Изобретение относится к области изготовления изделий из полимерных композиционных материалов, а конкретно к способам изготовления рельефных заполнителей, применяющихся в трехслойных конструкциях, и может быть использовано для изготовления панелей и оболочек в строительстве, авиа- и судостроении.
Известен способ изготовления заполнителя зигзагообразной гофрированной конструкции, в котором формирование гофра ведут методом гибки исходного гофрированного листового материала, при котором на выступах и впадинах рельефа участка исходной заготовки, равного по длине шагу зигзагообразного гофра, формируют соответственно впадины и гофры участка зигзагообразного гофра с образованием зигзагообразных линий излома по вершинам выступов и впадин (патент РФ №2100119).
Известен способ изготовления складчатой конструкции заполнителя многослойной панели, включающий сгибание листовой заготовки до образования зигзагообразных гофров объемной рельефной конструкции и выполнение бороздки с обеих сторон листовой заготовки по линиям сгиба выступов и впадин развертки складчатой конструкции шириной, равной не менее толщины листа, глубиной и профилем, допускающим складывание зигзагообразных гофров складчатой конструкции (патент РФ №2238845).
Недостатками известных способов являются невозможность изготовления непрерывного полотна заполнителя, что увеличивает трудоемкость изготовления средне- и крупногабаритных панелей.
Известен способ изготовления заполнителя зигзагообразной гофрированной структуры, в котором формирование гофра ведут путем придания листовой заготовке рельефности с углами выступов и впадин вдоль линий сгиба с последующим сжатием рельефной заготовки с боковых ее сторон до смыкания граней зигзагообразных гофров, после чего сложенную конструкцию растягивают в обратном сжатию направлении до получения заданной высоты заполнителя (патент РФ №2241562).
Недостатком известного способа является невозможность изготовления непрерывного полотна заполнителя, а также большая сложность изготовления заполнителя с необходимой формой гофр, что будет приводить к большому проценту брака при изготовлении.
Известен способ изготовления заполнителя гофрированной структуры, в котором листовая заготовка, в которой выполняются гофры, представляет собой трехслойную конструкцию со вспенивающимся материалом и двумя обшивками (патент EP №2018948).
Недостатком известного способа является большая трудоемкость изготовления заготовки с последующим формованием из нее гофрированной структуры.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления рельефного заполнителя путем пластического деформирования термопластичного препрега, включающий последовательное формование первичной пилообразной гофры, гофры заданной структуры с полосами контактов и заданным углом изгиба и глубокого, симметричного в плоскости ячеистого рельефа, причем формование ячеистого рельефа производят путем деформирования гофры заданной структуры в поперечном направлении с образованием плоских пятен контакта на вершинах ячеистого рельефа (патент РФ №2307032).
Недостатком этого способа является большая жесткость получаемого рельефного заполнителя, что приводит к плохому прилеганию заполнителя к поверхности двойной кривизны с малыми радиусами изгиба. При большой жесткости заполнителя увеличивается трудоемкость изготовления трехслойных панелей за счет плохого прилегания заполнителя к поверхности двойной кривизны с малыми радиусами изгиба при изготовлении средне- и крупногабаритных изделий, что требует в дальнейшем применения двух и более полотен заполнителя с последующим их склеиванием. Кроме того, прочность склеивания обшивок в трехслойных панелях с рельефным заполнителем недостаточно высока за счет того, что приклеивание обшивок к пятну контакта осуществляется за счет образующихся клеевых галтелей только по внешнему контуру пятна.
Технической задачей заявляемого изобретения является получение изделия - рельефного (ячеистого) заполнителя - с уменьшенной жесткостью, что, в свою очередь, приведет к уменьшению трудоемкости изготовления многослойных панелей и оболочек с рельефным заполнителем с применением минимального количества полотен заполнителя, а также к увеличению прочности склейки обшивок с заполнителем.
Для решения поставленной технической задачи предложен способ изготовления рельефного заполнителя путем пластического деформирования термопластичного препрега, включающий последовательное формование первичной пилообразной гофры, гофры заданной структуры с полосами контактов и заданным углом изгиба и глубокого, симметричного в плоскости ячеистого рельефа, формование которого производят путем деформирования гофры заданной структуры в поперечном направлении с образованием плоских пятен контакта на вершинах ячеистого рельефа, при этом в местах плоских пятен контакта выполнены отверстия диаметром, равным диаметру пятна контакта, или диаметром, большим диаметра пятна контакта.
Отверстия диаметром больше пятна контакта выполняют на глубине не более 1/3 глубины ячеистого рельефа.
