Изобретение относится к станкостроению и может быть использовано при изготовлении прецизионных станков со сложным технологическим циклом, в частности доводочных притирочных, хонинговальных станков.
Цель изобретения повышение производительности, расширение функциональных возможностей и снижение габаритов конструкции за счет возможности осуществления пульсирующего цикла обработки.
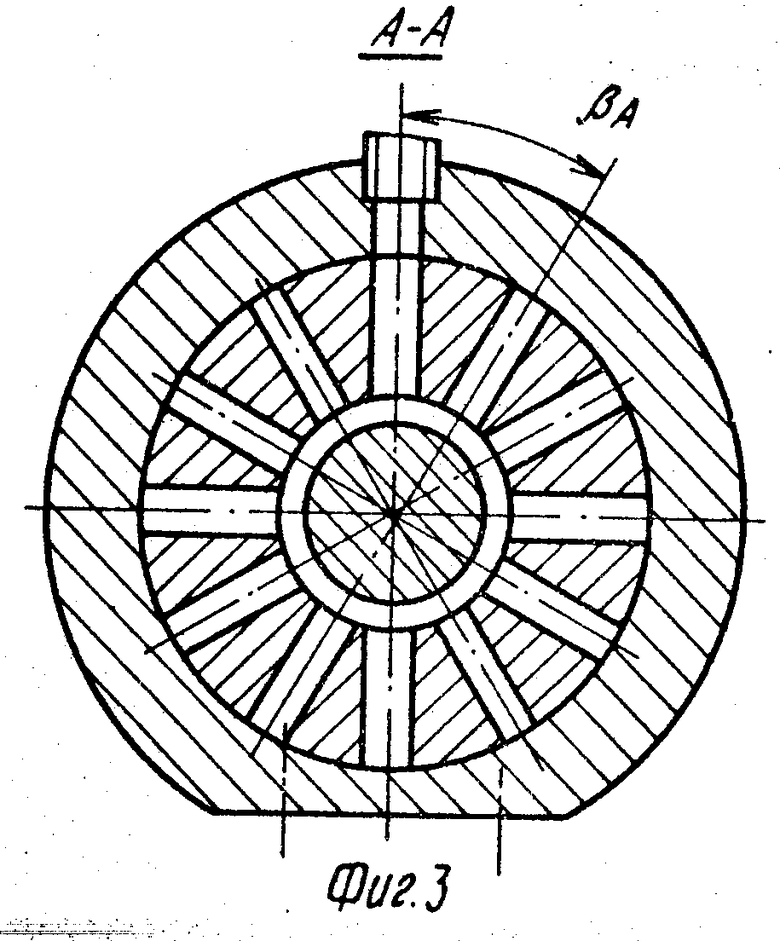
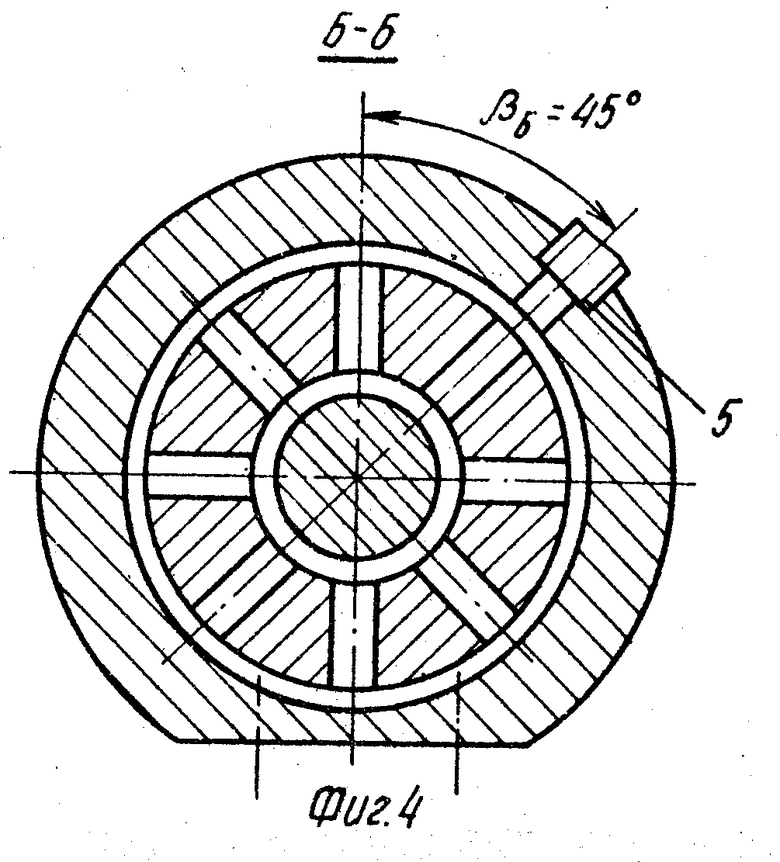
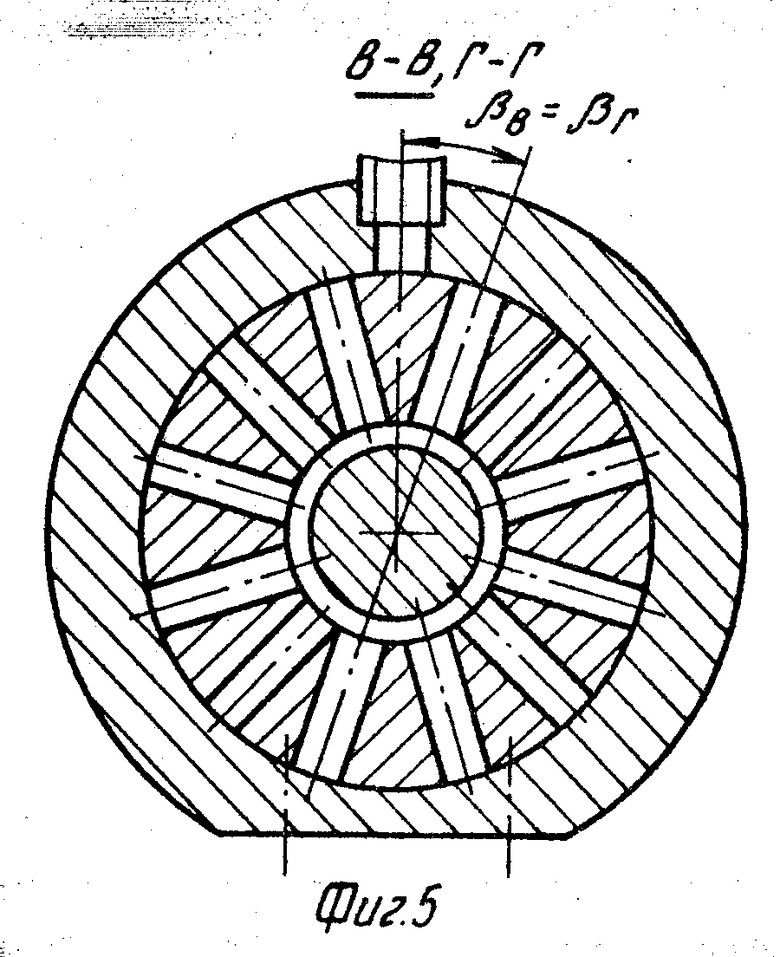
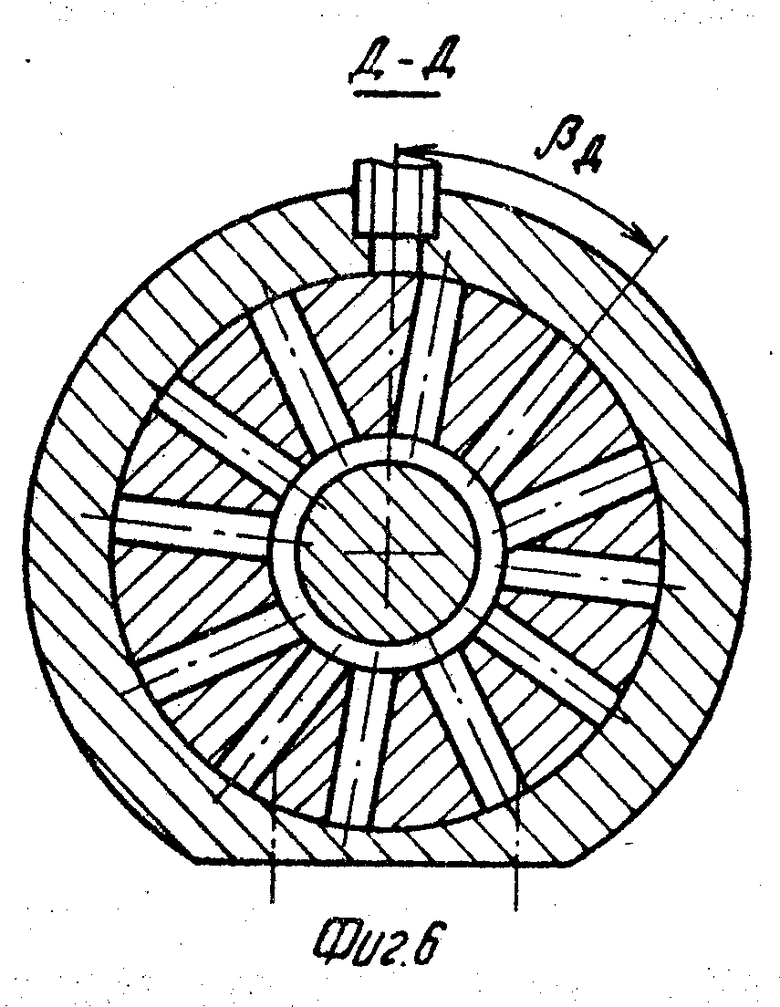
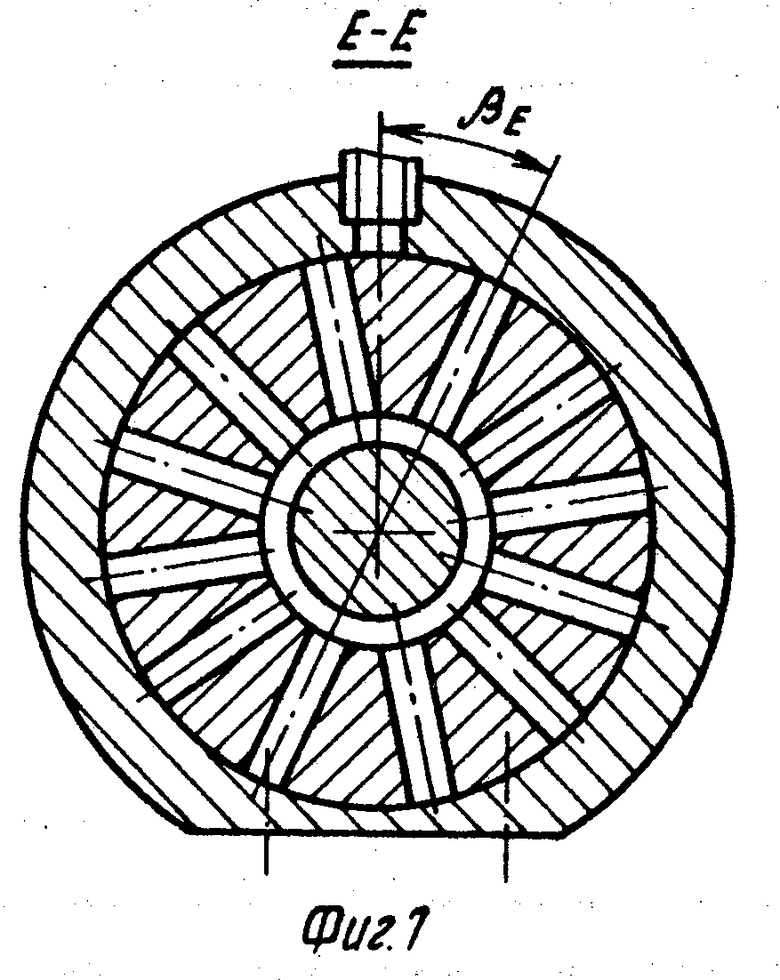
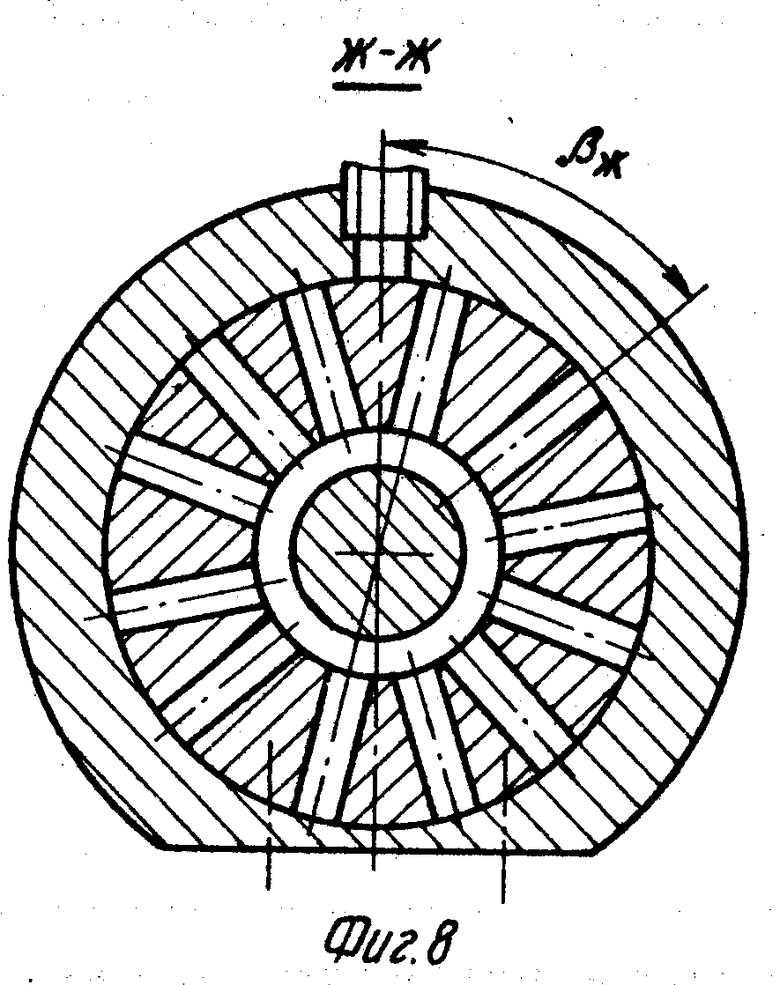
На фиг.1 схематично изображено предлагаемое задающее устройство; на фиг. 2 развертка сердечника; на фиг.3 сечение