Изобретение относится к технологии производства агломерата при спекании шихты на ленточной агломашине непрерывного действия с прососом воздуха сверху вниз и может быть использовано для других типов агломашин.
Наиболее близким по технической сущности и достигаемому результату является способ агломерации, включающий подготовку шихты и ее подогрев с укладкой горячего возврата на конвейере, ее спекание с уплотнением зазоров между паллетой и вакуум-камерой и отсев мелочи-возврата.
Недостатки известного способа агломерации.
1. При подготовке шихты горячий возврат укладывают на конвейере сверху на холодно-влажную шихту, что повышает парообразование и теплоизлучение и таким образом способствует ухудшению условий труда и уменьшению регенерации технологического тепла.
2. Шихту спекают с приближением зоны ее горения к бортам паллеты, что способствует снижению прочности агломерата за счет резкого охлаждения у бортов и производительности процесса за счет неравномерности спекания из-за меньшего бортового сопротивления шихты прососу воздуха, особенно при одностороннем отсосе отходящих газов из-под паллеты.
3. Шихту спекают с образованием вакуума только под колосниковой решеткой паллеты, что повышает просос воздуха через бортовые зазоры и газовую систему до 16% (10-6), и таким образом способствует снижению производительности машины.
4. Шихту спекают с уплотнением зазора между паллетой и вакуум-камерой пластинами скольжения с образованием неплотности между ними, через которые просос воздуха в газовую систему составляет 30%, что способствует снижению производительности машины.
5. Шихту спекают с охлаждением бортов паллеты водой, что способствует повышению расхода средств.
6. Отсев мелочи-возврата осуществляют, обычно, только механической сепарацией до 70%, что способствует уменьшению качества агломерата.
Целью изобретения является повышение качества агломерата и производительности процесса спекания.
Поставленная цель достигается за счет подготовки шихты с укладкой горячего возврата на конвейере между слоями предварительно подсушенной шихты, что способствует уменьшению парообразования и теплоизлучения и как следствие улучшению условий труда и повышению регенерации технологического тепла и усреднения шихты; спекания шихты с удалением зоны ее горения от бортов паллеты не менее 100 мм, что способствует повышению прочности агломерата за счет постепенного его охлаждения со стороны бортов, и производительности процесса за счет повышения выравнивания сопротивления прососу воздуха и зоны горения по горизонтали в поперечном сечении паллеты, когда повышается равномерность спекания шихты; спекания шихты с образованием вакуума не только под колосниковой решеткой, но и с наружных сторон бортов паллеты, что