Изобретение относится к черной металлургии, а именно к способам раскисления и легирования кремнистых сталей, выплавленных в мартеновских печах.
Известен способ раскисления стали для непрерывного литья заготовок, включающий присадку в разливочный ковш при выпуске металла из печи сначала алюминия, а затем марганца, кремния и титана. Такой режим раскисления обеспечивает устойчивый процесс разливки стали с содержанием углерода до 0,3% и марганца до 2%. При разливке кремнистых сталей проблема затягивания канала стакана не решается.
Наиболее близким к изобретению по технической сущности является способ раскисления кремнистой стали, включающий присадку ферросилиция с плотностью 3,1-3,5 г/см3 на дно ковша до выпуска металла в количестве 40-60 % от расчетного, а оставшаяся часть кремния вносится ферросилицием тех же характеристик и силикомарганцем или силикохромом, в начале выпуска металла присаживается чушковый алюминий в количестве 100-600 г/т стали.
При раскислении и легировании стали кремнием по известному способу уже в начале разливки происходит затягивание канала стакана ковша. Это объясняется тем, что при раскислении металла в мартеновской печи подшлаковые слои имеют низкую активность кислорода и высокую концентрацию кремния (до 2%), т. е. происходит раскисление только верхних горизонтов металла в печи; нижние слои раскисляются в малой степени. При выпуске стали в ковш производится присадка алюминия в количестве 300-600 г/т cтали, а при расплавлении ферросилиция с высоким содержанием алюминия общая концентрация алюминия в объеме металла достаточна для гомогенного зародышеобразования глиноземистых включений, в количестве отрицательно влияющих на процесс разливки. Кроме того, в присутствии глинозема загрязнение стали неметаллическими включениями увеличивается и за счет восстановления поверхности взвешенных в объеме металла силикатных включений. Образующаяся при этом на поверхности включений пленка тугоплавкого кремнеземистого стекла препятствует укрупнению включений и затрудняет их выделение (всплытие). При раскислении по известному способу ферросилиций с низкой плотностью плавает на поверхности жидкого расплава, способствуя увеличению оксидных включений за счет вторичного окисления, что также способствует образованию глинозема (Al2O3) и отложению его в канале стакана при разливке.
Целью изобретения является предотвращение затягивания канала стакана ковша при разливке за счет снижения глиноземистых включений в жидкой стали.
Поставленная цель достигается тем, что окончательное раскисление металла в ковше производят в следующей последовательности: до выпуска на дно ковша укладывают ферросилиций плотностью 4,6-5,3 г/см3 в количестве 35,0-45,0% от расчетного кремния, оставшаяся часть кремния вводится при наполнении ковша на 1/3-1/2 его высоты ферросилицием плотностью 3,10-3,50 г/см3 при непрерывной продувке нейтральным газом с начала выпуска и до появления шлака.
Механизм зарастания канала стакана ковша достаточно изучен, установлено, что материалом отложения является глинозем (Al2O3). Исходя из этого, выбрано направление работ по предотвращению затягивания канала - снижение уровня глиноземсодержащей составляющей за счет изменения способа легирования и раскисления.
При раскислении стали в ковше по предлагаемому способу с началом выпуска металла из мартеновской печи в ковш нижний плохо раскисленный слой с высокой активностью кислорода взаимодействует с кремнием ферросилиция, образуя кремнеземистые включения, которые коагулирую и, обладая низкой удельной массой (2,2 г/см3), легко удаляются из металла при продувке стали нейтральным газом. Алюминий ферросилиция вследствие термодинамической невозможности образования глинозема, так как низка его концентрация, не участвует в процессе раскисления, что подтверждается диаграммой Fe-Al-O при температуре 1590оС. Таким образом, кислород металла нижних нераскисленных слоев полностью связываются в кремнистые включения. При наполнении ковша на 1/3-1/2 заканчивается сход плохо раскисленного металла и в это время вводится оставшийся ферросилиций, который полностью расходуется на легирование. Алюминий второй порции ферросилиция взаимодействует с кислородом расплава, снижая уровень кислорода до минимального содержания. В пробах, отобранных до и после присадки второй порции ферросилиция, достигается снижение общего кислорода в 3 раза. Использование одного типа ферросилиция, например с плотностью 4,6-5,2, приводит к неравномерному распределению кремния в объеме ковша даже при продувке аргоном. Кроме того, ферросилиций таких характеристик по условиям производства имеет низкое содержание алюминия, что требует дополнительного введения алюминия, при растворении которого образуются концентрационные области, достаточные для гомогенного зародышеобразования глинозема. Это ведет к образованию избыточного количества глиноземистых включений в отдельном малом объеме металла, что способствует затягиванию стакана при разливке.
