Изобретение относится к металлургии, а именно к охлаждению слитков в условиях разливки на установках криволинейного типа с прямолинейным начальным, радиальным и криволинейным участками технологической оси.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, охлаждение поверхности слитка охладителем, распыливаемыми форсунками и изменение удельных расходов охладителя по длине слитка [1]. Разливку металла производят на установке с криволинейной технологической осью, которая сначала расположена по радиусу, а затем - по кривой. При этом в процессе охлаждения удельные расходы охладителя по большему и малому радиусам технологической оси устанавливают различными. Разницу удельных расходов охладителя постепенно увеличивают от минимального значения под кристаллизатором до максимального значения на выходе слитка на горизонтальный участок технологической оси. Величину разницы в удельных расходах охладителя устанавливают по длине слитка в прямо пропорциональной зависимости от значения косинуса угла между нормалью к поверхности грани слитка и нормалью. На горизонтальном участке удельные расходы охладителя по нижней грани слитка устанавливают в 1,8-2 раза больше, чем по верхней.
Недостатком этого способа является неудовлетворительное качество слитков при разливке на установке криволинейного типа с прямолинейным начальным участком технологической оси. Это объясняется тем, что на начальном прямолинейном участке под кристаллизатором грани слитка необходимо охлаждать с одинаковой интенсивностью или с одинаковыми удельными расходами. Кроме того, на участке перехода от вертикального положения к радиальному необходимо изменять разницу в удельных расходах охладителя по противоположным граням по специальной зависимости, отличной от известной. В результате в оболочке слитка по противоположным граням возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что приводит к образованию внутренних и наружных трещин.
Наиболее близким по технической сущности к предлагаемому является способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, охлаждение поверхности слитка охладителем, распыливаемым форсунками, изменение удельных расходов охладителя по длине слитка и измерение температуры поверхности слитка [2] . Разливку металла производят на установке с криволинейной технологической осью, включающей радиальный участок и зону постепенного разгиба слитка в горизонтальное положение. При этом на радиальном участке, составляющем 0,3-0,4 длины слитка, грань по малому радиусу охлаждают интенсивнее, чем грань по большому радиусу до разницы температур поверхности этих граней, температуру поверхности грани по малому радиусу сохраняют постоянной. Грань же по большому радиусу продолжают охлаждать до выравнивания температур по граням.
Недостатком указанного способа является неудовлетворительное качество слитков при разливке на установках с технологической осью, включающей прямолинейный участок, зону pазгиба слитка, радиальный участок, зону разгиба и горизонтальный участок. Это объясняется тем, что не выдерживается необходимая закономерность изменения охлаждения противоположных граней слитка в зоне загиба слитка при переходе от вертикального участка технологической оси к радиальному участку и от радиального к криволинейному участку. В условиях деформации загиба слитка при неправильном распределении температуры поверхности противоположных граней слитка в его оболочке возникают температурные градиенты, термические и изгибные напряжения, превосходящие допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывно-литых слитков в условиях разливки на установках криволинейного типа с прямолинейным начальным, радиальным и криволинейным участками.
Для этого в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, охлаждают поверхность слитка охладителем, распыливаемым форсунками, изменяют удельные расходы охладителя по противоположным граням по длине слитка, производят деформацию загиба слитка после начального прямолинейного участка перед радиальным участком технологической оси и деформацию разгиба слитка из радиального положения в горизонтальное положение на криволинейном участке.
В процессе непрерывной разливки на прямолинейном участке удельные расходы охладителя по противоположным граням слитка устанавливают одинаковыми; на участке загиба слитка удельные расходы охладителя по грани, расположенной по малому радиусу, увеличивают по прямолинейному закону до 5-30% в конце участка от удельных расходов охладителя по грани, расположенной по большему радиусу; на радиальном участке уменьшают эту разницу по прямолинейному закону до выравнивания удельных расходов охладителя по противоположным граням слитка в начале криволинейного участка; на криволинейном участке увеличивают удельные расходы охладителя по прямолинейному закону по грани, расположенной по большому радиусу, до 10-40% в конце этого участка от расходов охладителя по грани, расположенной по малому радиусу.
Улучшение качества непрерывно-литых слитков происходит вследствие изменения удельных расходов охладителя по противоположным граням на участках загиба, радиальном и разгиба слитка. При этом в оболочке слитка по противоположным граням возникают одинаковые по величине температурные градиенты и термические напряжения, не превосходящие допустимых значений, и выравниваются изгибные напряжения по граням слитка. В этих условиях в отливаемом слитке не возникает внутренних и наружных трещин.
