Изобретение относится к конструкциям на основе термопластичных композиционных материалов (ТКМ) и может быть использовано в транспортном машиностроении, жилищном строительстве, производстве тары, мебели, спортинвентаря и т.п.
Известны трехслойные конструкции с сотовым заполнителем [1] выполненные из термопластичных композиционных материалов (ТКМ), армированных тканями или холстами из углеродных волокон, волокон карбида кремния, нитей из монокристаллов, матрицей (связующим) которого являются высокотемпературные термопласты такие, как полиэфирэфиркетон, полиэфирсульфон или полисульфон в виде пленки. Способ изготовления ТКМ пленочная технология. Волокнистый армирующий материал располагают между лентами пленочного термопластичного связующего и вальцуют с однократным или многократным нагревом, доводя термопласт до заданной толщины, или экструдируют термопластичную ленту и вальцеванием соединяют с армирующим материалом, или гранулят термопласта расплавляют и вальцуют в состоянии расплава с волокнистым армирующим материалом. Композиционный материал, полученный указанными выше способами, профилируют, режут на отрезки определенной длины и склеивают или сваривают их плавлением или ультразвуком в сотовую конструкцию.
Однако для таких панелей характерна недостаточно высокая прочность соединения обшивок с заполнителем.
Наиболее близким к предлагаемым являются многослойные панели [2] включающие ячеистый заполнитель, обшивки из термопластичного КМ и тонкий слой термопласта, расположенный между обшивками и заполнителем, и имеющий ту же природу, что и материал обшивок. Указанный тонкий слой термопласта в виде пленки предназначен для повышения прочности соединения обшивок с ячеистым заполнителем за счет обогащения контактирующих поверхностных слоев термопластичным связующим.
В качестве материала заполнителя служит алюминий, полиарамид, обшивок высокопрочный температуростойкий полиарамид, полиариленсульфид, армированный волокном или полифениленсульфид. Тонкий слой термопласта выполнен из полиариленсульфида.
Недостатки данных панелей ограничение технологических возможностей создания многослойных панелей из однородных (имеющих одинаковую природу) обшивок и заполнителя.
В процессах получения многослойных панелей из термопластичных КМ, обшивки и заполнитель в которых выполнены из материалов с одним и тем же связующим, возникает ряд проблем, обусловленных технологическими особенностями переработки термопластов, в частности высокой вязкостью их расплавов, узким температурным интервалом переработки, интенсивностью технологических параметров.
Среди указанных проблем необходимо выделить следующие:
потеря формоустойчивости заполнителя (ячеистого или гофрированного);
ухудшение качества готовых обшивок (неоднородная поверхность с вмятинами в ячейки сот или впадины гофр).
При этом второй тип дефектов является более сложноустраняемым. Варьирование технологических параметров не дает желаемого результата.
Целью изобретения является расширение технологических и ассортиментных возможностей получения многослойных панелей с ячеистым или гофрированным заполнителем, а также снижение интенсивности технологических параметров их изготовления, в частности температуры.
Цель достигается тем, что многослойная панель из термопластичного композиционного материала состоит из обшивок, расположенного между ними ячеистого или гофрированного заполнителя и тонкого слоя термопласта, расположенного между обшивками и заполнителем, при этом термостойкость материала обшивок выше термостойкости материала заполнителя, а тонкий слой термопласта выполнен из того же полимера, что и связующее материала заполнителя.
Предлагаемое техническое решение позволяет избежать дефектов, связанных как с потерей формоустойчивости заполнителя, так и ухудшением качества обшивок многослойной панели путем применения обшивок из ТКМ, имеющего более термостойкое связующее по сравнению с материалом заполнителя.
Для реализации этого необходимо обогатить связующим контактирующие соединяемые поверхности заполнителя и обшивок.
При этом возможны 2 варианта:
использование в качестве тонкого слоя термопласта полимера, представляющего собой связующее ТКМ обшивок;
применение в качестве тонкого слоя термопласта полимера ТКМ заполнителя.
