Изобретение относится к области измерительной техники, в частности гироскопии, и может быть использовано в приборостроении, авиакосмической отрасли, в машиностроении.
Известен способ изготовления гибридных интегральных схем - А.с. №1700640, кл. H01L 21/48, заявка №4713636/21 от 04.07.89. БИ 1991, №47, с.211 [1].
Известный способ заключается в изготовлении входящих элементов конструкции (деталей, узлов, сборочных единиц) и формировании на деталях, подлежащих герметизации, специального профиля по всему периметру герметизации, сборке входящих элементов с креплением микросхемы через изолятор (керамическую подложку) и обеспечением электрической связи через гермовыводы. Герметизацию корпуса интегральной схемы осуществляли сваркой, при этом плотно прижимали профиль и нагревали, пропуская по периметру импульс электрического тока.
Основной недостаток известного способа состоит в том, что для нагрева под сварку использовали импульс электрического тока, что недопустимо для целого ряда приборов, у которых многие элементы конструкции электрически связаны со свариваемыми деталями, т.к. при пропускании импульса электрического тока происходит разрушение электрических соединений и проводников. Кроме того, в известном способе отсутствует операция по обезгаживанию деталей и корпуса микросхемы.
Известен способ изготовления герметичного контейнера для радиоактивных отходов - А.с. №1235389, заявка №3790728/24-25 от 132.09.84 г. G21F 5/00, БИ №20, 1990, с.276 [2], заключающийся в изготовлении входящих элементов конструкции (деталей, сборочных единиц, узлов), сборке под пайку, пайку крышки и контейнера с одновременным заполнением внутренней полости контейнера гелием и повторным нагревом и охлаждением, и проверке на герметичность с помощью гелиевого течеискателя.
Основной недостаток известного способа состоит в том, что он не может быть использован при изготовлении прецизионных вакуумных приборов, т.к. во-первых, герметичные соединения элементов конструкции получают пайкой, а герметизация пайкой требует применения флюса, что недопустимо для внутренних полостей прецизионного прибора вследствие повышенного газовыделения, во-вторых, отсутствуют операции по обезгаживанию элементов конструкции и внутреннего объема контейнера перед окончательной герметизацией.
Известен способ изготовления микроэлектромеханических систем (МЭМС-изделия) - кварцевого микрогироскопа - Бритков О.М. Разработка конструкций и технологий изготовления микроэлектромеханических приборов в герметичном исполнении. Автореферат на соискание ученой степени к.т.н., М., МИЭМ, 2009 г. с.25-26, 34 с. [3], согласно которого выполняли изготовление деталей и сборочных единиц, включающее механические и физико-химические методы, затем выполняли сборку кремниевого резонатора (гироскопической системы) с помощью сварки (например, анодного сращивания) с прокладкой (из стекла или кремния), сборку магнитной системы и склеивание магнитопроводов, посадку (чипа) в корпус и разварку выводов, сборку корпуса и крышки и заварку лазером, вакуумирование и обезгаживание через отверстие в крышке, герметизацию (лазерной сваркой) и проверку на герметичность. Данный способ является наиболее близким по своей сущности к заявляемому способу.
Недостаток известного способа заключается в том, что для вакуумных приборов обезгаживание и вакуумирование через отверстие в крышке (после заварки корпуса лазером) не только требует больших затрат по времени процесса, но также не обеспечивает в полной мере качественного удаления адсорбированных на поверхностях гироскопических деталей летучих соединений органических веществ и окружающих газов, что ухудшает эксплуатационные характеристики и снижает ресурс работы микрогироскопа вследствие последующего (в процессе эксплуатации) внутреннего газовыделения с поверхностей находящихся в корпусе деталей и сборочных единиц.
Техническим результатом предлагаемого изобретения является снижение трудоемкости изготовления, повышение качества и обеспечение высоких технологических и эксплуатационных свойств вакуумного микрогироскопа.