Предлагаемый способ реализуется следующим образом. После формования ячеистого рельефа с образованием на вершинах рельефа плоских пятен контакта, получаемые гофры попадают на штырьковые валы с режущими кромками на концах штырьков, которые вырезают в пятнах контакта отверстия.
Преимуществом предлагаемого способа является то, что получаемый рельефный заполнитель обладает пониженной жесткостью при наличии отверстий в пятнах контакта, равных по диаметру диаметрам пятен контакта, а в случае изготовления отверстий с диаметрами, большими, чем диаметры пятен контакта, жесткость заполнителя еще больше уменьшается, соответственно уменьшается и трудоемкость изготовления трехслойных панелей двойной кривизны с рельефным заполнителем за счет применения минимального количества полотен заполнителя. Кроме того, увеличивается прочность склейки обшивок в трехслойных панелях с заполнителем за счет того, что приклейка обшивок к заполнителю осуществляется за счет образующихся клеевых галтелей как по внешнему, так и по внутреннему контурам отверстия.
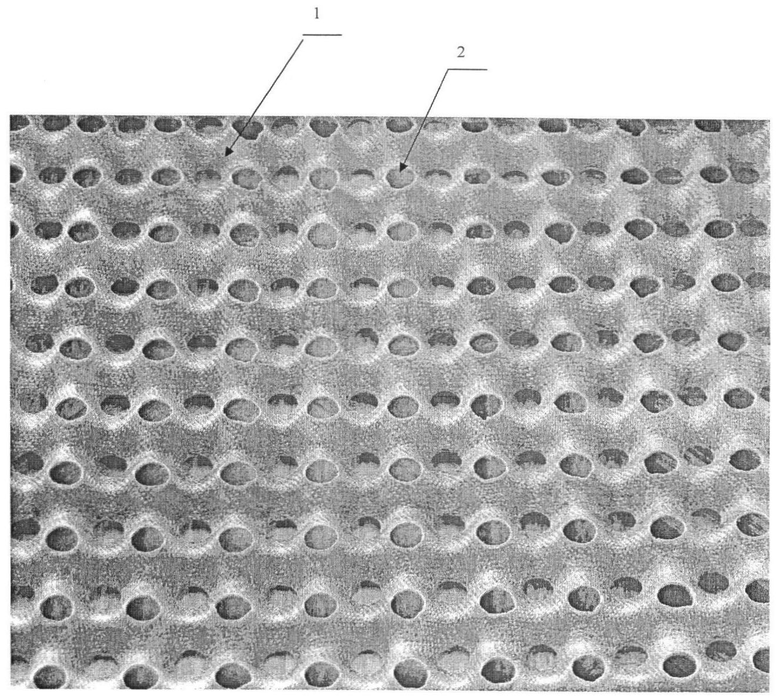
На чертеже представлен рельефный заполнитель 1, изготовленный в виде листа, в котором выполнены равномерно расположенные выступы в ту и другую сторону от плоскости симметрии листа с образованием плоских пятен контакта 2 на выступах рельефа, в которых выполнены отверстия.
Полученные образцы рельефного заполнителя использовались для изготовления трехслойных панелей.
Были изготовлены трехслойные панели с рельефным заполнителем, размером 500×500 мм, изготовленным по способу-прототипу и предлагаемому изобретению. Причем отверстия изготавливались как равными диаметрам пятен контакта, так и больше диаметров пятен контакта. Рельефный заполнитель изготавливался из стеклоткани Т-15(П)76 (ТУ 6-48-107-94), пропитанной термопластом марки ПСК-1 (ТУ 2226-421-04872688-00) на основе полисульфона. Полученный заполнитель использовался для изготовления трехслойных панелей для последующего проведения сравнительных испытаний трехслойных панелей с рельефным заполнителем, выполненным по прототипу, и рельефным заполнителем по предлагаемому изобретению, т.е. с отверстиями, выполненными в местах пятен контакта. При укладке рельефного заполнителя на форму двойной кривизны определялись минимальные радиусы, при которых возможно было произвести укладку рельефного заполнителя на форму одним полотном, не разрезая его.
При проведении испытаний жесткость заполнителя оценивалась по минимально возможным радиусам укладки одного полотна рельефного заполнителя размером 500×500 мм на форму двойной кривизны, при этом измерялись радиусы формы в поперечном направлении (в направлении ширины формы) - R1 и в продольном направлении (в направлении длины формы) - R2, т.е. чем меньше минимальные радиусы укладки одного полотна рельефного заполнителя размером 500×500 мм в двух перпендикулярных направлениях, тем меньше жесткость заполнителя, тем меньше трудоемкость изготовления трехслойных конструкций с рельефным заполнителем за счет использования меньшего количества полотен заполнителя при изготовлении этой конструкции. Также оценивалась прочность склеивания обшивок с рельефным заполнителем методом отрыва по ГОСТ 1 90069.