способствует снижению прососов воздуха через бортовые зазоры в газовую систему и как следствие повышению производительности машины; спекания шихты с уплотнением зазора между паллетой и вакуум-камерой шихтой, что способствует повышению герметизации уплотнения и как следствие сокращению прососов вакуума в газовую систему; спекания шихты с охлаждением бортов паллеты шихтой, что способствует сокращению расхода средств; отсева мелочи-возврата не только механической сепарацией, но и воздушной, что способствует повышению качества агломерата.
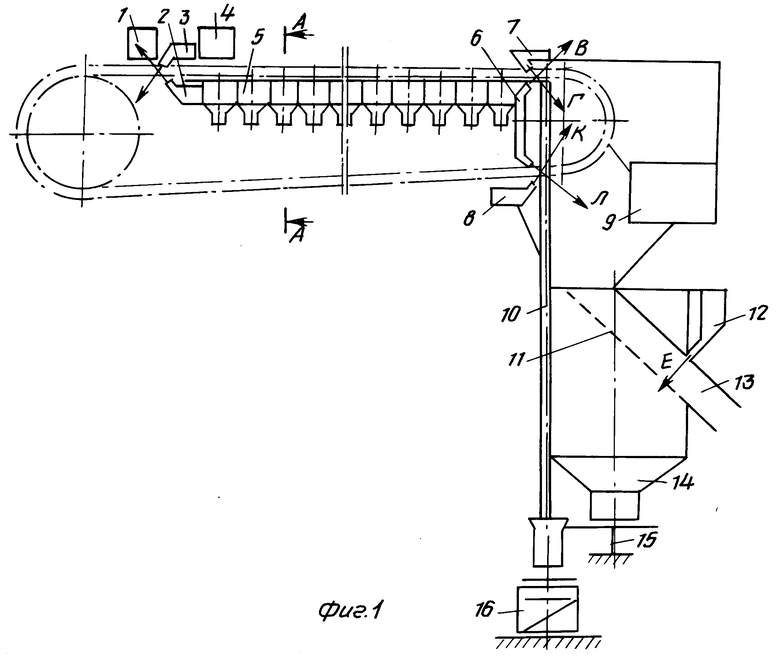
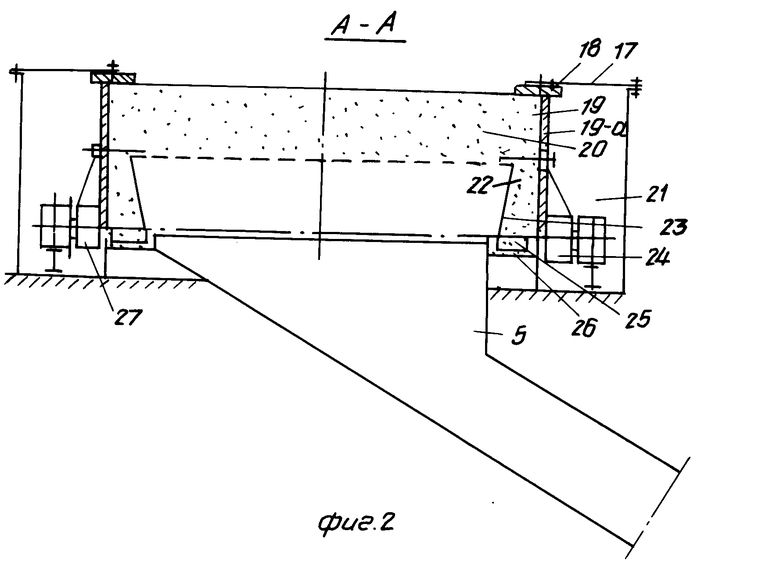
На фиг. 1 изображена агломашина, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
На чертеже показано загрузочное устройство 1, камера 2 воздушной завесы, камера 3 воздушной завесы, зажигательный горн 4, вакумм-камера 5, камера 6 воздушной завесы, камера 7 воздушной завесы, камера 8 воздушной завесы, дробилка 9, канал 10, грохот 11, камера 12 воздушной завесы, желоб 13, бункер 14 возврата, питатель 15, конвейер 16, пластина 17, пластина 18 скольжения , бортовая шихта 19, борт 19а, шихта 20, камера 21, бортовой канал 22, перегородка 23, паллета 24, скребок 25, карман 26.
Подготовку шихты осуществляют с укладкой горячего возврата на конвейере 16 между слоями предварительно подогретой шихты 19, для чего карманы 26 вакуум-камеры 5 выполнены по длине до каналов 10, установленных в хвостовой части машины симметрично относительно питателя 15 возврата, а паллета 24 снабжена скребками 25, установленными на средних колосниковых балках паллеты с расположением в карманах 26.
Шихту 20 спекают с удалением зоны ее горения от бортов паллеты 24 не менее чем на 100 мм, для чего бортовая шихта 19 не подлежит спеканию с охлаждением бортов и уплотнением зазора между паллетой 24 и вакуум-камерой 5 шихты 19, загружаемой в карманы 26 вакуум-камеры 5 через сквозные бортовые каналы 22, образованные бортами 19а и перегородками 23, которыми снабжена паллета, и с образованием вакуума с наружных сторон бортов паллеты, для чего агломашина снабжена боковыми камерами 21, герметизированными сверху пластинами 17-18 и с торцов - камерами воздушной завесы 2-3-6-7.
Агломерат перед входом в разгрузочный желоб 13 пропускают через воздушную завесу над бункером 14 возврата, для чего агломашина снабжена камерой 12 воздушной завесы, установленной над желобом 13.
Работа устройства по предлагаемому способу агломерации.
Исходная позиция. В вакуум-камерах 5 вакуум. Агломашина работает в известном режиме с загрузкой шихты устройством 1, зажиганием ее сверху под горном 4 и спеканием в агломерат с разгрузкой в разгрузочной зоне. В камеры воздушной завесы 2-3-6-7-8-10 подается воздух известным способом.