Указанный технический результат достигается тем, что в способе изготовления вакуумного микрогироскопа, включающем изготовление деталей и сборочных единиц, сборку на основании и сварку магнитной системы и кремниевого резонатора, балансировку, обезгаживание, вакуумирование и герметизацию лазерной сваркой, обезгаживание, вакуумирование и герметизацию выполняют в одном операционном цикле в герметичной вакуумной камере с остаточным давлением не более чем 5·10-5 мм рт.ст., при этом для обезгаживания основание с магнитной системой и кремниевым резонатором и крышку размещают в герметичной вакуумной камере, не соприкасаясь друг с другом, и обезгаживают одновременно при температуре не менее 150°С в течение не менее 4-х часов, а вакуумирование и герметизацию выполняют после обезгаживания, для чего основание накрывают крышкой до касания кромок основания отбортовкой крышки по всему периметру свариваемого стыка, выполняют позиционирование свариваемого стыка относительно фокальной плоскости лазерного луча и герметизируют, одновременно обеспечивая вакуумирование микрогироскопа, для чего в процессе герметизации поддерживают внутри герметичной вакуумной камеры остаточное давление не более чем 5·10-5 мм рт.ст.
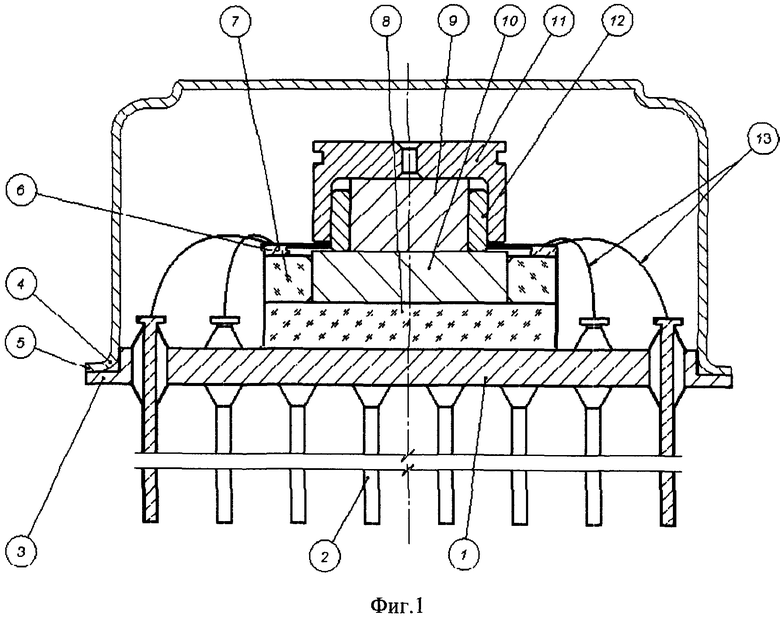
На фиг.1 показан вакуумный микрогироскоп. Он содержит основание 1 с металлостеклянными гермовыводами 2 и кромкой под сварку 3, крышку 4 с отбортовкой под сварку 5, кремниевый резонатор 6, опору кремниевого резонатора 7, немагнитную подложку 8, магнит 9, нижний 10 и верхний 11 магнитопроводы, центрирующее кольцо 12. Коммутация выполнена соединительными проводниками 13.
Способ осуществляют следующим образом.
Микрогироскоп - сложная конструкция, содержащая высокоточные детали и сборочные единицы, подвергающиеся воздействию загрязняющих веществ, при изготовлении в процессе механической и физико-химической обработки.
Поэтому предварительно проводят очистку деталей и сборочных единиц, составляющих конструкцию микрогироскопа. Промытые и высушенные детали и сборочные единицы необходимо в определенной последовательности собрать, сварить в блоки и системы (конкретный способ соединения блоков и систем в данной заявке не оговаривается, возможно применение диффузионной или анодной сварки, эвтектической пайки или склеивания, в зависимости от предъявляемых конструктивных требований), установить блоки и системы на основание (или в корпус) и сварить с основанием, провести обезгаживание, вакуумирование и загерметизировать, а затем проверить герметичность. Для герметизации применена лазерная сварка, позволяющая получить герметичные швы, а герметичность проверяется методом обдува на гелиевом течеискателе.
Последовательность операций по сборке и сварке деталей и сборочных единиц, составляющих микрогироскоп, выглядит следующим образом.
Собирают основание 1 и немагнитную подложку 8 и сваривают, например, диффузионной сваркой.
