Изобретение относится к электронной технике и может быть использовано при изготовлении миниатюрных гибридных интегральных микросхем повышенной степени надежности НЧ и ВЧ диапазонов в металлостеклянных корпусах, герметизируемых лазерной сваркой.
К корпусам гибридных интегральных микросхем могут предъявляться следующие требования:
- объем корпусов без учета внешних выводов 0,1-1 см3;
- высота корпусов менее 2 мм;
- возможность размещения в корпусах схем НЧ и ВЧ диапазонов;
- повышенная степень надежности корпусов, позволяющая эксплуатировать гибридные интегральные микросхемы во всех климатических условиях, в кислотных и щелочных средах в течение 10-15 лет.
Известны различные способы изготовления корпусов гибридных интегральных микросхем (ОСТ 11.073.025-74. Микросхемы интегральные гибридные. Конструирование. Сборка и защита микросхем).
Наиболее полно вышеуказанным требованиям отвечают металлостеклянные корпуса с планарным расположением внешних выводов, соответствующие типу 4 (ГОСТ 17467-88. Микросхемы интегральные. Основные размеры).
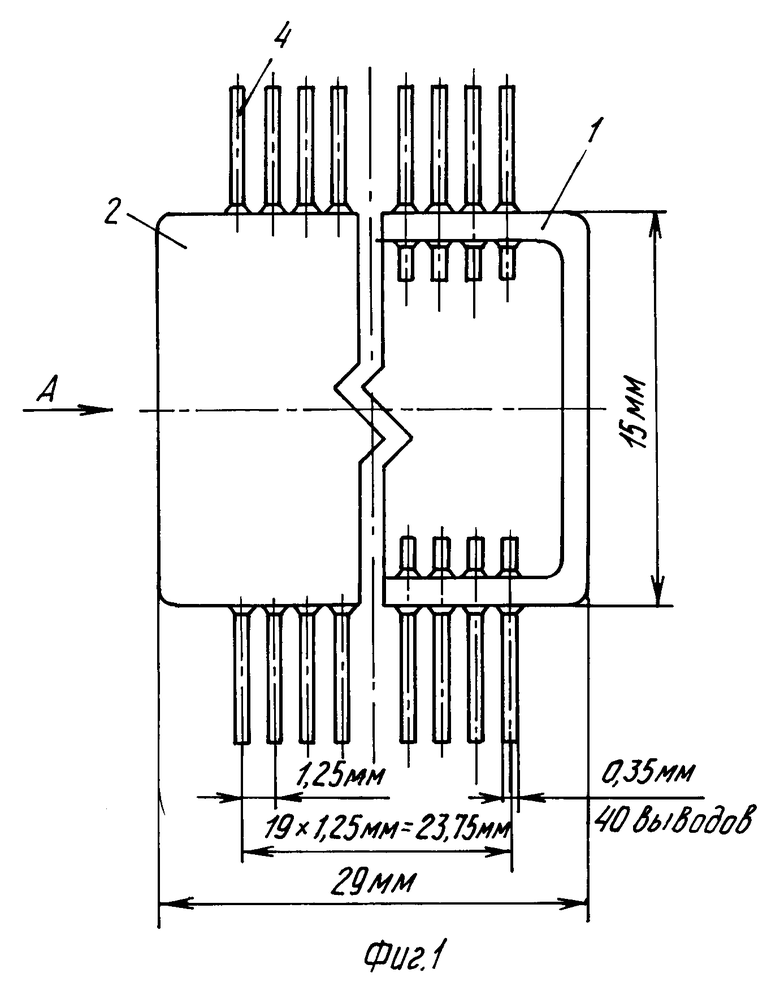
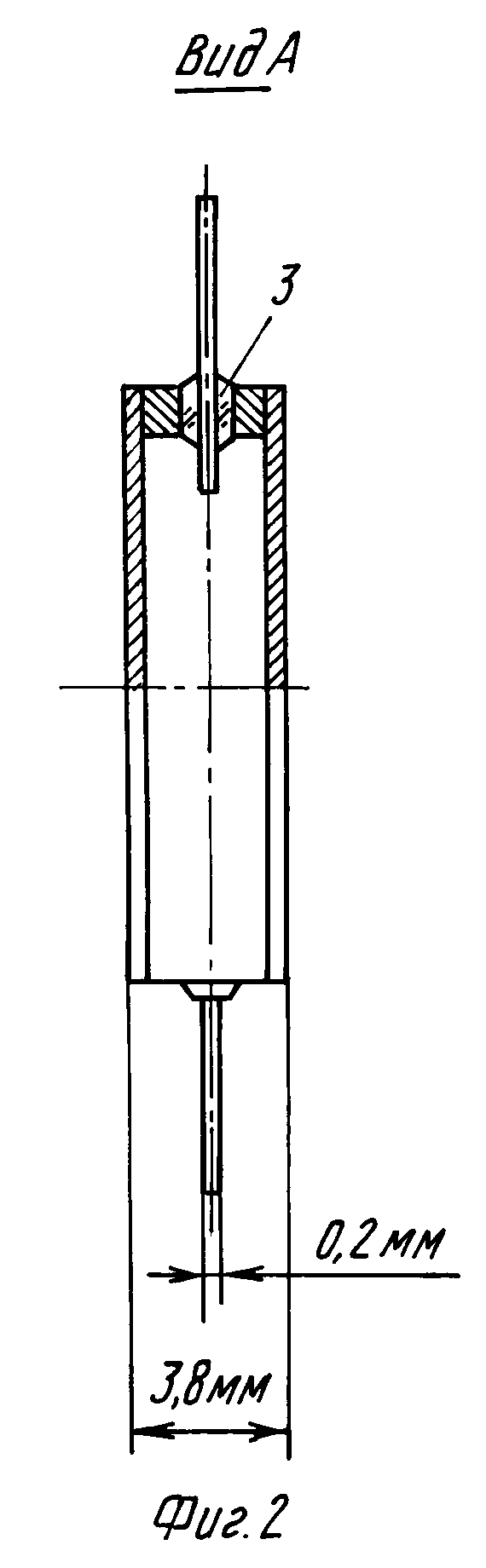
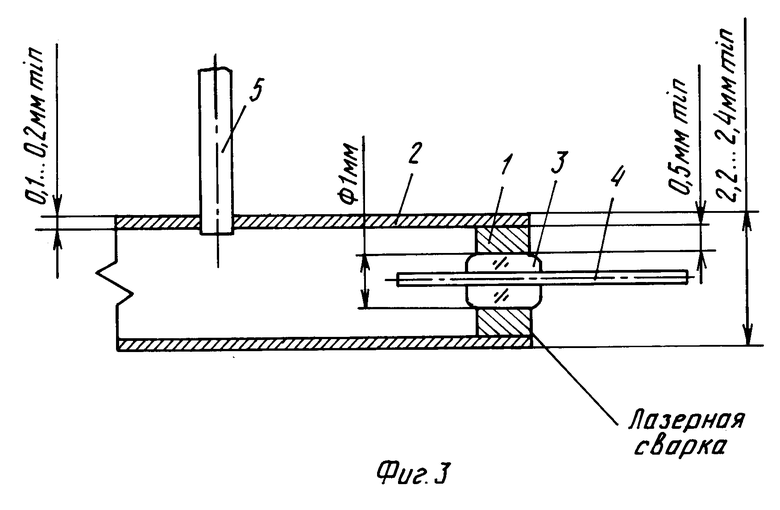
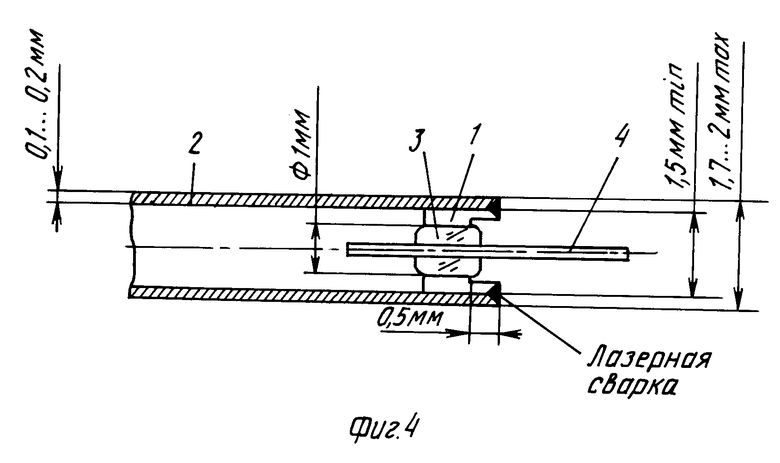
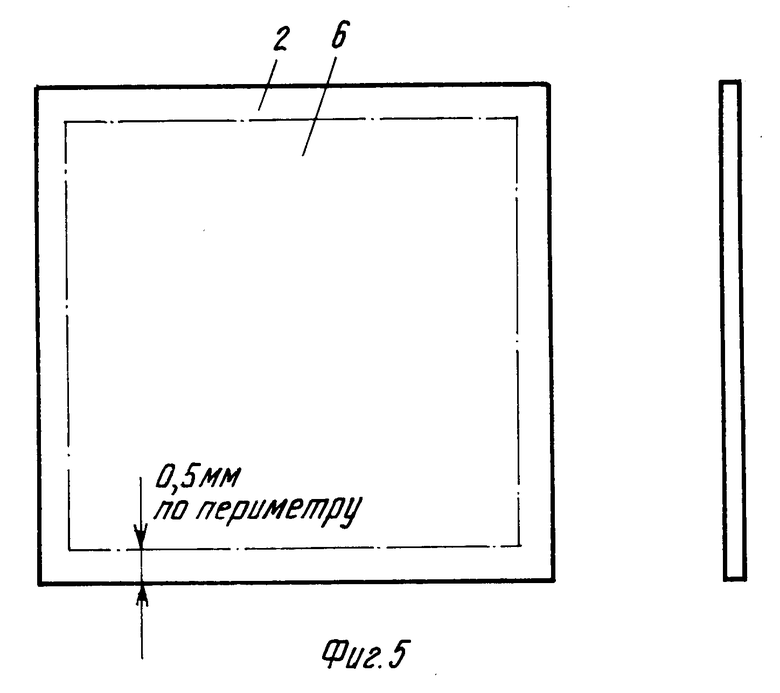
На фиг. 1 представлена конструкция корпуса 4130.40-1 ТБО.410.018ТУ; на фиг. 2 - вид А на фиг.1; на фиг.3 - конструкция корпуса высотой 2,2-2,4 мм; на фиг.4 - конструкция корпуса высотой 1,7-2 мм; на фиг.5 - крышка металлостеклянного корпуса с локальным нанесением токопроводящего покрытия.
На фиг. 1-5 представлены рамка 1, крышка 2, капилляр 3, вывод 4, штенгель 5 и зона 6 нанесения покрытия.
Для обеспечения высокой степени надежности гибридных интегральных микросхем (ОСТ4. ГО. 010.009-84. Модули электронные первого и второго уровней радиоэлектронных средств. Конструирование.) внутренний объем корпуса должен быть заполнен инертным газом или сухим азотом. Однако разработанный в настоящее время процесс заполнения газом осуществляется через штенгель (фиг.3) или через предварительно сделанное специальное отверстие в корпусе, которое затем тоже должно герметизироваться. Этот способ заполнения для миниатюрных корпусов интегральных микросхем или совсем неприемлем, или требует большой трудоемкости, длительного цикла выполнения и приводит к увеличению габаритов.
Так как минимальное расстояние от зоны лазерной сварки до металлостеклянного спая, обеспечивающего высокую степень герметичности корпуса, должно быть не менее 0,5 мм, то высота таких корпусов не может быть менее 2,2-2,4 мм (фиг.4).
Кроме этого, детали металлостеклянных корпусов, герметизируемых лазерной сваркой, изготавливаются из сплава ковар 29НК, покрытых никелем, и поэтому обладают невысокой электропроводностью, что не позволяет расширить область применения миниатюрных корпусов по частотному диапазону (ВЧ приемники, передатчики, генераторы и т.д.).