Разгрузочная зона со стороны агломашины ограждена воздушными завесами по стрелкам В и Г, К-Л и Е, что предотвращает вынос пыли из нее в помещение и создает противодавление восходящему потоку сверху вниз. Камера 21 с торцов ограждена также воздушными завесами по стрелкам М-Н и В-Г, в которой создается вакуум через бортовые зазоры. Бортовые камеры 22 паллеты 24 и карманы 25 вакуум-камеры 5 заполнены бортовой шихтой 19, которая не зажигается и не спекается, а является уплотнительно-охлаждающей средой для уплотнения зазоров как в бортах 19а, так и в торцовых между паллетами и между паллетой и вакуум-камерой 5, что способствует сокращению прососов воздуха и для охлаждения бортов 19а. Шихта 20 спекается не доходя до бортов 19а не менее чем на 100 мм с выравниванием сопротивления прососу воздуха в поперечном сечении паллеты, а также и зоны ее горения по горизонтали из-за отсутствия бортового прососа, поскольку бортовая шихта 19 не зажигается и не спекается и сверху ограждена пластинами скольжения 18 по условию, что способствует повышению равномерности спекания и как следствие повышению производительности процесса и прочности агломерата за счет постепенного охлаждения.
При движении паллет 24 бортовая шихта 19 движется вместе с ними скребками 25 и проходя над каналами 10 разгружается действием силы собственного веса на конвейер 16 с обеих сторон питателя 15, благодаря чему горячий возврат укладывается питателем 15 на конвейере между слоями предварительно подсушенной шихты 19 на паллете 24, что способствует уменьшению парообразования и теплоизлучения и как следствие улучшению условий труда, а также повышению усреднения шихты и регенерации технологического тепла.
Перед входом в разгрузочный желоб 13 агломерат проходит воздушную завесу, направленную по стрелке Е в бункер возврата 14, благодаря чему вынос частиц (пыли и мелочи) агломератом уменьшается, что способствует повышению качества агломерата.
Таким образом, в изобретении достигается:
1. Повышение прочности агломерата за счет постепенного его охлаждения со стороны бортов паллеты при спекании шихты с удалением зоны ее горения от бортов паллеты не менее чем на 100 мм.
2. Повышение равномерности спекания шихты в поперечном сечении паллеты, а также зоны горения у бортов по горизонтали за счет отсутствия бортового прососа при наличии неспекаемой бортовой шихты по условию, что способствует повышению производительности процесса спекания.
3. Сокращение прососов воздуха в газовую систему за счет уплотнения бортовых зазоров и зазоров между паллетами и вакуум-камерами шихтой с внутренней стороны и ограждением вакуумной камерой с наружной стороны, что способствует повышению производительности машины.
4. Улучшение условий труда и повышение регенерации технологического тепла, а также усреднения шихты за счет укладки горячего возврата на конвейере между слоями предварительно подогретой шихты.
5. Повышение качества агломерата за счет обдувания его воздушной струей при входе в разгрузочный желоб.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГЛОМЕРАЦИОННАЯ МАШИНА | 1987 |
|
RU2040754C1 |
| СПОСОБ АГЛОМЕРАЦИИ | 1987 |
|
RU2031151C1 |
| Агломерационная конвейерная машина | 1980 |
|
SU1111008A1 |
| АГЛОМЕРАЦИОННАЯ МАШИНА | 1988 |
|
RU2040755C1 |
| АГЛОМЕРАЦИОННАЯ МАШИНА | 1989 |
|
RU2040756C1 |
| Агломерационная паллета | 1980 |
|
SU1135995A1 |
| СПОСОБ АГЛОМЕРАЦИИ БОГОМОЛОВА, КОНВЕЙЕРНАЯ МАШИНА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2345151C2 |
| Устройство для загрузки шихты на агломерационную машину | 1981 |
|
SU981802A1 |
| СПОСОБ СПЕКАНИЯ АГЛОМЕРАЦИОННОЙ ШИХТЫ С ИСПОЛЬЗОВАНИЕМ ПЫЛЕСОДЕРЖАЩЕГО АСПИРАЦИОННОГО ВОЗДУХА | 2010 |
|
RU2453785C1 |
| Устройство для укладки шихты на агломашину | 1980 |
|
SU870891A1 |
Использование: цветная и черная металлургия. Сущность: шихту укладывают вместе с горячим возвратом на конвейер, спекают с охлаждением бортов паллеты и уплотнением зазоров между паллетой и вакуум-камерой. Спекание шихты осуществляют при удалении зоны горения от бортов не менее 100 мм. Охлаждение бортов и уплотнение зазоров осуществляют шихтой, загружаемой с внешней стороны бортов паллеты, а горячий возврат укладывают между слоями шихты. 2 з.п. ф-лы, 2 ил.
| Коротич В.И | |||
| Основы теории и технологии подготовки сырья к доменной плавке | |||
| М.: Металлургия, 1978, с.164-166. |