Выполняют сборку и сварку кремниевого резонатора 6 и опоры резонатора 7.
Собирают магнитную систему, для чего в приспособлении последовательно устанавливают нижний магнитопровод 10, магнит 9, центрирующее кольцо 12 и верхний магнитопровод 11 и сваривают блок.
Магнитную систему устанавливают на немагнитную подложку 8 на основании 1 и сваривают. После чего на немагнитную подложку 8 устанавливают блок кремниевого резонатора 6 с опорой 7 и сваривают.
Для обеспечения электрических связей выполняют разварку коммутирующих проводников 13 ультразвуковой или термокомпрессионной сваркой.
Для проверки электрических параметров блок основания 1 в составе магнитной системы, кремниевого резонатора 6 и опоры 7 устанавливают в вакуумную камеру контрольно-проверочного стенда, откачивают из камеры воздух до остаточного давления 5·10-5 мм рт.ст. и проверяют электрические параметры (например, добротность и разночастотность). Проводят балансировку кремниевого резонатора 6 и повторно проверяют электрические параметры на соответствие требованиям конструкторской документации.
Обезгаживание, вакуумирование и герметизацию выполняют по следующей схеме.
Блок основания 1 с установленными магнитной системой и отбалансированным кремниевым резонатором 6 и крышку 4 вставляют в отдельные гнезда специального приспособления и размещают на стойках манипулятора в герметичной вакуумной камере лазерной сварочной установки. Герметичная вакуумная камера подсоединена к откачному посту. Откачивают воздух до остаточного давления 5·10-5 мм рт.ст., включают нагрев и проводят обезгаживание при температуре 150°С в течение 4-х часов. Величина остаточного давления при обезгаживании зависит от требований по вакуумированию микрогироскопа, которые, в свою очередь, определяются заданной величиной добротности микрогироскопа. Температура нагрева и продолжительность обезгаживания подбирались опытным путем, в первую очередь, исходя из условия обеспечения прогрева деталей гироскопа и удаления из зазоров и микропор на поверхности деталей веществ, входящих в состав смазочно-охлаждающих и промывочных жидкостей и применявшихся при механической обработке (например, эмульсолы на основе мылоподобных поверхностно-активных веществ, вода и водяные пары, спирто-бензиновые растворы и др.), а также окружающих газов, адсорбированных на поверхностях деталей. По основным компонентам названных веществ температуры разложения и испарения укладываются в диапазон (90-135)°С. При меньших температурах наблюдается неполное удаление летучих компонентов и качество обезгаживания снижается. Увеличение продолжительности нагрева более 4-х часов нецелесообразно по экономическим соображениям - возрастает трудоемкость, а уменьшение продолжительности менее 4-х часов приводит к неполному обезгаживанию. После выдержки в течение 4-х часов нагрев отключают и с помощью рычагов манипулятора накрывают основание 1 крышкой 4 до касания отбортовкой 5 кромок 3 по всему периметру стыка, фиксируют в этом положении рычаги манипулятора и попеременным включением линейного привода, перемещают подлежащее сварке основание 1 микрогироскопа, ориентируя свариваемые кромки 3 относительно фокальной плоскости лазерного луча, введенного внутрь камеры через прозрачное окно. Включают лазерную установку и сваривают по периметру основание 1 микрогироскопа, перемещая и поворачивая приспособление с размещенным в нем основанием 1 микрогироскопа, одновременно поддерживая внутри герметичной вакуумной камеры вакуум с остаточным давлением не более чем 5·10-5 мм рт.ст., тем самым одновременно обеспечивается вакуумирование микрогироскопа. В рассматриваемом способе величина остаточного давления при обезгаживании и герметизации совпадает. В общем случае, условия обезгаживания и вакуумирования могут различаться, но при этом остаточное давление при обезгаживании должно быть равным или меньше остаточного давления при вакуумировании. После сварки герметичную вакуумную камеру заполняют воздухом, вынимают приспособление с микрогироскопом, разбирают и вынимают микрогироскоп.
