Изобретение относится к станкостроению, а именно к шлифовальным станкам, и может применяться для автоматической смены фланцев с абразивными кругами на шпинделях .|илифовальных и заточных станков с горизонтальной осью шпинделя, не имеющего внутреннего отверстия.
Известна система зажима инструмента фрезерных и расточных станков, где инструмент на оправке с коническим хвостовиком укрепляют в отверстии шпинделя пружинным зажимом, а разжим осуществляется гидроприводом.
Наиболее близким к изобретению является устройство автоматической замены раочего диска на абразивном отрезном стане, Оно содержит шпиндель, имеющий глуое, отверстие с механизмом фиксации нструмента, размещенном в нем, магазин инструментов, захваты с приводом от сило- 5 вого цилиндра и механизм подачи, состоящий из двух силовых цилиндров, шток дного из которых расположен в полом штоке другого, и служит для расфиксации инструмента на шпинделе, а другой для забора 10 инструмента из шпинделя.
Недостаток этих известных устройств - невозможность применения их-для шпинделей станков, не имеющих сквозного или глухого отверстия..15
Цель изобретения - расширение области применения систем АСИ на шлифовальных станках с горизонтальной осью шпинделя, не имеющего отверстия,
Поставленная цель достигается тем, что 20 на резьбовой конец шпинделя устанавливается резьбовым концом втулка, внутри которой размещен механизм фиксации, инструмента, а закрепленный на инструментальном блоке подпружиненный.сило- 25. вой стакан устанавливается ко нцёнтрично втулке и выполнен с возможностью поочередного взаимодействия с механизмом фиксации и захватами,- которые установлены соосно с механизмом подачи, на его по- 30 лом штоке, в котором установлен поршень привода защелок захвата, выполненный полым для установки в него штока для расфиксации инструмента.
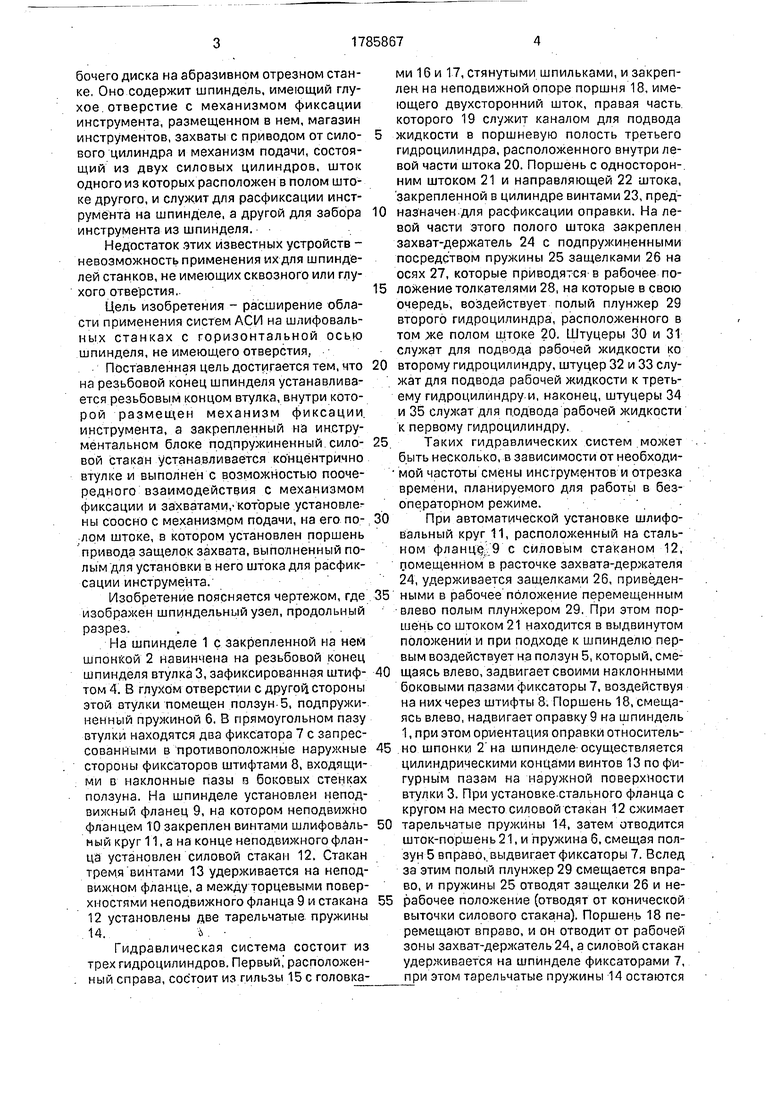
Изобретение поясняется чертежом, где 35 изображен шпиндельный узел, продольный разрез.. .
