной разливки стали. При этом не нарушается герметичность уплотнений, устраняется протекание воды из пазов рабочих стенок через уплотнения.
Применение изобретения позволяет повысить стойкость кристаллизатора на 20 - 30%, а также сократить простои установок непрерывной разливки металлов на 10 - 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100134C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100133C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2113932C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2101130C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2090302C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2095189C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ СЛЯБОВОГО СЕЧЕНИЯ | 2002 |
|
RU2218236C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2100132C1 |
Использование: металлургия, конкретнее непрерывная разливка металлов. Технический эффект - повышение стойкости кристаллизатора для непрерывной разливки металлов. Сущность: кристаллизатор содержит опорные плиты и прикрепленные к ним через уплотнения при помощи шпилек, расположенных по периметру опорных плит, соответствующие рабочие стенки с поперечными и расположенными между ними продольными пазами, а также подводящие и отводящие трубопроводы. Продольные пазы по ширине стенок может быть выполнены Т - или, или П-образной формы, причем шпильки расположены по периметру рабочих стенок на межпазовых участках. Кроме того, продольные пазы выполнены поочередно П- и Т-образной формы, поочередно П- и Г-образной формы или поочередно Т- и Г-образной формы. 3 з.п. ф-лы, 6 ил.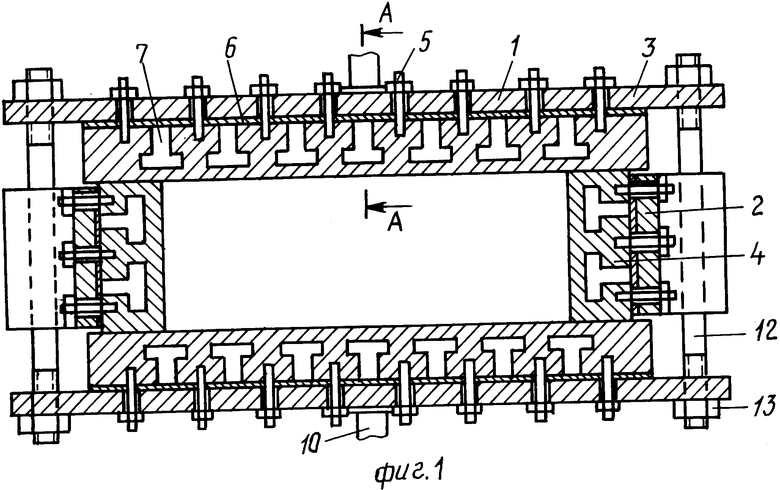
| Евтеев Д.П., Колыбалов И.Н., Непрерывное литье стали, М.: Металлургия, 1984, с.61-63, рис.55. |