Диапазон значения увеличения удельных расходов охладителя на участке загиба в пределах 5-30% по грани, расположенной по малому радиусу, по сравнению с удельными расходами по грани, расположенной по большему радиусу, объясняется закономерностями деформации изгиба слитка из прямолинейного положения в радиальное положение. В этих условиях увеличение удельных расходов охладителя по грани, расположенной по малому радиусу, способствует изгибу слитка, что снижает значение возникающих в оболочке слитка изгибных напряжений. В то же время термические напряжения и температурные градиенты не превышают допустимых значений.
При меньших значениях изгибные напряжения превосходят допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам. При больших значениях в оболочке слитка по грани, расположенной по малому радиусу, возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что приводит к браку слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в прямо пропорциональной зависимости от величины удельных расходов охладителя по граням в конце прямолинейного участка технологической оси отливаемого слитка.
Диапазон увеличения удельных расходов охладителя до 10-40% в конце криволинейного участка технологической оси от расходов охладителя по грани, расположенной по малому радиусу, объясняется закономерностями деформации разгиба слитка из радиального положения в горизонтальное. При этом в оболочке слитка не возникают изгибочные напряжения, превосходящие допустимые значения. Разница в значениях удельных расходов охладителя способствует разгибу слитка. В то же время в оболочке слитка не возникают температурные градиенты и термические напряжения, превосходящие допустимые значения.
При больших значениях в оболочке слитка по грани, расположенной по большому радиусу, возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам. При меньших значениях изгибные напряжения, возникающие в оболочке слитка при его разгибе, превышают допустимые значения, что ведет к браку слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в прямо пропорциональной зависимости от величины удельных расходов охладителя в начале криволинейного участка технологической оси отливки слитка.
Прямолинейный закон изменения разницы в удельных расходах охладителя по противоположным граням слитка по длине участков технологической оси отливки слитка объясняется закономерностями теплоотвода от грани слитка. При других закономерностях в оболочке возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3 сп и вытягивают из него слиток с переменной скоростью. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи роликов, охлаждают водой, распыливаемой форсунками, установленными между роликами. Удельные расходы воды изменяют по граням по длине слитка от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения. Технологическая ось отливаемого слитка состоит из начального прямолинейного вертикального участка, участка загиба слитка из прямолинейного положения в радиальное положение, радиального участка, криволинейного участка разгиба слитка из радиального положения в горизонтальное и горизонтального участка.
В процессе непреpывной разливки на прямолинейном участке удельные расходы воды по противоположным граням слитка устанавливают одинаковыми. На участке загиба слитка удельные расходы воды по грани, расположенной по малому радиусу, увеличивают по прямолинейному закону до 5-30% в конце участка от удельных расходов воды по грани, расположенной по большому радиусу. На радиальном участке уменьшают эту разницу по прямолинейному закону до выравнивания удельных расходов воды по противоположным граням слитка в начале криволинейного участка. На криволинейном участке увеличивают удельные расходы воды по прямолинейному закону по грани, расположенной по большему радиусу, до 10-40% в конце этого участка от расходов охладителя по грани, расположенной по малому радиусу.
В общем случае в качестве охладителя может применяться воздушная смесь. Длина зоны водяного охлаждения слитка может распространяться далее окончания криволинейного участка. В этом случае охлаждение противоположных граней слитка в начале горизонтального участка производится с удельными расходами, равными удельным расходам в конце криволинейного участка.