Для соединения элементов панели между собой необходимо проводить процесс при температуре плавления термопласта в виде тонкой пленки. В первом случае эта температура будет значительно выше температуры плавления связующего ТКМ заполнителя, вследствие чего произойдет деструкция полимера, заполнитель потеряет формоустойчивость.
В случае применения термопластичной пленки, выполненной из того же полимера, что и связующее ТКМ заполнителя, качество панели гарантировано.
Исходными материалами для производства ячеистых и гофрированных заполнителей служат как бумажные, так стекло-, органо- и углепластики на основе широкого круга термопластичных связующих, в частности полиэтилена, полипропилена, полиамида, поликарбоната и др.
Обшивки многослойных панелей выполнены из композиционных материалов, армированных непрерывными волокнами. В качестве полуфабрикатов для получения обшивок и заполнителя используют волокнистые заготовки полуфабрикаты, которые могут быть выполнены в виде ткани, нетканого материала, трикотажа, плетеных заготовок, или полуфабрикаты пленочной технологии ленты или ткани, дублированные термопластичными пленками, а также пакеты заготовок, собранные из чередующихся слоев армирующего наполнителя и термопластичного связующего в виде пленки.
Применение обшивок и заполнителя из указанных выше вариантов позволяет значительно расширить ассортимент многослойных "Сэндвич" панелей из ТКМ, подобрав в каждом конкретном случае пару в зависимости от условий эксплуатации конструкции. Кроме того, это позволяет расширить технологические возможности производства, снизить интенсивность технологических параметров, в частности температуру переработки, и тем самым уменьшить энергоемкость производства.
Для иллюстрации предлагаемого изобретения приведены конкретные примеры получения трехслойных панелей, обшивки и заполнитель в которых выполнены из ТКМ, термопласт в виде тонкой пленки из того же полимера, что и связующее материала заполнителя.