На шпинделе 1 с закрепленной на нем шпонкой 2 навинчена на резьбовой конец шпинделя втулка 3, зафиксированная штиф- 40 том 4. В глухом отверстии с другой, стороны этой втулки помещен ползун-5, подпружиненный пружиной 6. В прямоугольном пазу втулки находятся два фиксатора 7 с запрессованными в противоположные наружные 45 стороны фиксаторов штифтами 8, входящи- ми в наклонные пазы в боковых стенках ползуна. На шпинделе установлен неподвижный фланец 9, на котором неподвижно фланцем ТО закреплен винтами шлифоваль- 50 ный круг 11, а на конце неподвижного фланца установлен силовой стакан 12. Стакан тремя винтами 13 удерживается на неподвижном фланце, а между торцевыми поверхностями неподвижного фланца 9 и стакана 55 12 установлены две тарельчатые пружины 14.л.
Гидравлическая система состоит из
трех гидроцилиндров. Первый, расположенный справа, сос тоит из гильзы 15 с головками 1 б и 17, стянутыми шпильками, и закреплен на неподвижной опоре поршня 18, имеющего двухсторонний шток, правая часть, которого 19 служит каналом для подвода жидкости в поршневую полость третьего гидроцилиндра, расположенного внутри левой части штока 20. Поршень с односторон-. ним штоком 21 и направляющей 22 штока, закрепленной в цилиндре винтами 23, предназначен для расфиксации оправки. На левой части этого полого штока закреплен захват-держатель 24 с подпружиненными посредством пружины 25 защелками 26 на осях 27, которые приводятся в рабочее положение толкателями 28, на которые в свою очередь, воздействует полый плунжер 29 второго гидроцилиндра, расположенного в том .же полом штоке 20. Штуцеры 30 и 31 служат для подвода рабочей жидкости ко второму гидроцилиндру, штуцер 32 и 33 служат для подвода рабочей жидкости к третьему гидроцилиндру.и, наконец, штуцеры 34 и 35 служат для подвода рабочей жидкости к первому гидроцилиндру.
Таких гидравлических систем может быть несколько, в зависимости от необходимой частоты смены инструментов и отрезка времени, планируемого для работы в безоператорном режиме.
При автоматической установке шлифовальный круг 11, расположенный на стальном фланцу. 9 с силовым стаканом 12, помещенном в расточке захвата-держателя 24, удерживается защелками 26, приведенными в рабочее положение перемещенным влево полым плунжером 29. При этом поршень со штоком 21 находится в выдвинутом положении и при подходе к шпинделю первым воздействует на ползун 5, который, смещаясь влево, задвигает своими наклонными боковыми пазами фиксаторы 7, воздействуя на них через штифты 8. Поршень 18, смещаясь влево, надвигает оправку 9 на шпиндель 1, при этом ориентация оправки относительно шпонки 2 на шпинделе осуществляется цилиндрическими концами винтов 13 по ф и- гурным пазам на наружной поверхности втулки 3. При установке.стального фланца с кругом на место силовой стакан 12 сжимает тарельчатые пружины 14, затем отводится шток-поршень 21, и пружина б, смещая ползун 5 вправо,, выдвигает фиксаторы 7. Вслед за этим полый плунжер 29 смещается вправо, и пружины 25 отводят защелки 26 и нерабочее положение (отводят от конической выточки силового стакана). Поршень 18 перемещают вправо, и он отводит от рабочей зоны захват-держатель24, а силовой стакан удерживается на шпинделе фиксаторами 7, этом тарельчатые пружины 14 остаются
сжатыми и обеспечивают осевое усилие, необходимое для удержания стальных фланцев с кругом на шпинделе.
