Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, охлаждение поверхности слитка охладителем, распыливаемым форсунками, регулирование расхода воды для охлаждения кристаллизатора в зависимости от технологического параметра [1]
Недостатком этого способа является неудовлетворительное качество непрерывнолитых слитков.
Исследованиями установлено, что измерение величины смещения ролика или его промежуточной опоры является критерием оценки толщины и прочности оболочки слитка на выходе из кристаллизатора. Своевременное изменение расхода шлаковой смеси в кристаллизаторе позволяет в этих условиях регулировать толщину оболочки и ее прочность на выходе из кристаллизатора. В результате уменьшается склонность слитка к образованию внутренних и наружных трещин, а также к прорывам металла. Изменение расхода шлаковой смеси обеспечивает изменение теплоотвода от слитка в кристаллизаторе, что позволяет управлять толщиной оболочки на выходе из кристаллизатора.
В известном способе отсутствие изменения расхода шлаковой смеси в кристаллизаторе в зависимости от величины смещения промежуточной опоры разрезного ролика приводит к образованию трещин в слитке и прорывам металла под кристаллизатором.
Цель изобретения улучшение качества непрерывнолитых слитков.
Цель достигается тем, что в кристаллизатор подают металл, вытягивают из кристаллизатора слиток, подают на мениск металла в кристаллизаторе шлаковую смесь, сообщают кристаллизатору возвратно-поступательное движение, охлаждают стенки кристаллизатора проточной водой, поддерживают и направляют слиток в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, охлаждают поверхность слитка охладителем, распыливаемым форсунками, регулируют расход шлаковой смеси в кристаллизаторе, а также измеряют смещение роликов относительно технологической оси.
В процессе непрерывной разливки определяют смещение промежуточной опоры и в момент превышения этого смещения величины 0,0005-0,006 толщины слитка уменьшают расход шлаковой смеси в кристаллизатор на 10-40% от рабочего значения, а при последующем уменьшении этого смещения до 0,0001-0,002 толщины слитка увеличивают расход шлаковой смеси в кристаллизатор до рабочего значения, при этом измерение смещения промежуточной опоры производят на расстоянии от нижнего торца кристаллизатора, равном 0,5-5,0 толщины слитка.
Улучшение качества непрерывнолитых слитков происходит вследствие изменения расхода шлаковой смеси в кристаллизатор в зависимости от текущего значения величины смещения промежуточной опоры разрезного ролика. В этих условиях увеличивается прочность оболочки, что уменьшает ее прогиб, величину выпучивания между роликами и, как следствие, снижает брак слитков по внутренним и наружным трещинам, а также прорывы металла под кристаллизатором.
Диапазон значений перемещения промежуточной опоры в пределах 0,0005-0,006 толщины слитка, после чего начинают уменьшать расход шлаковой смеси в кристаллизатор, объясняется закономерностями формирования и кристаллизации оболочки слитка под кристаллизатором. При меньших значениях смещение промежуточной опоры соизмеримо с перемещениями вследствие наличия на поверхности слитка складок, образующихся при возвратно-поступательном движении кристаллизатора. При больших значениях возможно образование внутренних и наружных трещин в слитке, а также прорыва металла под кристаллизатором.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины отливаемого слитка.
Диапазон значений перемещения промежуточной опоры в пределах 0,0001-0,002 толщины слитка, после чего увеличивают расход шлаковой смеси в кристаллизатор до рабочего значения, объясняется закономерностями формирования и кристаллизации оболочки слитка. При меньших значениях перемещение промежуточной опоры соизмеримо с перемещениями, вызванными складками на поверхности слитка, образующимися при возвратно-поступательном движении кристаллизатора. При больших значениях возможно образование внутренних и наружных трещин в слитке, а также возможны прорывы металла под кристаллизатором вследствие большой деформации прогиба оболочки слитка.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины отливаемого слитка.