Далее проводили проверку на герметичность, она включала опрессовку микрогироскопа в гелиевой камере в течение 30-40 минут и проверку герметичности в вакуумной камере с помощью течеискателя (например, ПТИ-10, 14) при токе эмиссии Iэ≈5 мА и чувствительности uч≈0,3 мВ. Возможна проверка на герметичность по электрическим параметрам.
Проверенный на герметичность микрогироскоп отправляется на контроль функциональных параметров, маркировку и консервацию.
Пример выполнения способа.
Из пластины кремния КЭФ-4,5 физико-химическими методами изготавливали резонатор 6, опору резонатора 7 и немагнитную подложку 8 изготавливали из стекла ЛК-107, из прутка никелевого сплава 50Н вытачивали магнитопроводы 10 и 11, из сплава КСГЭ эрозионной обработкой и шлифовкой изготавливали магнит 9. Основание 1 и крышка 4 - покупные изделия. Детали и сборочные единицы подвергали очистке и промывке (в спирто-бензиновой смеси, кипятили в изопропиловом спирте с ультразвуком).
Собирали основание 1 и немагнитную подложку 8 и сваривали диффузионной сваркой.
Выполняли сборку и сварку кремниевого резонатора 6 и опоры резонатора 7.
Собирали блок магнитной системы, для чего последовательно в приспособлении устанавливали нижний магнитопровод 10, магнит 9 и верхний магнитопровод 11 и сваривали.
Далее магнитную систему устанавливали на немагнитную подложку 8 на основании 1 и сваривали. После чего на немагнитную подложку 8 устанавливали блок кремниевого резонатора 6 с опорой 7 и сваривали с немагнитной подложкой 8.
Для обеспечения электрических связей выполняли разварку коммутирующих проводников 13 ультразвуковой (или термокомпрессионной) сваркой.
Устанавливали собранный и сваренный на основании 1 блок в составе магнитной системы и кремниевого резонатора 6, опоры 7, немагнитной подложки 8 в вакуумную камеру контрольно-проверочного стенда, откачивали из вакуумной камеры воздух до остаточного давления 5-10-5 мм рт.ст. и проверяли электрические параметры (добротность и разночастотность). Проводили балансировку кремниевого резонатора 6 и повторно проверяли электрические параметры на соответствие требованиям конструкторской документации.
После балансировки основание 1 с магнитной системой и отбалансированным кремниевым резонатором 6 и крышку 4 вставляли в отдельные гнезда специального приспособления и размещали на стойках манипулятора в герметичной вакуумной камере лазерной сварочной установки. Герметичную вакуумную камеру подсоединяли к откачному посту. Откачивали воздух до остаточного давления 5·10-5 мм рт.ст., включали нагрев и проводили обезгаживание при 150°С в течение 4-х часов. После выдержки в течение 4-х часов нагрев отключали и с помощью рычагов манипулятора накрывали основание 1 крышкой 4 до касания отбортовкой 5 кромок 3 по всему периметру стыка, фиксировали в этом положении рычаги манипулятора и попеременным включением линейного привода, перемещали подлежащее сварке основание 1 микрогироскопа, ориентируя свариваемые кромки 3 относительно фокальной плоскости лазерного луча, введенного внутрь камеры через прозрачное окно. Включали лазерную установку и сваривали по периметру основание 1 микрогироскопа, перемещая и поворачивая приспособление с размещенным в нем основанием 1 микрогироскопа, одновременно поддерживая внутри герметичной вакуумной камеры вакуум с остаточным давлением не более чем 5·10-5 мм рт.ст. После сварки герметичную вакуумную камеру заполняли воздухом, вынимали приспособление с микрогироскопом, разбирали и вынимали микрогироскоп.
Далее проводили проверку на герметичность, она включала опрессовку микрогироскопа в гелиевой камере в течение 30-40 минут и проверку герметичности в вакуумной камере с помощью течеискателя (ПТИ-10, 14) при токе эмиссии Iэ≈5 мА и чувствительности uч≈0,3 мВ.
Дополнительно проводили проверку на герметичность на специальном стенде по величине добротности резонатора 6.
Проверенный на герметичность микрогироскоп отправляли на контроль функциональных параметров, маркировку и консервацию.