При раскислении и легировании металла в ковше только ферросилицием плотностью 3,1-3,5 г/см3 приводит к образованию значительного количества глинозема уже в начале выпуска металла, поскольку содержание алюминия в объеме достаточно высокое, а сталь практически не раскислена.
Количество ферросилиция, вводимого на дно ковша - 35,0-45,0%, определено на опытных плавках. При введении менее 35% в расчете по кремнию приводит к увеличению доли второй порции ферросилиция с меньшей плотностью и высоким содержанием алюминия, что повышает количество глинозема и ухудшает характеристики разливки стали. При увеличении ферросилиция более 45% в первой порции имели место случаи приваривания ферросилиция к поверхности дна ковша и получению стали с отклонением по химическому составу.
При использовании ферросилиция плотность менее 4,7 г/см3 в первой порции расчетного кремния увеличивается объем вводимого ферросилиция, что ведет к снижению температуры металла в ковше и ухудшению условий разливки, а использование ферросилиция плотностью более 5,3 г/см3 невозможно вследствие его распада и рассыпания при хранении и перевозке. Таким свойством обладает ферросилиций с плотностью 4,0-4,7 г/см3, поэтому такие сплавы железа с кремнием либо не выпускаются промышленностью, либо применяются для других целей.
Присадка второй порции ферросилиции при наполнении ковша менее чем на 1/3 не позволяет закончить процесс раскисления нижних слабораскисленных слоев только кремнием, в результате чего образуются глиноземсодержащие составляющие, ухудшающие процесс разливки, введение второй порции при наполнении ковша более чем на 1/2 может привести к отклонению по химическому составу, так как в это время возможно появление шлака, отшлакованных кусков ферросилиция.
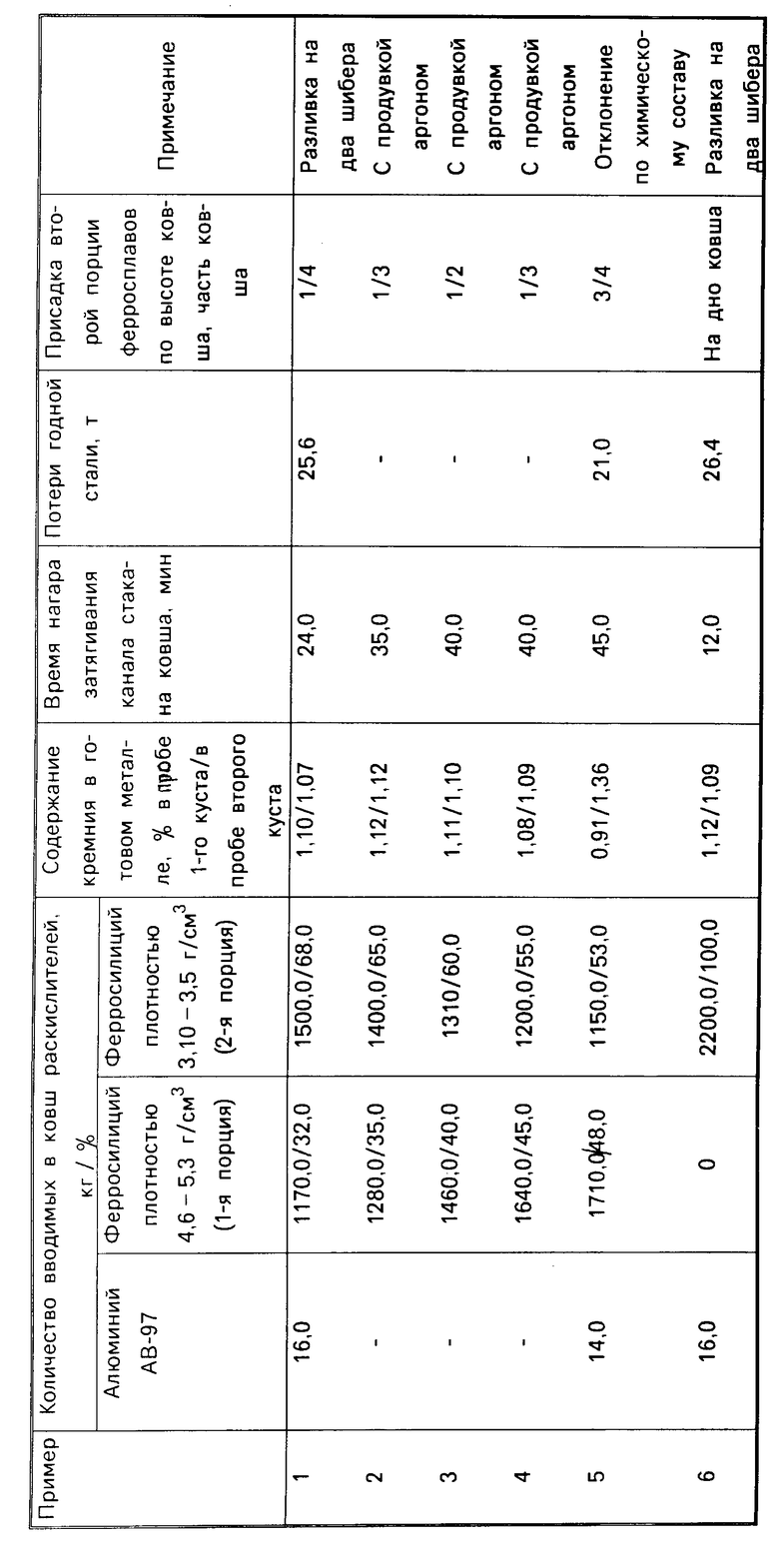
П р и м е р. Выплавку стали по различным вариантам раскисления и легирования по предлагаемому и известному способу провидили в 120-тонной мартеновской печи. Разливку стали производили из 130-тонных ковшей, оборудованных двумя шиберными затворами, сифонным способом на стационарные шестиместные поддоны в слитки массой 3,5 т. По ходу плавок контролировали количество вводимых ферросплавов, содержание кремния в готовом металле, время начала затягивания канала стакана ковша, а также потери годной стали.
