Изобретение может быть использовано в станкостроении при изготовлении прецизионных станков, в частности в доводочных, притирочных, хонинговальных станках.
Целью изобретения является повышение производительности и качества обрабатываемой поверхности.
Поставленная цель достигается тем, что проточки выполнены на наружной поверхности вала глухими и расположены попарно вдоль оси вала, а осевая протяженность каждой из проточек равна шагу между штуцерами, причем каждая проточка расположена под соответствующей парой штуцеров, а последующая пара проточек смещена относительно предыдущей на расстояние, равное шагу между штуцерами.
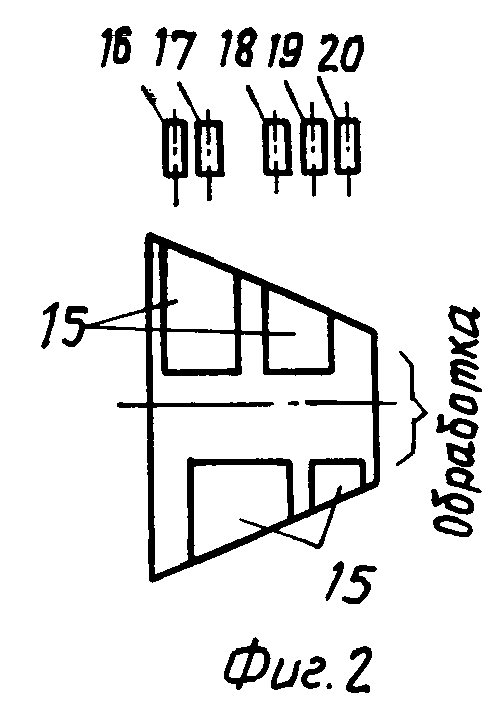
На фиг.1 представлена принципиальная схема предлагаемого устройства; на фиг. 2 возможный вариант развертки наружной поверхности конического вала пульсатора с соответствующим положением штуцеров на втулке пульсатора.
Устройство для автоматического управления циклом работы станка содержит электродвигатель 1, соединенный с двухступенчатым передаточным механизмом 2, выходной вал 3 которого соединен с пульсатором 4, выполненным в виде пары вал 5 неподвижная втулка 6. Пульсатор 4 с одной стороны через трубопровод энергосистемы 7 связан с основной системой энергоносителя 8, представляющей собой, например, насос 9. С другой стороны через трубопровод энергосистемы 7 пульсатор 4 связан с полостями 10 и 11 шпинделя 12 с установленным на нем поршнем 13, размещенного в стационарном корпусе 14. Шпиндель 12 соединен с электродвигателем 1 через промежуточную ступень передаточного механизма 2, а его полости 10 и 11 соединены с системой энергоносителя 8 через пару вал 5 неподвижная втулка 6. В полости 10 и 11 энергоноситель поступает в соответствии с положением вала 5 относительно втулки 6, а именно в соответствии с положением проточек 15 на валу 5 относительно элементов подачи энергоносителя штуцеров 16-20, которые установлены на наружной поверхности втулки 6. При этом штуцеры 16 и 20 связаны через трубопровод 7 энергосистемы 8 с полостью 11 шпинделя 12, штуцер 18 с полостью 10 шпинделя 12, а штуцеры 17 и 19 соответственно с подающей и отводящей ветвями трубопровода 7 энергосистемы 8. Проточки 15, расположенные на наружной поверхности вала 5, выполнены глухими и парными вдоль оси вала 5. Каждая из проточек 15 расположена под соответствующей парой штуцеров 16-17, 17-18, 18-19, 19-20, при этом последующая пара проточек 15 смещена относительно предыдущей на шаг между штуцерами. Например, проточка 15, расположенная под штуцерами 17-18, смещена относительно проточки 15, расположенной под штуцерами 16-17, на шаг между штуцерами 16-17.
Устройство работает следующим образом.
Вращение от электродвигателя 1 передается на передаточный механизм 2 и с его выходного вала 3 на вал 5 пульсатора 4, на контактной поверхности которого посредством проточек 15 задана программа цикла, обеспечиваемого за один оборот вала 5. В начальный момент работы станка путем совмещения соответствующих проточек 15 на валу 5 с соответствующими штуцерами 17 и 18 обеспечивается соединение полости 10 шпинделя 12 через подающую ветвь трубопровода 7 с основной системой энергоносителя 8. При этом происходит поступательное перемещение шпинделя 12 к детали. Одновременно полость 11 в корпусе 14 шпинделя 12 путем совмещения проточек 15 с соответствующими штуцерами 19 и 20 соединяется с отводящей ветвью трубопровода 7, и энергоноситель из полости 11 шпинделя 12 перемещается в основную систему энергоносителя 8. Дальнейший поворот вала 5 с постоянной скоростью вращения предусматривает обработку детали в течение заданного времени. А затем путем совмещения проточек 15 с штуцерами 18 и 19 обеспечивается соединение полости 10 шпинделя 12 через отводящую ветвь трубопровода 7 с основной системой энергоносителя 8. Одновременно путем совмещения проточек 15 с соответствующими штуцерами 16 и 17 полость 11 через подающую ветвь соединяется с основной системой энергосителя 8. Происходит отвод шпинделя 12 в исходное положение. Подобный переход технологической операции может повторяться многократно в течение цикла в соответствии с заданной программой на втулке 6. Если обеспечивать отвод шпинделя 12 на непродолжительное время по сравнению с общим временем перехода, то таким образом будет обеспечен пульсирующий цикл обработки деталей.