Разработанный способ изготовления вакуумного микрогироскопа снижает трудоемкость изготовления микрогироскопа и обеспечивает необходимые качественные и эксплуатационные требования, предъявляемые к прецизионным гироскопическим приборам.
Источники информации
1. А.с. №1700640, H01L 21/48, заявка №4713636/21 от 04.07.89. БИ 1991, №47, с.211.
2. А.с. №1235389, заявка №3790728/24-25 от 13.09.84 г., G21F 5/00, БИ №20, 1990, с.276.
3. Бритков О.М. Разработка конструкций и технологий изготовления микроэлектромеханических приборов в герметичном исполнении. Автореферат на соискание ученой степени к.т.н., М., МИЭМ, 2009 г. с.25-26, 34 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОГИРОСКОПА | 2019 |
|
RU2712927C1 |
| ВИБРАЦИОННЫЙ ВАКУУМНЫЙ МИКРОГИРОСКОП | 2012 |
|
RU2518379C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ МЭМС УСТРОЙСТВ | 2023 |
|
RU2813555C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ | 2017 |
|
RU2660799C1 |
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОВАКУУМНОГО ПРИБОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО КВАРЦЕВОГО ГЕНЕРАТОРА (РЕЗОНАТОРА) - ТЕРМОСТАТА | 2007 |
|
RU2349025C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС МИКРОМОДУЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037280C1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
(57) Изобретение относится к области измерительной техники, в частности к гироскопии, и может быть использовано в приборостроении, авиакосмической отрасли и машиностроении. Технический результат - повышение качества и обеспечение технологичности изготовления. Для этого обезгаживание, вакуумирование и герметизацию выполняют в одном операционном цикле в герметичной вакуумной камере с остаточным давлением не более чем 5·10-5 мм рт.ст. При этом основание с магнитной системой и кремниевым резонатором и крышку размещают в герметичной вакуумной камере раздельно, не соприкасая друг с другом, и обезгаживают одновременно при температуре не менее 150°С в течение не менее 4-х часов, а для вакуумирования и герметизации основание накрывают крышкой и герметизируют, одновременно обеспечивают вакуумирование микрогироскопа, поддерживая внутри герметичной вакуумной камеры остаточное давление не более чем 5·10-5 мм рт.ст. 1 ил.
Способ изготовления вакуумного микрогироскопа, включающий изготовление деталей и сборочных единиц, сборку на основании и сварку магнитной системы и кремниевого резонатора, балансировку, обезгаживание, вакуумирование и герметизацию лазерной сваркой, отличающийся тем, что обезгаживание, вакуумирование и герметизацию выполняют в одном операционном цикле в герметичной вакуумной камере с остаточным давлением не более чем 5·10-5 мм рт.ст, при этом для обезгаживания основание с магнитной системой и кремниевым резонатором и крышку размещают в герметичной вакуумной камере, не соприкасая друг с другом, и обезгаживают одновременно при температуре не менее 150°С в течение не менее 4-х часов, а вакуумирование и герметизацию выполняют после обезгаживания, для чего основание накрывают крышкой до касания кромок основания отбортовкой крышки по всему периметру свариваемого стыка, выполняют позиционирование свариваемого стыка относительно фокальной плоскости лазерного луча и герметизируют, одновременно обеспечивая вакуумирование микрогироскопа, для чего при герметизации поддерживают внутри герметичной вакуумной камеры остаточное давление не более чем 5·10-5 мм рт.ст.
| БРИТКОВ О.М | |||
| Разработка конструкций и технологий изготовления микроэлектромеханических приборов в герметичном исполнении | |||
| Автореф | |||
| дис. | |||
| канд | |||
| техн | |||
| наук, М., МИЭМ, 2009г | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ | 1993 |
|
RU2076391C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И ПЕЧАТНЫХ ПЛАТ НА ПОЛИМЕРНОЙ ПОДЛОЖКЕ | 1998 |
|
RU2138140C1 |
| Способ изготовления корпусов гибридных интегральных схем | 1989 |
|
SU1700640A1 |
| ИНТЕГРАЛЬНЫЙ МИКРОМЕХАНИЧЕСКИЙ ГИРОСКОП | 2004 |
|
RU2266521C1 |