А-А на фиг.1; на фиг.4 сечение Б-Б на фиг.1; на фиг.5 сечение В-В, Г-Г на фиг.1; на фиг.6 сечение Д-Д на фиг.1; на фиг.7 сечение Е-Е на фиг.1; на фиг.8 сечение Ж-Ж на фиг.1.
Устройство содержит полый сердечник 1, установленный по скользящей посадке в стационарном корпусе 2 на шарикоподшипниках 3. В стационарном корпусе 2 выполнен первый осевой ряд сквозных отверстий 4 и второй осевой ряд сквозных отверстий 5, и в каждом отверстии 4 и 5 установлен штуцер 6. При этом общее число штуцеров 6 кратно трем и определяется числом технологических переходов. В сердечнике 1 в тех же диаметральных плоскостях А-А, Б-Б, В-В и т.д. в которых расположены отверстия 5 и 6, выполнены сквозные радиальные отверстия 7, расположенные равномерно по наружной поверхности сердечника 1. Оси отверстий 7 сердечника 1 в каждой диаметральной плоскости, например плоскости А-А смещены относительно отверстий других диаметральных плоскостей (Б-Б, В-В и т.д.) на угол β, определяемый временным циклом следования переходов, заданным техпроцессом. В центральной полости сердечника 1 размещен ступенчатый стержень 8, имеющий два изменяющихся диаметральных размера по его длине и установленный неподвижно (по неподвижной посадке) в сердечнике 1. Стержень 8 выполнен так, что ступени большего диаметра, расположенные по концам его и между каждыми тремя диаметральными рядами отверстий 7, являются герметичными перегородками, обеспечивающими образование внутренних полостей 9 в сердечнике 1.
Каждая образованная таким образом внутренняя полость 9 связана с тремя диаметральными рядами отверстий 7, например, с тремя рядами отверстий 7, расположенных в плоскостях А-А, Б-Б, В-В, и выполненных с возможностью попеременного соединения с отверстиями 5. При этом один ряд отверстий 7 (плоскость А-А) соединен через отверстие 5 и штуцер 6 с системой энергоносителя: третий ряд отверстий 7 (плоскость В-В) через отверстие 5 и штуцер 6, соединен с атмосферой, а средний ряд отверстий 7 (плоскость Б-Б) через канавку в отверстии 7, отверстие 5 и штуцер 6 постоянно соединен с рабочей полостью управляемого устройства (на фиг. не показано). В сердечнике 1 выполнено центральное отверстие 10 особой формы для непосредственной передачи вращения от вала приводного механизма.