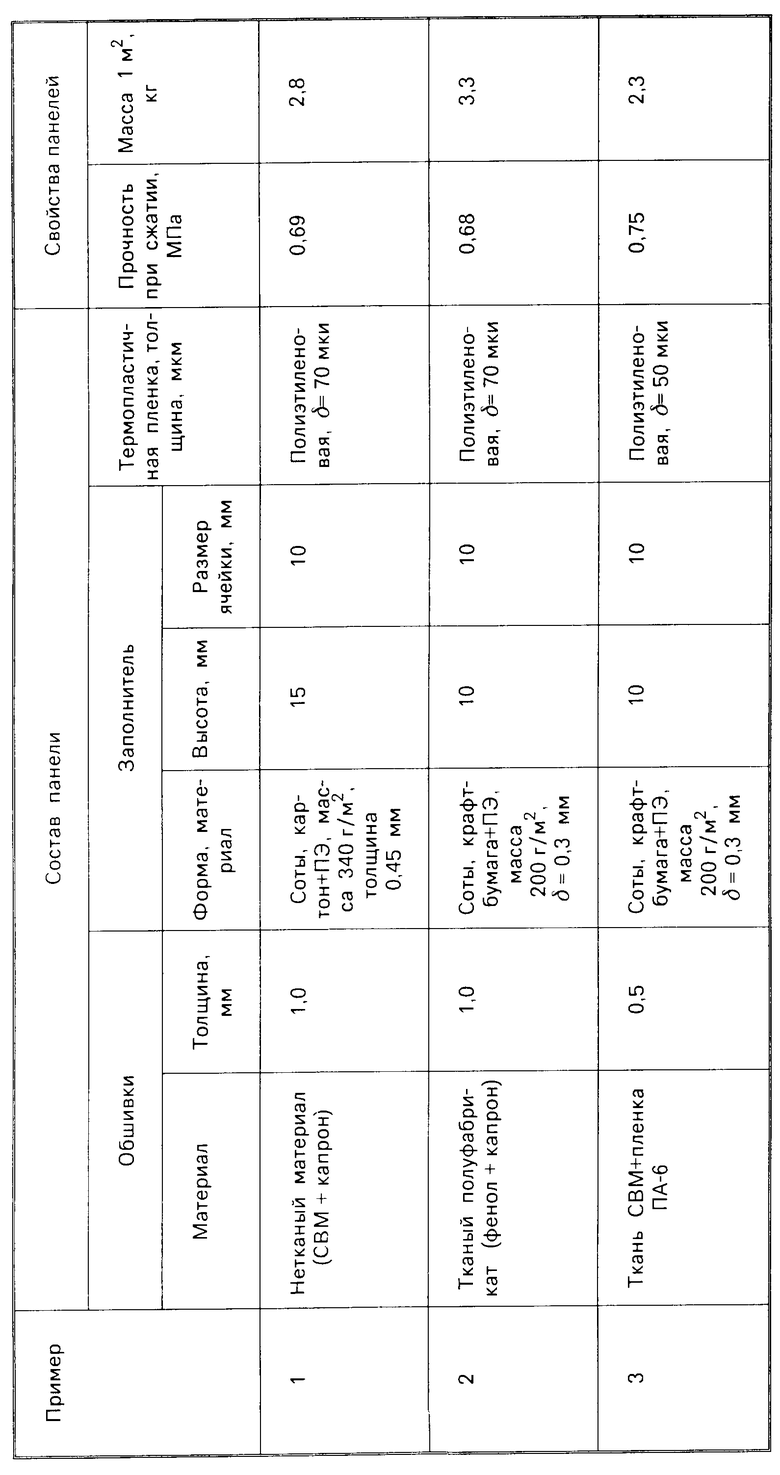
Конструктивные особенности многослойных панелей и их физикомеханические свойства представлены в таблице.
П р и м е р 1. Трехслойная сотовая панель высотой Нпан.=17 мм выполнена из обшивок на основе полиамидного органопластика и сотового заполнителя на основе полиэтиленового бумажного пластика.
В составе панели: обшивки толщиной ≈1,0 мм, изготовленные из 2-х слоев нетканого иглопробивного полотна из отходов волокон СВМ и капрона ТУ 6-06-31-605-87, и сотовый заполнитель на основе картона, ламинированного полиэтиленом. Высота сот Нсот.=15 мм, размер ячейки 10 мм. Между сотами и обшивками проложена полиэтиленовая пленка ГОСТ 10354-82 толщиной 70 мкм, которая в процессе формования панели расплавляется и служит для соединения обшивок с сотами.
П р и м е р 2. Трехслойная сотовая панель высотой Нпан.=12 мм выполнена из обшивок на основе полиамидного органопластика и сотопласта на основе полиэтиленового бумажного пластика. В составе панели: обшивки толщиной ≈ 1,0 мм, изготовленные из 5 слоев тканого полуфабриката ТОПАФ (ткань ориентированная полиамидная, армированная фенилоном) ТУ 1-596-204-84 на основе нитей фенилоновых с линейной плотностью 29 текс и мононити капроновой α=0,2 мм. Сотовый заполнитель изготовлен из технической бумаги, ламинированной полиэтиленом, высотой 10 мм, размер ячейки 10 мм. Между сотами и обшивками при сборке пакета заготовки панели проложена пленка полиэтиленовая ГОСТ 10354-82 толщиной 70 мкм, которая в процессе формования панели расплавляется, и служит для соединения обшивок с сотами.
П р и м е р 3. Трехслойная сотовая панель высотой Нпан=11 мм выполнена из обшивок на основе полиамидного органопластика и сотопласта на основе полиэтиленового бумажного пластика.