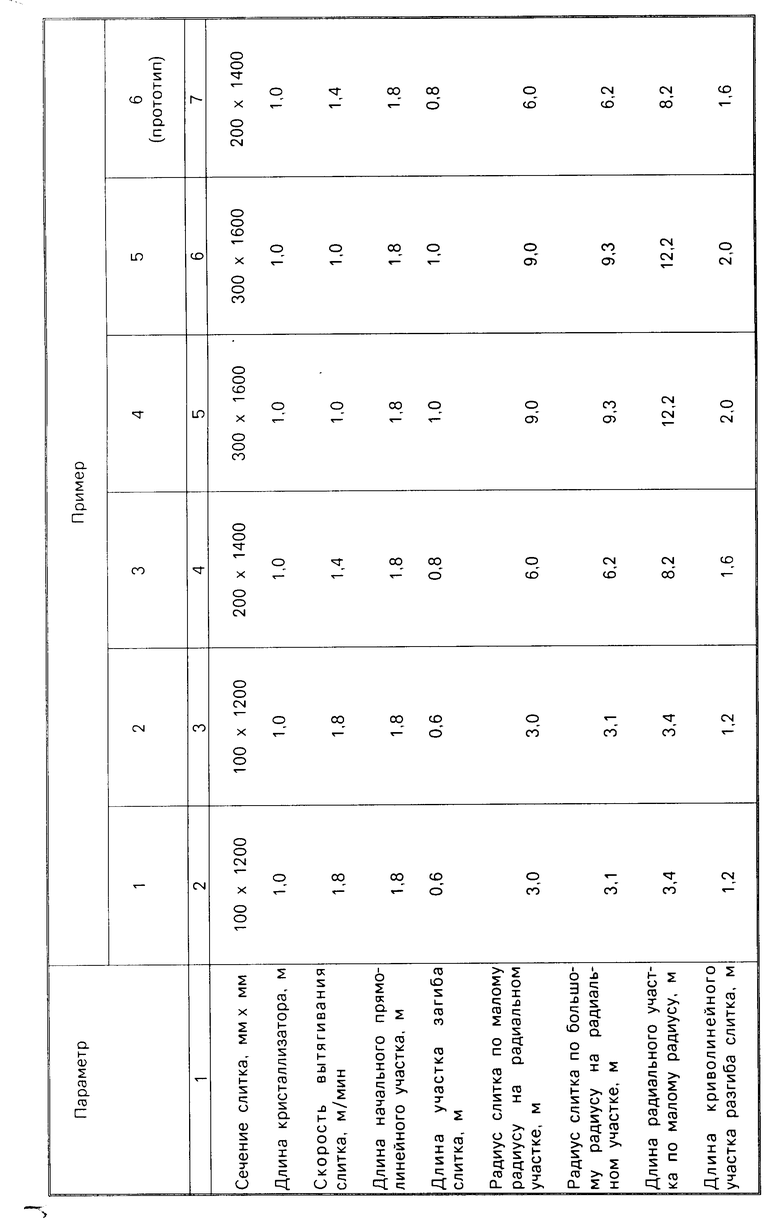
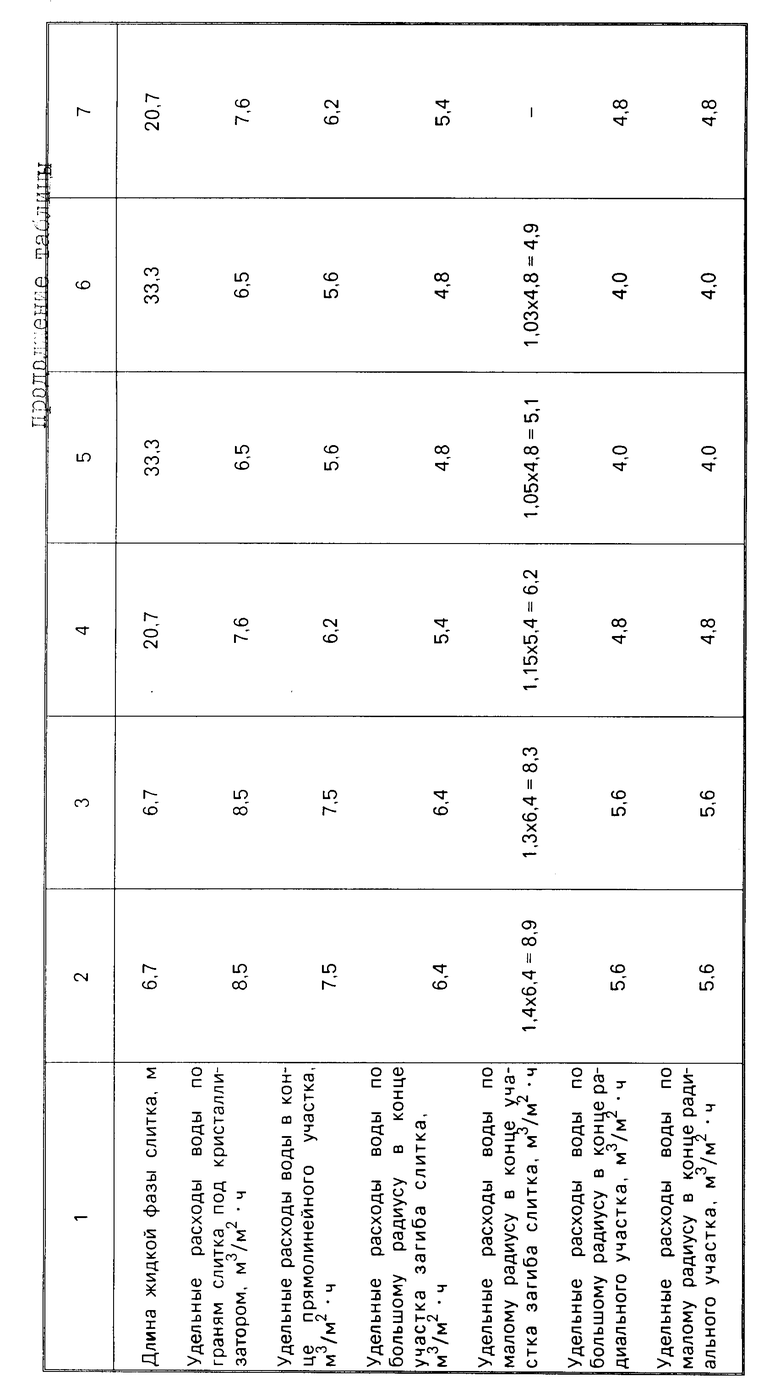
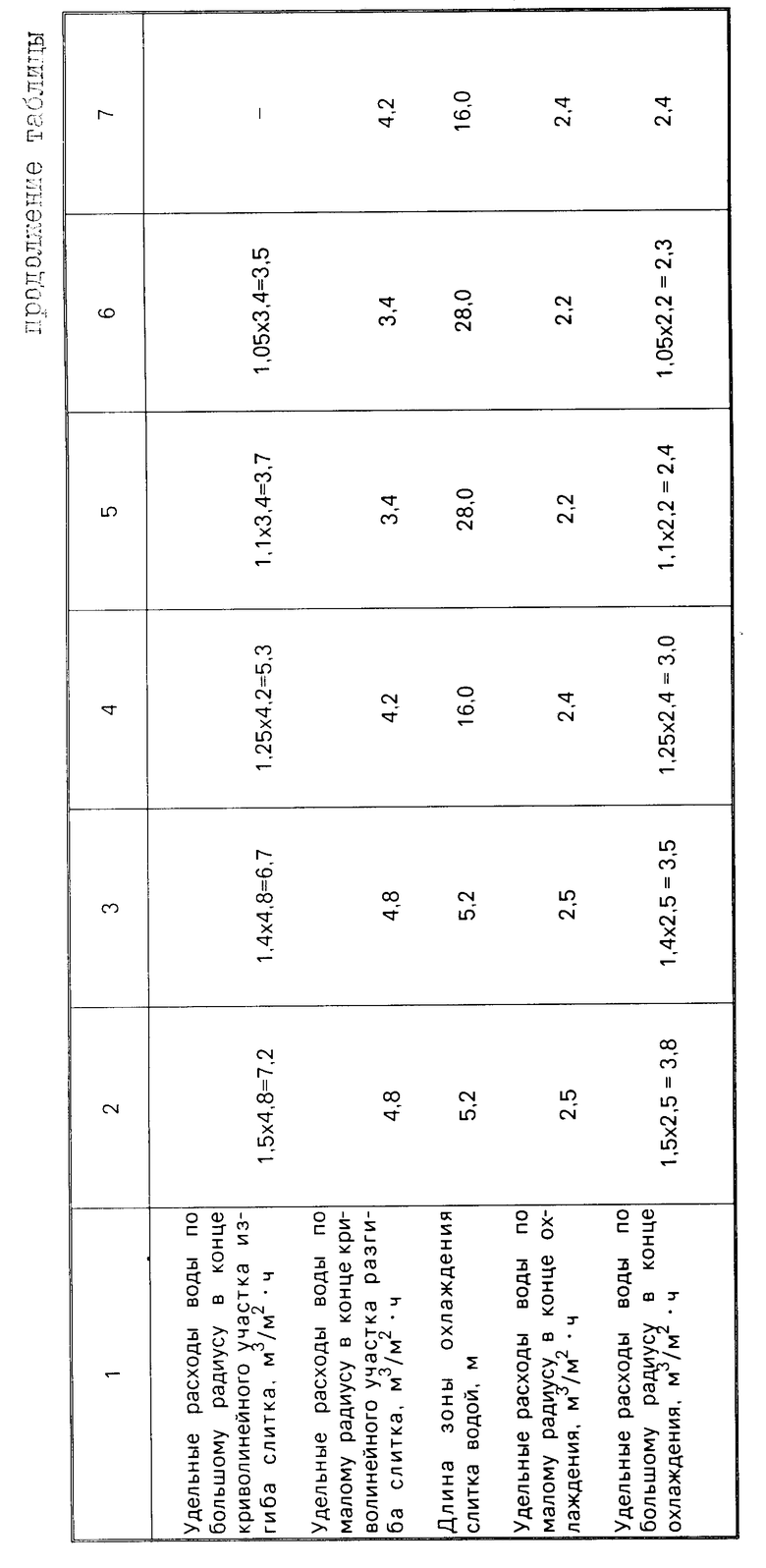
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В примере 1 происходит переохлаждение грани, расположенной по малому радиусу, на участках загиба и разгиба слитка, а также на радиальном участке вследствие значительного увеличения удельных расходов воды. В этих условиях в оболочке слитка возникают температурные градиенты и термические напряжения, превосходящие допустимые значения, что приводит к браку слитков по внутренним и наружным трещинам.