Применение пульсирующего цикла обработки деталей на операции доводки свободным и шаржированным абразивом позволяет существенно повысить качество обрабатываемой поверхности. Так, применение пульсирующего цикла обработки на доводке шаржированным притиром обеспечивает снижение шероховатости на 2-3 порядка по ГОСТ 2789-73. А реализация расчетной величины хода шпинделя при заданном значении ускорения позволяет получить оптимальное значение энергии взаимодействия в контакте детали и инструмента, следствием чего является скачкообразное увеличение производительности на доводке.
Конструкция пульсатора устройства отвечает требованиям технологии, а именно технология "подгонки" сопрягаемых конических поверхностей значительно проще, чем цилиндрических поверхностей, а выполнение всех функций перераспределения энергоносителя между полостями шпинделя одним элементом системы пульсатором, являющимся телом вращения, позволяет резко снизить габариты конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПРЕДЕЛИТЕЛЬ СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАНКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ КОНУСНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2069617C1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО | 1989 |
|
SU1826371A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| СПОСОБ ПОДАЧИ КАРЕТКИ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ХОДОВЫМ ВИНТОМ И ХОДОВЫМ ВАЛОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1989 |
|
SU1826316A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| Шпиндельный узел станка с устройством автоматической смены инструмента | 1990 |
|
SU1785867A1 |
| ПРИВОД МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1989 |
|
SU1826318A1 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ НА ОСНОВЕ ВОЛНОВОЙ ПЕРЕДАЧИ ПОСТУПАТЕЛЬНОГО ДЕЙСТВИЯ | 2004 |
|
RU2265147C1 |
| Способ смазки шпинделей | 1990 |
|
SU1787070A3 |
| Станок для хонингования плоских поверхностей | 1988 |
|
SU1683992A1 |
Использование: станкостроение. Сущность изобретения: устройство содержит электродвигатель 1, соединенный с двухступенчатым передаточным механизмом 2. Выходной вал 3 передаточного механизма 2 соединен с пульсатором 4, выполненным в виде пары вал 5 - неподвижная втулка 6. Пульсатор 4 с одной стороны через трубопровод энергосистемы 7 связан с основной системой энергоносителя 8, представляющей собой, например, насос 9. С другой стороны через трубопровод энергосистемы 7 пульсатор 4 связан с полостями 10 и 11 шпинделя 12 с установленным на нем поршнем 13, размещенного в стационарном корпусе 14. Шпиндель 12 соединен с электродвигателем 1 через промежуточную ступень передаточного механизма 2, а его полости 10 и 11 - с системой энергоносителя 8 через пару вал 5 - втулка 6. В полости 10 и 11 энергоноситель поступает в соответствии с положением вала 5 относительно втулки 6, а именно в соответствии с положением проточек 15 на валу 5 относительно элементов подачи энергоносителя - штуцеров, которые установлены на наружной поверхности втулки 6. Проточки 15, расположенные на наружной поверхности вала 5, выполнены глухими и парными вдоль оси вала 5. Каждая из проточек 15 расположена под соответствующей парой штуцеров, при этом последующая пара проточек 15 смещена относительно предыдущей на шаг между штуцерами. 2 ил.
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЦИКЛОМ РАБОТЫ СТАНКА, включающее распределительный механизм вращательного движения, кинематически связанный с выходным валом передаточного механизма, расположенного между двигателем и шпинделем и выполненного в виде пары вал с проточками - неподвижная втулка, на наружной поверхности которой в осевом направлении с определенным шагом установлены подводящие и отводящие штуцеры системы энергоносителя, отличающееся тем, что, с целью повышения производительности и качества обрабатываемой поверхности, проточки выполнены на наружной поверхности вала глухими и расположены попарно вдоль оси вала, а осевая протяженность каждой из проточек равна шагу между штуцерами, причем каждая проточка расположена под соответствующей парой штуцеров, а последующая пара проточек смещена относительно предыдущей на расстояние, равное шагу между штуцерами.
| Автоматическое делительное устройство с программным управлением | 1987 |
|
SU1484596A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