В составе панели: обшивки толщиной 0,5 мм, изготовленные из 3-х слоев ткани СВМ арт. 56313 ТУ 17-РСФСР 62 9575 80 и 4-х слоев пленки ППНТ ТУ 6-19-3840-88 толщиной 70 мкм и сотовый заполнитель из крафт-бумаги, ламинированной полиэтиленом. Высота сот 10 мм, ячейка 10 мм. Между сотами и обшивками при сборке проложена пленка полиэтиленовая ГОСТ 10354-82 толщиной 50 мкм.
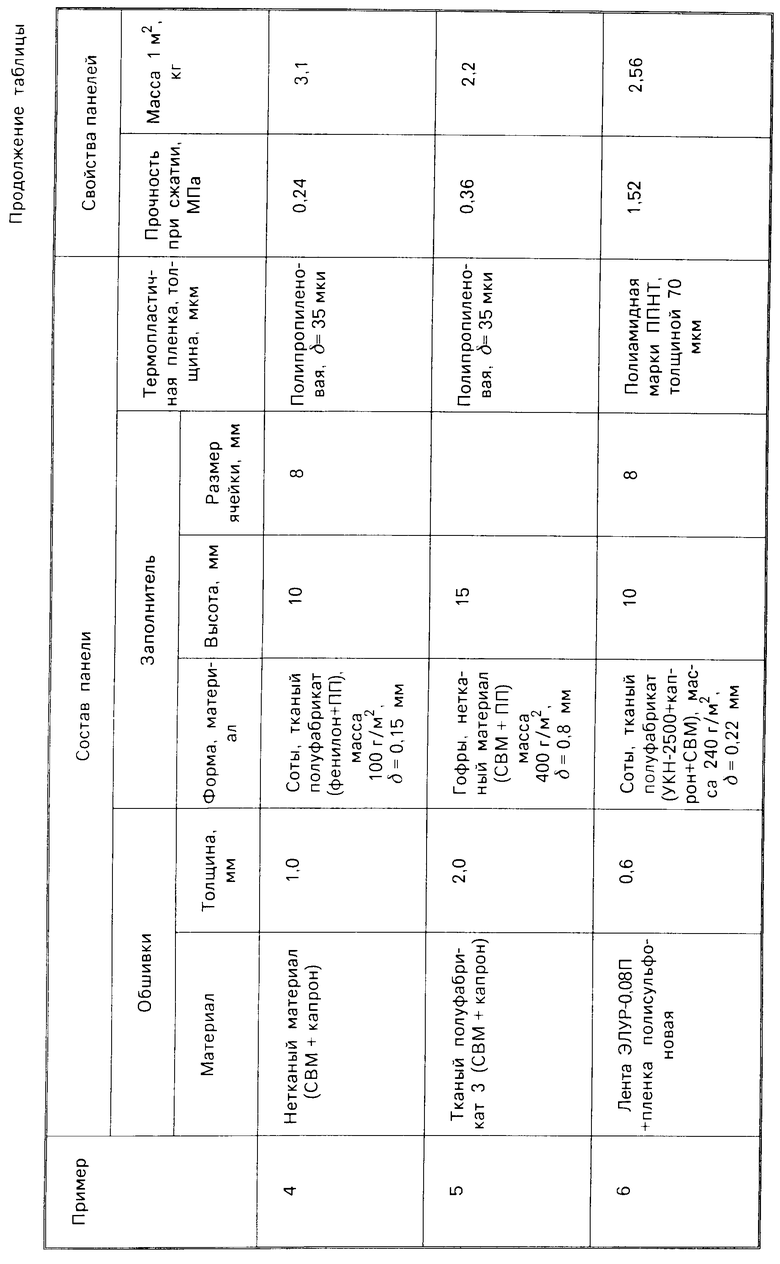
П р и м е р 4. Трехслойная панель высотой Нпан.17 мм выполнена из обшивок на основе полиамидного органопластика и сотового заполнителя на основе полипропиленового органопластика.