В примере 5 на участках загиба и разгиба слитка возникают изгибочные напряжения, превосходящие допустимые значения вследствие недостаточного увеличения удельных расходов воды. В этих условиях в оболочке слитка возникают внутренние и наружные трещины, что приводит к браку слитков.
В примере 6 (прототип) на участках загиба и разгиба слитка появляются изгибные напряжения, превосходящие допустимые значения, вследствие отсутствия рассогласования значений удельных расходов воды на участках загиба и разгиба слитка по граням, расположенным по малому и большому радиусу. В этих условиях в слитках возникают внутренние и наружные трещины, что приводит к их браку.
В примерах 2-4 в слитках не возникают температурные ингредиенты, термические и изгибочные напряжения, превосходящие допустимые значения, вследствие создания разницы в удельных расходах воды по противоположным граням на участках загиба, а также на радиальном участке.
Изобретение предпочтительно для применения при непрерывной разливке слитков прямоугольного сечения или слябов.
Применение предлагаемого способа позволяет снизить брак слитков по внутренним и наружным трещинам на 1,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032493C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038915C1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Установка непрерывной разливки металлов | 1981 |
|
SU996074A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041018C1 |
Способ непрерывной разливки металлов относится к охлаждению слитков на установках криволинейного типа с прямолинейным, радиальным и криволинейным участками технологической оси. В процессе непрерывной разливки на прямолинейном участке удельные расходы охладителя по противоположным граням слитка устанавливают одинаковыми; на участке загиба слитка удельные расходы охладителя по грани, расположенной по малому радиусу, увеличивают по прямолинейному закону до 5-30% в конце участка от удельных расходов охладителя по грани, расположенной по большому радиусу; на радиальном участке уменьшают эту разницу по прямолинейному закону до выравнивания удельных расходов охладителя по противоположным граням слитка в начале криволинейного участка; на криволинейном участке увеличивают удельные расходы охладителя по прямолинейному закону по грани, расположенной по большому радиусу, до 10-40% в конце этого участка от расходов охладителя по грани, расположенной по малому радиусу. Вследствие изменения удельных расходов охладителя по противоположным граням на участках загиба, радиальном и разгиба слитка в оболочке слитка по противоположным граням возникают одинаковые по величине температурные градиенты и термические напряжения, не превосходящие допустимых значений, и выравниваются изгибные напряжения по граням слитка. В этих условиях в отливаемом слитке не возникают внутренние и наружные трещины. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА МАШИНЕ КРИВОЛИНЕЙНОГО ТИПА, включающий вытягивание из кристаллизатора слитка с начальным прямолинейным участком, участком загиба, радиальным, криволинейным участками, участком разгиба и горизонтальным участком технологической оси и охлаждение поверхности слитка распыливанием форсунками охладителем с изменением удельных расходов вдоль зоны охлаждения по малому и большому радиусам кривизны слитка, отличающийся тем, что на прямолинейном участке удельные расходы охладителя по малому и большому радиусам слитка устанавливают одинаковыми, на участке загиба слитка удельные расходы охладителя по малому радиусу увеличивают по прямолинейному закону до 5 - 30% в конце участка от удельных расходов охладителя по большому радиусу, на радиальном участке уменьшают эту разницу по прямолинейному закону до выравнивания удельных расходов охладителя по большому и малому радиусам в начале криволинейного участка, а на криволинейном участке увеличивают удельные расходы охладителя по прямолинейному закону по большому радиусу до 10 - 40% в конце этого участка от расходов охладителя по малому радиусу слитка.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU563215A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