При автоматическом снятии стальных фланцев со шлифовальным кругом все происходит в обратном порядке.
Формула изобретения Шпиндельный узел станка с устройством автоматической смены инструмента, преимущественно шлифовального содержащий шпиндель с механизмом фиксации инструмента, магазин инструментов, захваты с приводом от силового цилиндра и механизм подачи, состоящий из двух силовых- цилиндров, шток одного из которых расположен в полом штоке другого и служит для расфиксации инструмента на шпинделе, а другой - для забора инструмента из шпинделя, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на смену инструмента путем расположения всех силовых цилиндров на одной оси, конец шпинделя выполнен резьбовым, а шпиндельный узел снабжен установленной на резьбовом конце втулкой, внутри которой размещен механизм фиксации инструмента, и подпружиненным стаканом, установленным кон центрично втулке и .выполненным с возможностью поочередного взаимодействия и с механизмом фиксации и захватами, установленными соосно механизму подачи
на его полом штоке, в котором установлен поршень привода захватов, выполненный, полым для установки в него штока, предназначенного для расфиксации инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство для механизированного зажима концевого инструмента | 1974 |
|
SU500911A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Устройство для зажима инструмента | 1988 |
|
SU1579652A1 |
| Привод зажимного устройства | 1988 |
|
SU1585091A1 |
| Механизм тонкой подачи шлифовального круга | 1988 |
|
SU1567362A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической замены рабочего диска на абразивном отрезном станке | 1983 |
|
SU1131631A1 |
| Устройство для установки и съемашлифОВАльНыХ КРугОВ HA СТАНКи СгОРизОНТАльНыМи шпиНдЕляМи | 1979 |
|
SU852494A1 |
| Устройство для зажима заготовок | 1985 |
|
SU1284706A1 |
Использование: станкостроение, в частности устройства для автоматической смены инструмента на шлифовальных станках. Сущность изобретения: при автоматической установке шлифовальный круг 11, расположенный на стальном фланце 9 с силовым стаканом 12, помеченным в расточке захвата-держателя 24, удерживается защелками 26, приведенными в рабочее положении перемещенным влево полым плунжером 29. При этом поршень со штоком 21 находится в выдвинутом положении и при подходе к . шпинделю первым воздействует на ползун 5, который, смещаясь влево, задвигает своими наклонными боковыми пазами фиксато2 ры 7, воздействуя на них через штифты 8. Поршень 18, смещаясь влево, надвигает оправку 9 на шпиндель 1, при этом ориентация оправки относительно шпонки 2 на шпиндель осуществляется цилиндрическими концами винтов 13 по фигурным пазам на наружной поверхности втулки 3. при установке стального фланца с кругом на место силовой Стакан 12 сжимает тарельчатые пружины 14, затем отводится шток-поршень 21, и пружина б, смещая ползун 5 вправо, выдвигает фиксаторы 7. Вслед за этим полый плунжер 29 смещается вправо, и пружины 25 отводят защелки 26 в нерабочее положение (отводят от конической выточки Силового стакана). Поршень 8 перемещают вправо и он отводит от рабочей зоны захват- держатель 24, а силовой стакан удерживается на шпинделе фиксаторами 7, при этом тарельчатые пружины 14 остаются сжатыми и обеспечивают осевое усилие, необходимое для удержания стальных фланцев с кругом на шпинделе. При автоматическом снятий стальных фланцев со шлифовальным кругом все происходит в обратном порядке. 1 ил. С/У с ч 00 СЛ 00 о
11
7 14 & 8 7 J S Z9 3t &. ЯМ& J419 % i7 35
| Устройство для автоматической замены рабочего диска на абразивном отрезном станке | 1983 |
|
SU1131631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