Устройство работает следующим образом.
Вращение со стержня 8 передается на сердечник 1, который, вращаясь, обеспечивает попеременное соединение отверстий 7 с отверстиями 4 и 5 в стационарном корпусе 1. При этом в момент соединения отверстия 7 какой-либо одной из трех диаметральных плоскостей, например плоскости А-А, с отверстием 5 и далее через штуцер 6 с системой энергоносителя, отверстия 7 в плоскости В-В оказываются перекрытыми телом сердечника 1, а отверстие 7 в средней плоскости Б-Б, а следовательно, и управляемое устройство, полостью 9 соединяется с отверстием 7 плоскости А-А, т.е. с системой энергоносителя. При этом рабочий орган управляемого устройства получает определенное перемещение.
В следующий момент отверстие 7 плоскости В-В соединяется с отверстием 5, при этом отверстие 7 плоскости А-А перекрыто телом сердечника 1, и отверстие 7 в плоскости Б-Б через полость 9 соединяется с атмосферой, т.е. полость рабочего органа управляемого устройства освобождается от действия энергоносителя и рабочий орган может быть возвращен в исходное положение. Подобным образом работают остальные полости 9 предлагаемого устройства. При этом меняется только объект управления или рабочий орган управляемого устройства.
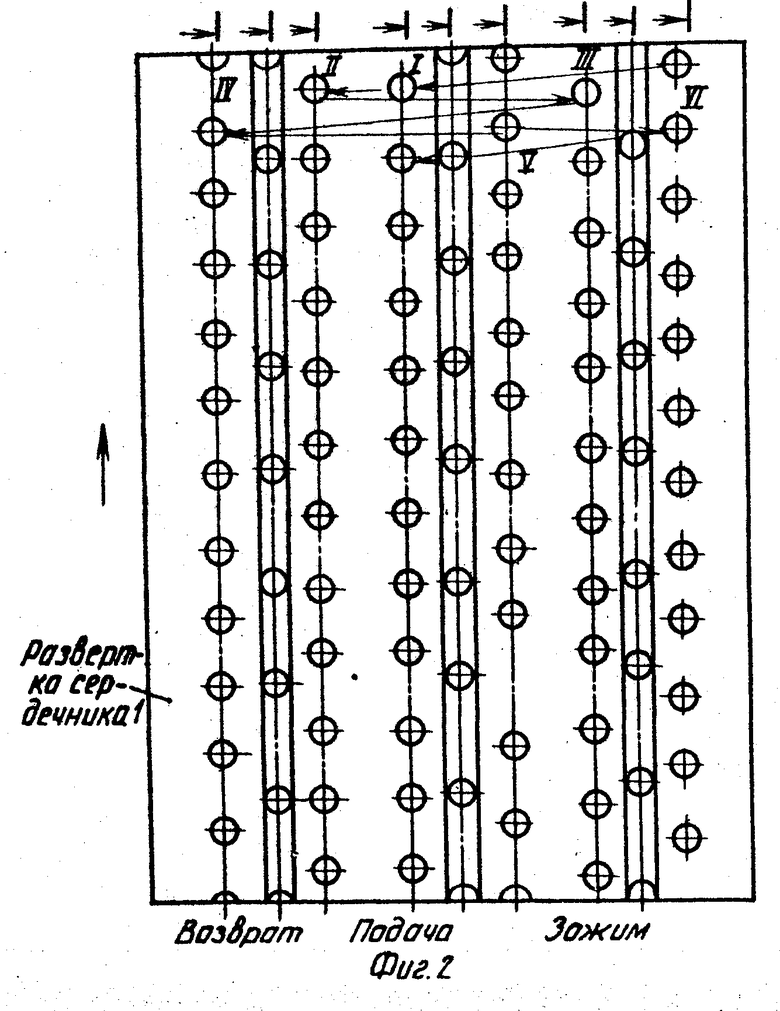
Реализация задающего устройства может быть продемонстрирована на вертикальном доводочном станке, в котором осуществляются следующие перемещения рабочих элементов: подача зажимного устройства с деталью-валом, деталью-втулкой и зажимной гильзой втулки по направляющим; зажим гильзы с деталью-втулкой на стержнях; возврат зажимного устройства с деталью-валом в исходное положение; разжим зажимного устройства детали-втулки при дальнейшем ударном ее действии на деталь-вал. Соответственно перемещениям рабочих элементов на развертке сердечника (фиг. 2) обозначены переходы: "Возврат", "Подача", "Зажим".