В составе панели: обшивки толщиной 1,0 мм, изготовленные из 2-х слоев нетканого иглопробивного полотна из отходов волокон СВМ и капрона ТУ 6-06-31-605-87 и сотовый заполнитель на основе тканого полуфабриката ТОППАФ (ткань ориентированная полипропиленовая, армированная фенилоном) высотой 10 мм, размер ячейки 8 мм. Между сотами и обшивками при сборке пакета заготовки панели проложена пленка полипропиленовая ТУ 38-10-22-75 толщиной 35 мкм, которая в процессе формования панели расплавляется и служит для соединения обшивок с сотами.
П р и м е р 5. Трехслойная панель Нпан.=17 мм выполнена из обшивок на основе полиамидного органопластика и гофрированного заполнителя на основе полипропиленового органопластика.
В составе панели: обшивки толщиной 1,0 мм, изготовленные из 7 слоев тканого полуфабриката ТОПАСВМ (ткань ориентированная полиамидная, армированная волокном СВМ) и гофрированный заполнитель на основе нетканого иглопробивного полотна из отходов волокна СВМ и полипропилена ТУ 6-12-31-656-88 высотой Нгофр.= 15 мм. Между гофрами и обшивками при сборке пакета заготовки панели проложена полипропиленовая пленка ТУ 38-10-22-75 толщиной 35 мкм, которая в процессе формования панели расплавляется и служит для соединения обшивок с сотами.
П р и м е р 6. Многослойная панель высотой Н=11,2 мм выполнена из обшивок на основе полисульфонового углепластика марки КТМ У-1 и сотового заполнителя на основе полиамидного углепластика.
В составе панели: обшивки толщиной 0,6 мм, изготовленные из 4 слоев ленты ЭЛУР-0,08П ГОСТ 28006-88 и 5 слоев пленки полисульфоновой толщиной 40 мкм; сотовый заполнитель высотой Нсот.=10 мм с ячейкой 8 мм на основе полиамидного углепластика из тканого полуфабриката, в составе которого углеродные жгуты УКН-2500Б, капроновые нити линейной плотностью 200 текс и нити СВМ 29,4 текс.
При сборке пакета заготовки между гофрами и обшивками проложена пленка полиамидная марки ППН-Т ТУ 6-19-3840-88 толщиной 70 мкм, которая в процессе формования панели расплавляется и служит для соединения обшивок с сотами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| СЛОИСТАЯ ПАНЕЛЬ | 1992 |
|
RU2029037C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Способ изготовления многослойных панелей | 1978 |
|
SU763135A1 |
| РАДИОПРОЗРАЧНОЕ УКРЫТИЕ ДЛЯ АНТЕНН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ | 2009 |
|
RU2419927C1 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 2013 |
|
RU2559474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2415012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2082610C1 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ | 2022 |
|
RU2782910C1 |
Изобретение относится к конструкциям на основе термопластичных композиционных материалов (ТКМ) и может быть использовано в транспортном машиностроении, жилищном строительстве, производстве тары, мебели, спортинвертаря и т.п. Цель изобретения расширение технологических и ассортиментных возможностей получения многослойных панелей с ячеистым или гофрированным заполнителем, а также снижение интенсивности технологических параметров их изготовления, в частности температуры. Для достижения цели в многослойной панели из ТКМ, состоящей из обшивок, ячеистого или гофрированного заполнителя и тонкого слоя термопласта, расположенного между обшивками и заполнителем, термостойкость материала обшивок выше термостойкости материала заполнителя, а тонкий слой термопласта выполнен из того же полимера, что и связующее материала заполнителя. 1 табл.
МНОГОСЛОЙНАЯ ПАНЕЛЬ из термопластичного композиционного материала, состоящая из обшивок, ячеистого или гофрированного заполнителя и расположенного между ними тонкого слоя термопласта, отличающаяся тем, что термостойкость материала обшивок выше термостойкости материала заполнителя, а слой термопласта выполнен из того же полимера, что и связующее материала заполнителя.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