Результаты исследований представлены в таблице.
Как видно из таблицы, при легировании стали по предлагаемому способу (пример 2, 3, 4) достигаются поставленные цели. Вследствие равномерности разливки, снижения уровня затягивания канала стакана снижаются или совсем отсутствуют потери при разливке и возвратный брак прокатных цехов. При изменении способа раскисления с введением менее 35% ферросилиция большей плотности (пример 1) не достигаются цели, поставленные в изобретении - по ходу плавки происходит затягивание канала стакана, что вынуждает заканчивать разливку через второй шиберный затвор, при этом возникают потери при разливке в виде немерных слитков (недолитки) и возвратного брака прокатных цехов.
При увеличении доли ферросилиция плотностью 4,6-5,3 г/см3 более 45% (пример 5) имеет место приваривание ферросилиция к поверхности днища ковша, что ведет к потере годной стали (брак по химическому составу).
При легировании стали по известному способу (пример 6) с использованием только ферросилиция меньшей плотности также не достигается цели, поскольку процесс затягивания начинается уже в начале разливки, разливка заканчивается на два шибера, возникает брак при прокате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2319751C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ ДЛЯ МЕТАЛЛОКОРДА, ВЫСОКОКАЧЕСТВЕННЫХ ПРУЖИН И КАНАТОВ | 2003 |
|
RU2270257C2 |
| Способ производства стали | 1982 |
|
SU1057554A1 |
| Способ производства стали с нормируемым содержанием серы | 2019 |
|
RU2713770C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ МЕТАЛЛОКОРДА | 2003 |
|
RU2265064C2 |
| Способ выплавки стали | 1982 |
|
SU1027235A1 |
| Способ раскисления углеродистой стали | 1976 |
|
SU607846A1 |
| СПОСОБ РАСКИСЛЕНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЕМ | 1992 |
|
RU2040549C1 |
| СПОСОБ КОВШОВОЙ ОБРАБОТКИ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2016 |
|
RU2637194C1 |
| Способ получения низколегированной стали | 1979 |
|
SU781218A1 |
Изобретение может быть использовано в области черной металлургии, а именно при раскислении и легировании кремнистой стали. Сущность: способ раскисления и легирования кремнистой стали включает присадку алюминия и кремния в ковш при выпуске металла из мартеновской печи. Окончательное раскисление в ковше производят в два приема: до выпуска на дно ковша укладывают ферросилиций плотностью 4,6-5,3г/cм3 в количестве 35,0 - 45,0% от расчетного кремния, а оставшуюся часть кремния вводят при наполнении ковша на 1/3 - 1/2 его высоты ферросилицием плотностью 3,10-3,50г/cм3 при непрерывной продувке нейтральным газом с начала выпуска и до появления шлака. 1 табл.
СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ КРЕМНИСТОЙ СТАЛИ, включающий присадку алюминия, введение в ковш при выпуске металла из печи кремния в два приема, отличающийся тем, что до выпуска на дно ковша укладывают ферросилиций плотностью 4,6 - 5,3 г/см3 в количестве 35,0 - 45,0% от расчетного кремния, а оставшуюся часть кремния вводят при наполнении ковша на 1/3 - 1/2 его высоты ферросилицием плотностью 3,10 - 3,50 г/см3 при непрерывной продувке нейтральным газом с начала выпуска и до появления шлака.
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
