11
Изобретение относится к черной металлургии и может быть использовано при непр ерывной разливке слябовых заготовок шириной 2,5 ми более.
Цель изобретения - улучшение качества за счет повышения равномерности охлаждения.
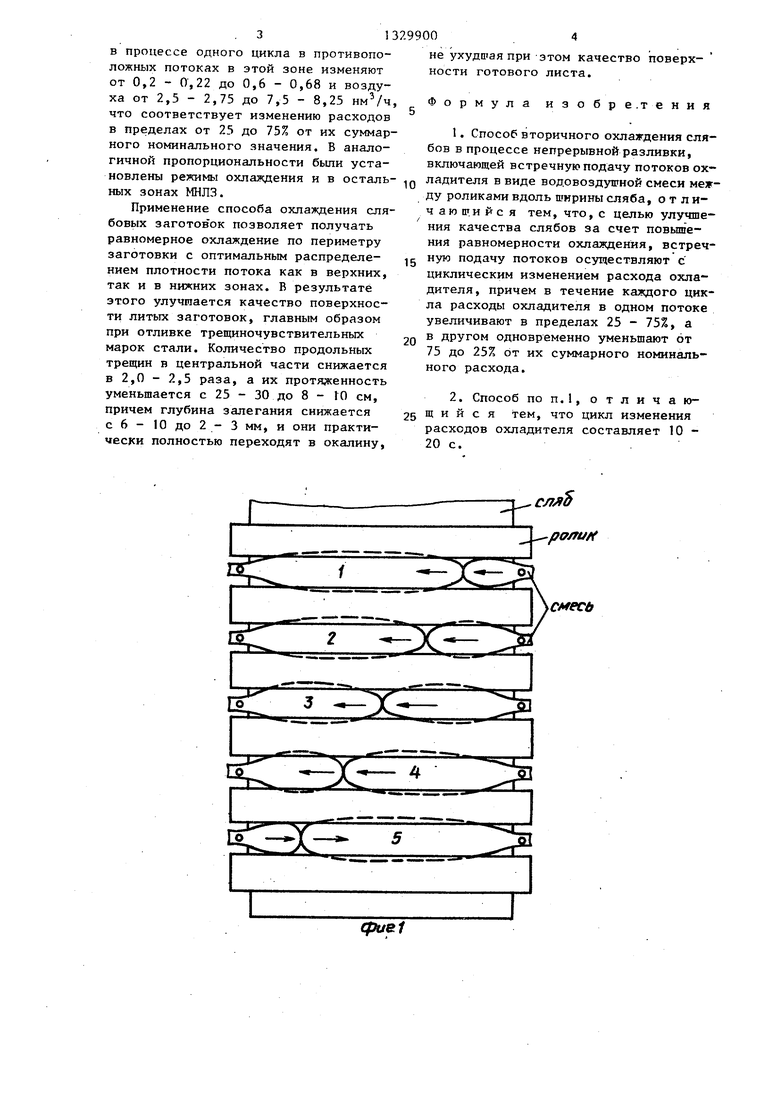
. На фиг.1 показана динамика движения встречных потоков в одном из межроликовых пространств за период одного цикла охлаждения; на фиг.2 - значения образующихся при этом плотностей орошения по ширине охлаждаемой поверхности заготовки.
Каждое из положений 1 - 5 потоков (фиг.1) соответствует значению плотностей орошения на кривых I - V (фиг,2), а кривая VI показьшает усредненную за один цикл плотность орошения.
Дпя получения удовлетворительного качества непрерывнолитого слитка большой ширины (до 2,5 м и больше) необходимо равномерное распределение плотности орошения по периметру заготовки, причем наличие отдельных пиков или провалов по плотности орошения в стационарном режиме подачи охладителя недопустимо, так как приводит к образованию грубых .
Организация циклической подачи во- довоздуганой смеси во встречных потоках на поверхность заготовки большой ширины с возможностью возв ратно-по- ступательного перемещения места сопряжения потоков по ширине слитка и с увеличением и уменьшением охладителя во встречных потоках обусловлена необходимостью повьш1ения равномерности распределения охладителя по ширине слябовой заготовки и Улучшения ее качества. Исследования показывают, что циклическая подача встречных струй водовоздушного потока в течение 10 - 20 с каждого цикла позволяет за время прохождения заготовки в каждом межроликовом пространстве шириной 350 - 400 мм произвести на поверхности сляба 2-5 раз возвратно- по ступательное перемещение места со- пряжения противоположных потоков. Скорость перемещения потоков по ши- г ине сляба в этом случае составляет 7-18 см/с. Постоянное возвратно- поступательное движение встречных потоков над поверхностью заготовки с меньшением в течение цикла расхода хладителя в одном потоке от 75 до 25% и одновременном увеличении расхо.