Примеры осуществления
Пример 1
Был изготовлен рельефный заполнитель с отверстиями, диаметры которых равны диаметрам пятен контакта, т.е. равны 5,5 мм.
В процессе изготовления трехслойной панели с рельефным заполнителем было установлено: минимальные радиусы укладки одного полотна ячеистого заполнителя размером 500×500 мм составили:
R1=200 мм; R2=500 мм.
Прочность приклейки обшивок к рельефному заполнителю составила 0,64 МПа.
Пример 2
Был изготовлен рельефный заполнитель с отверстиями, диаметры которых больше диаметров пятен контакта, т.е. равны 6,5 мм. Отверстия были выполнены на глубине 1 мм от плоскости пятна контакта.
В соответствии с испытаниями по примеру 1 было установлено:
R1=150 мм, R2=250 мм.
Прочность приклейки составила 0,72 МПа.
Пример 3 - прототип
В соответствии с испытаниями по примеру 1 было установлено:
R1=300 мм, R2=800 мм.
Прочность склейки составила 0,54 МПа.
Как видно по результатам испытаний, приведенных в примерах 1, 2, 3, жесткость рельефного заполнителя с отверстиями уменьшилась по сравнению с образцом-прототипом не менее чем на 50% в поперечном направлении и не менее чем на 30% в продольном направлении, соответственно и трудоемкость изготовления трехслойных панелей с рельефным заполнителем становится меньше за счет использования меньшего количества полотен заполнителя. Также увеличивается прочность склейки обшивок с заполнителем на 10-20%.
Применение предлагаемого рельефного заполнителя позволяет уменьшить трудоемкость изготовления трехслойных конструкций за счет уменьшения жесткости изготавливаемого заполнителя. Качество изготовленных трехслойных конструкций при этом становится лучше за счет увеличения прочности конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |
| МНОГОСЛОЙНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2440205C2 |
| Ячеистая панель | 1991 |
|
SU1791583A1 |
| Трёхслойная панель | 2022 |
|
RU2779909C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ ДЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2371316C2 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| Многослойная панель | 1981 |
|
SU1038260A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
Изобретение относится к способу изготовления изделия из полимерного композиционного материала, например рельефного заполнителя, путем пластического деформирования термопластичного препрега. Способ включает последовательное формование первичной пилообразной гофры, гофры заданной структуры с полосами контактов и заданным углом изгиба и глубокого, симметричного в плоскости ячеистого рельефа. Формование рельефа производят путем деформирования гофры заданной структуры в поперечном направлении с образованием плоских пятен контакта на вершинах ячеистого заполнителя. При этом в местах плоских пятен контакта выполняют отверстия диаметром, равным диаметру пятна контакта, либо диаметром, большим диаметра пятна контакта. Достигаемый при этом технический результат заключается в получении рельефного заполнителя с уменьшенной жесткостью, а также в уменьшении трудоемкости изготовления многослойных панелей и оболочек при применении данного рельефного заполнителя и в увеличении прочности склейки обшивок с заполнителем. 1 з.п. ф-лы, 1 ил.
1. Способ изготовления изделия из полимерного композиционного материала, например рельефного заполнителя, путем пластического деформирования термопластичного препрега, включающий последовательное формование первичной пилообразной гофры, гофры заданной структуры с полосами контактов и заданным углом изгиба и глубокого симметричного в плоскости ячеистого рельефа, формование которого производят путем деформирования гофры заданной структуры в поперечном направлении с образованием плоских пятен контакта на вершинах ячеистого заполнителя, отличающийся тем, что в местах плоских пятен контакта выполняют отверстия диаметром, равным диаметру пятна контакта, либо диаметром, большим диаметра пятна контакта.
2. Способ по п.1, отличающийся тем, что отверстия диаметром больше пятна контакта выполняют на глубине не более 1/3 глубины ячеистого рельефа.
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| US 4981744 A, 01.01.1991 | |||
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ В УСЛОВИЯХ СЛОЖНОГО НАПРЯЖЕННОГО СОСТОЯНИЯ | 0 |
|
SU238845A1 |
| АППРОКСИМАТОР МОНОТОННЫХ ФУНКЦИЙ | 1991 |
|
RU2018948C1 |
| ЯЩИК ДЛЯ ФРУКТОВ | 1992 |
|
RU2102298C1 |