Целью изобретения является разработка способа изготовления миниатюрного металлостеклянного корпуса гибридной интегральной микросхемы, герметизируемого лазерной сваркой, обладающего высокой производительностью и меньшим циклом заполнения, расширение области применения корпуса по частотному диапазону и уменьшение его высоты.
Для этого заполнение корпусов осуществляют через одну из незаваренных сторон корпуса с последующим его вакуумированием в камере до 10-2 - 10-4 мм рт.ст., промывкой камеры инертным газом, например аргоном, повторным вакуумированием до 10-2 - 10-4 мм рт.ст. и последующим его заполнением газовой средой на основе аргона, после чего корпуса выдерживают в камере под избыточным давлением до 0,4-0,6 кгс/см2 в течение 5-10 мин. Другое отличие заключается в том, что для заполнения используют газовую среду, состоящую, об.%:
Аргон 70-80
Гелий 20-30
Кроме того, внутреннюю поверхность крышек корпуса покрывают локально на расстоянии, равном ширине рамки корпуса, по периметру материалом, имеющим высокую электропроводность, например серебром.
На корпусе также выполняют специальные выступы длиной до 0,5 мм в месте расположения металлостеклянного спая.
Предлагаемый способ изготовления поясняется на следующем примере.
Конструкция рамки изготавливаемого миниатюрного металлостеклянного корпуса гибридной интегральной микросхемы, герметизируемого лазерной сваркой в зоне металлостеклянного спая, представлена на фиг.4, а место локального нанесения токопроводящего покрытия изображено на фиг.5.
Исходя из условий обеспечения минимального расстояния до металлостеклянного спая, составляющего 0,5 мм, предусмотрен специальный выступ со стороны металлостеклянного спая вдоль крышки на расстоянии не менее 0,5 мм, что позволяет уменьшить толщину рамки до 1,5 см, а с учетом толщины крышек получить высоту корпуса 1,7-2 мм максимум, изделие объемом от 0,1 до 1,0 см3. Для размещения в корпусах гибридных ИМС ВЧ диапазона (приемники, передатчики, генераторы и т.д.) и сохранения требований минимальных габаритов, внутренний цикл изготовления, в целом, снижается в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОГИРОСКОПА | 2019 |
|
RU2712927C1 |
| Корпус микросхемы | 1978 |
|
SU707457A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| КОРПУС СВЧ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2018 |
|
RU2690092C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО МИКРОГИРОСКОПА | 2012 |
|
RU2521678C1 |
| ЛАЗЕРНЫЙ ЦЕНТРАТОР ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧАТЕЛЯ | 1996 |
|
RU2136124C1 |
| ИМПУЛЬСНЫЙ РАДИАЦИОННО-ОПТИЧЕСКИЙ ГАЗОРАЗРЯДНО-ЛЮМИНЕСЦЕНТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 1998 |
|
RU2152104C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| КОРПУС МОЩНОЙ ГИБРИДНОЙ СВЧ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2017 |
|
RU2659304C1 |
Изобретение относится к электронной технике и может быть использовано при изготовлении миниатюрных гибридных интегральных микросхем повышенной степени надежности НЧ и ВЧ диапазонов в металлостеклянных корпусах, герметизируемых лазерной сваркой. Сущность изобретения: корпус вакуумируют в камере до 10-2-10-4 мм рт.ст., промывают камеру инертным газом, повторно вакуумируют до 10-2-10-4 мм рт.ст., заполняют корпус газовой смесью на основе аргона, выдерживают под избыточным давлением 0,4-0,5 кгс/см2 на корпусе выполняют выступы длиной 0,4 - 0,5 мм со стороны сварного шва, внутреннюю поверхность крышек корпуса на расстоянии, равном ширине рамки корпуса, по периметру покрывают материалом, обладающим высокой электропроводностью. 1 з.п. ф-лы, 5 ил.
Аргон - 70 - 80
Гелий - 20 - 30
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Модули электронные первого и второго уровней радиоэлектронных средств | |||
| Конструирование. | |||