Пусть вращение сердечника осуществляется по стрелке, и цикл начинается с подачи энергоносителя в рабочую полость механизма подачи зажимного устройства детали-вала, обеспечиваемой путем соединения отверстия 7 (плоскость Г-Г) с системой энергоносителя. При этом для перемещения этого устройства в исходное положение целесообразно обеспечить одновременно соединение рабочей полости механизма возврата с атмосферой. Поэтому отверстия 1 плоскости Г-Г выполнены без смещения осей по отношению к отверстиям 11 в плоскости В-В (смещение будем определять углом β по отношению к вертикальной оси). При этом углы βВ и βГ равны. Когда подача произведена, обеспечивают зажим гильзы.
Расстояние по длине окружности сердечника от отверстий I и II до отверстия III и окружная скорость вращения сердечника определяют время между подачей и зажимом. При соединении отверстия III с системой энергоносителя последний поступает в рабочую полость зажимного устройства гильзы детали-втулки, происходит зажим гильзы. При этом угол βЕ в плоскости Е-Е больше углов βВ и βГ в плоскостях В-В и Г-Г. Далее детали разводят путем возврата детали-вала в исходное положение. Для этого обеспечивают подачу энергоносителя в рабочую полость механизма возврата, что осуществляется соединением отверстия IV с системой энергоносителя (угол βА в плоскости А-А больше угла βЕ в плоскости Е-Е). Для подготовки механизма подачи к новому циклу необходимо соединить рабочую полость механизма подачи с атмосферой, при этом отверстие V в плоскости Д-Д соединяется с атмосферой и обеспечивается вывод энергоносителя из механизма подачи (угол βД больше угла βА). После возврата зажимного устройства с деталью-валом в исходное положение (совмещение отверстия IV) необходимо ввести детали в контакт путем ударного взаимодействия их. Это обеспечивается разжимом гильзы с деталью-втулкой и перемещением их по направляющим стержням вниз. В этот момент отверстие VI соединяется с атмосферой (угол βЖ больше угла βД). И далее цикл повторяется. Цикл ударного взаимодействия деталей обеспечивает в среднем повышение производительности доводки в 3-4 раза, поэтому имеется возможность снизить длительность процесса обработки. На станках с реализованным предложенным устройством время обработки одной детали составляет 1 мин и реализация всего заданного цикла обработки, заданного конструкцией сердечника (см. развертку сердечника) достигается при скорости вращения сердечника 1 об/мин.
Таким образом, предлагаемое устройство позволяет совместить по времени протекание переходов без увеличения габаритов конструкции. Так, при обеспечении подачи зажимного устройства (подача энергоносителя в отверстие I) одновременно с этим производится отвод энергоносителя из механизма возврата (отвод энергоносителя через отверстие II) и т.д. Это увеличивает производительность обработки.