Диапазон значений уменьшения расхода шлаковой смеси в кристаллизатор в пределах 10-40% от рабочего значения объясняется закономерностями теплоотвода от слитка в кристаллизаторе в условиях наличия шлакового гарнисажа между поверхностью слитка и стенками кристаллизатора. При меньших значениях не будет увеличиваться теплоотвод от слитка в кристаллизаторе в необходимых пределах. При больших значениях теплоотвод от слитка будет уменьшаться сверх допустимых значений.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения расхода шлаковой смеси.
Диапазон расстояний от нижнего торца кристаллизатора до промежуточной опоры, где производится измерение ее перемещения в пределах 0,5-5 толщин слитка, объясняется закономерностями формирования и затвердевания оболочки слитка. При меньших значениях невозможно обеспечить расположение измерительных средств вблизи нижнего торца кристаллизатора. При больших значениях точность измерения смещения опоры будет недостаточной вследствие возникновения на поверхности слитка грубых складок и неровностей.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины отливаемого слитка.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток прямоугольного сечения с переменной скоростью. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи разрезных роликов с промежуточными опорами, монтируемых на рамах. Слиток охлаждают водой, распыливаемой форсунками, установленными между роликами.
В процессе непрерывной разливки металлов определяют смещение промежуточной опоры и в момент превышения этого смещения величины 0,0005-0,006 толщины слитка уменьшают расход шлаковой смеси в кристаллизатор на 10-40% от рабочего значения, а при уменьшении этого смещения до 0,0001-0,002 толщины слитка увеличивают расход шлаковой смеси до рабочего значения. При этом измерение смещения промежуточной опоры производят на расстоянии от нижнего торца кристаллизатора в пределах 0,5-5,0 толщины слитка. На мениск металла в кристаллизаторе подают шлаковую смесь на основе СаО-SiO2-Al2O3.
Определение смещения промежуточной опоры производят посредством применения источника направленного излучения, например лазера, оптического отражателя, например зеркала, и приемника излучения, например, ПЗС-линейки, которые расположены в изолированном кожухе. Кожух распложен в корпусе рамы вдоль ролика. Корпус промежуточной опоры смонтирован с зазором на корпусе рамы с возможностью перемещения и крепится к раме при помощи тяг, снабженных пружинами сжатия. Тяги проходят через раму внутрь кожуха, на одной из которых расположен приемник излучения или отражатель. Источник направленного излучения установлен с торца кожуха. В процессе разливки при смещении промежуточной опоры под действием неровностей на поверхности слитка и при выпучивании его оболочки происходит смещение тяги вместе с приемником излучения или отражателем.
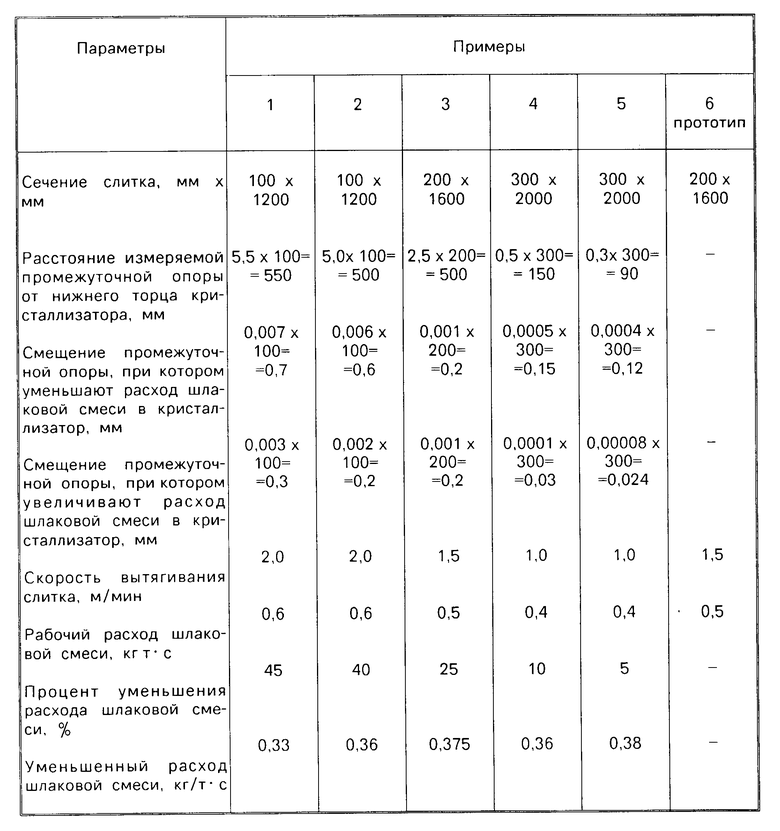
В таблице приведены примеры осуществления способа непрерывной разливки металлов при различных технологических параметрах.