Производительность увеличивается также за счет возможности реализации пульсирующего ударного цикла обработки, который обеспечивается простейшей конструкцией устройства автоматического управления циклом работы станка. При этом количество штуцеров значительно снижается. При использовании пневмоснабжения для трехсекционного сердечника их количество может быть снижено до 6 шт. Соответственно уменьшаются осевые размеры устройства, чем достигается большая технологичность обработки поверхностей контакта сердечника и корпуса. Осевые размеры устройства могут быть уменьшены в еще большей мере при установке штуцеров в два ряда вдоль оси сердечника. Конструкция устройства позволяет это сделать, и тогда осевая протяженность секции сердечника будет определяться суммой трех диаметров отверстий сердечника и толщиной стенок между ними. Устройство компактно не только в осевом направлении, но и имеет незначительные диаметральные размеры, которые не увеличиваются при увеличении его длины (в случае увеличения количества переходов). При этом цикл работы станка обеспечивается при постоянном вращательном движении шпинделя, которое прерывается только в момент разрыва связи деталей при возврате зажимного устройства с деталью-валом в исходное положение, что составляет 1,5 с, и в течение всего цикла имеет место относительное вращательное движение деталей, что позволяет обеспечивать заданное качество обработки, а именно заданную шероховатость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ОТВЕРСТИЙ | 1988 |
|
SU1826369A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Автоматическое делительное устройство с программным управлением | 1987 |
|
SU1484596A1 |
| РАСПРЕДЕЛИТЕЛЬ СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТАНКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ КОНУСНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2069617C1 |
| Пневматический вибропривод | 1989 |
|
SU1715681A1 |
| Самонаводящееся устройство для обрабатывающих станков | 1976 |
|
SU878184A3 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
Использование: станкостроение, станки для доводки, притирки и хонингования прецизионных поверхностей, а также в приборостроении для перемещений. В полом сердечнике 1 установлен стержень 8, образующий в нем полости 9. Полости 9 являются постоянным соединительным резервуаром между тремя рядами отверстий 7, расположенных в трех диаметральных плоскостях. 8 ил.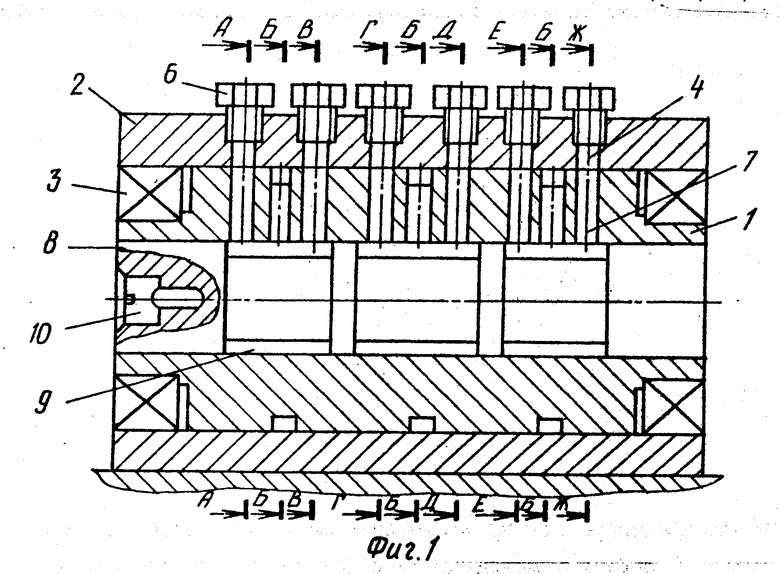
ЗАДАЮЩЕЕ УСТРОЙСТВО, содержащее размещенный в стационарном корпусе с радиальными отверстиями для энергоносителя сердечник с соединительными полостями, выполненными на его наружной поверхности с возможностью соединения через них управляемого объекта с системой энергоносителя или с атмосферой, и штуцера, установленные в радиальных отверстиях корпуса вдоль оси сердечника, отличающееся тем, что, с целью повышения производительности, расширения технологических возможностей и снижения габаритов конструкции, сердечник выполнен полым и устройство снабжено ступенчатым стержнем с двумя диаметральными размерами, размещенными неподвижно в полости сердечника и с возможностью контактирования с ней по поверхности ступеней большого диаметра, а соединительные полости выполнены в виде расположенных равномерно по наружной поверхности сердечника и в трех диаметральных плоскостях его соответственно каждому технологическому переходу сквозных радиальных отверстий, оси которых в каждой диаметральной плоскости смещены относительно осей отверстий, расположенных в других диаметральных плоскостях, на угол, соответствующий временной разнице следования переходов, заданной циклом, при этом ступени большего диаметра на стержне расположены по концам стержня и также между каждыми тремя рядами отверстий соответствующего перехода, и каждый средний ряд отверстий перехода соединяет управляемый объект через полость сердечника и крайние ряды отверстий соответственно с системой энергоносителя или с атмосферой, а все отверстия среднего ряда соединены по наружной поверхности сердечника кольцевой канавкой, и штуцера среднего ряда отверстий смещены относительно общего ряда штуцеров.
| Устройство для автоматического переключения зубчатых передач | 1981 |
|
SU1023159A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Панин Г.И., Фефелов П.А | |||
| Механизация и автомотизация процессов обработки прецизионных деталей | |||
| - М.: Машиностроение, 1972, с.183 | |||
| Автоматическое делительное устройство с программным управлением | 1987 |
|
SU1484596A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