В первом примере вследствие значительного уменьшения расхода шлаковой смеси увеличивается теплоотвод от слитка в кристаллизаторе сверх допустимых значений, что приводит к образованию в слитке внутренних и наружных трещин из-за увеличения значений температурных градиентов и термических напряжений сверх допустимых значений.
В пятом примере вследствие незначительного уменьшения расхода шлаковой смеси оболочка слитка на выходе из кристаллизатора имеет недостаточную толщину, что вызывает выпучивание оболочки сверх допустимых значений, сопровождаемое образованием внутренних и наружных трещин, а также прорывами кристаллизатора при смещении промежуточной опоры разрезного ролика.
В общем случае измерение смещения может производиться одновременно на нескольких промежуточных опорах по длине одного разрезного ролика.
Сигнал о величине смещения промежуточной опоры передается в АСУ непрерывной разливки металлов, где производится выдача команд на изменение расхода воды на охлаждение кристаллизатора.
Применение предлагаемого способа позволяет сократить брак слитков по внутренним и наружным трещинам на 0,7%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЦ ДЕФЕКТНЫХ УЧАСТКОВ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2037359C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Цель изобретения - улучшение качества непрерывнолитых слитков. В кристаллизатор подают металл, вытягивают из кристаллизатора слиток, подают на мениск металла в кристаллизаторе шлаковую смесь, сообщают кристаллизатору возвратно-поступательное движение, охлаждают стенки кристаллизатора проточной водой, поддерживают и направляют слиток в зоне вторичного охлаждения при помощи разрезных роликов с промежуточными опорами, охлаждают поверхность слитка охладителем, распыливаемым форсунками, регулируют расход шлаковой смеси в кристаллизаторе, а также измеряют смещение роликов относительно технологической оси. В процессе непрерывной разливки определяют смещение промежуточной опоры и в момент превышения этого смещения величины 0,0005 - 0,006 толщины слитка уменьшают расход шлаковой смеси в кристаллизатор на 10 - 40% от рабочего значения, а при последующем уменьшении этого смещения до 0,0001 - 0,002 толщины слитка увеличивают расход шлаковой смеси в кристаллизатор до рабочего значения, при этом измерение смещения промежуточной опоры производят на расстоянии от нижнего торца кристаллизатора, равном 0,5 - 5,0 толщины слитка. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, охлаждения поверхности слитка охладителем, распыливаемым форсунками, регулирование расхода воды для охлаждения кристаллизатора в зависимости от технологического параметра, отличающийся тем, что в качестве технологического параметра используют величину смещения промежуточной опоры одного из роликов и в момент превышения этой величиной смещения 0,0005 0,006 толщины слитка увеличивают расход воды на охлаждение кристаллизатора на 10 20% от рабочего значения, а при последующем уменьшении этой величины смещения до 0,0001 0,002 толщины слитка уменьшают расход воды на охлаждение кристаллизатора до рабочего значения, при этом измерение величины смещения промежуточной опоры производят на расстоянии от нижнего торца кристаллизатора в пределах 0,5 5,0 толщин слитка.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