10
15
20
299002
дов в другом с 25 до 75% их суммарного номинального расхода позволяет место сопряжения струй с повьштенной плотностью орошения рассредоточить по всей ширине слитка и получить сравнительно равномерное распределение плотности смеси (фиг.2, кривая VI). Отклонение параметров подачи охладителя во встречных потоках от оптимальных значений в этом случае не влияет на равномерность подачи смеси по ширине заготовки, так как постоянное перемещение места сопряжения встречных струй по ширине заготовки со скоростью 7-18 см/с (что обеспечивается циклом в 10 - 20 с) не приводит к локальным переохлаждениям поверхности заготовки и не создают условий для зарождения дополнительных термических напряжений в обо лочке сляба.
Пример, Б процессе непрерывной разлнвки в кристаллизатор подают „g сталь марки 10 ХСНД и разливку производят со скоростью вытягивания 0,8 м/мин. После выхода из кристаллизатора заготовку охлаждают в зоне вторичного охлаждения МНЛЗ. На всей
длине участка охлаждения со сторонь узких граней по обе стороны заготовки установлены устройства дпя
подачи водовоздуиной смеси на поверхность слитка в каждом межроликовом пространстве. Расходы воды и воздуха
35 Б каждой зоне охлаждения регулируют в зависимости от скорости разливки. Так, для скорости разливки 0,8 м/мин продолжительность цикла возвратно- поступательного перемещения встреч40 ных потоков в первых трех зонах охлаждения принимают равной 10 - 12 с, причем за время прохождения поверхности сляба в каждом межроликовом пространстве получают три цикла
45 перемещения потоков. С 4-й по 8-ю зоны охлаждения продолжительность цикла составляет 17 - 20 с, а количество циклов за один проход слябов межроликового пространства 2 -2,2 ра50 за. Например, во 2-й зоне охлаждения, где общий расход воды на один радиус составляет 4,0 - 4,4 и воздуха 50 - 55 нм /ч, расходы воды и возду- . ха во встречных потоках измейяют сле55 дующим образом.
Прн пяти межроликовых пространствах во 2-й зоне в каждое из них подают по 0,8 - 0,9 м /ч воды и по 10 10-11 воздуха. Расходы воды
в процессе одного цикла в противоположных потоках в этой зоне изменяют от 0,2 - 0,22 до 0,6 - 0,68 и воздуха от 2,5 - 2,75 до 7,5 - 8,25 нм /ч что соответствует изменению расходов в пределах от 25 до 75% от их суммарного номинального значения. В аналогичной пропорциональности были установлены режимы охлаждения и в остальных зонах МНЛЗ.
Применение способа охлаждения сля бовых заготов ок позволяет получать равномерное охлаждение по периметру заготовки с оптимальным распределением плотности потока как в верхних, так и в нижних зонах. В результате этого улучшается качество поверхности литых заготовок, главным образом при отливке трещиночувствительньпс марок стали. Количество продольных трещин в центральной части снижается в 2,0 - 2,5 раза, а их протяженность уменьшается с 25 - 30 до 8 - 10 см, причем глубина залегания снижается с 6 - 10 до 2 - 3 мм, и они практически полностью переходят в окалину.
не ухудп ая при этом качество поверхности готового листа.
Формула изобр е.т е н и я
1.Способ вторичного охлаждения слябов в процессе непрерывной разливки, включающей встречную подачу потоков охладителя в виде водовоздуптной смеси между роликами вдоль ширины сляба, о т л ич ающийс я тем, что, с целью улучшения качества слябов за счет повышения равномерности охлаждения, встречную подачу потоков осуществляют с циклическим изменением расхода охладителя, причем в течение каждого цикла расходы охладителя в одном потоке увеличивают в пределах 25 - 75%, а в другом одновременно уменьшают от 75 до 25% от их суммарного номинального расхода.
2.Способ ПОП.1, отличающийся тем, что цикл изменения расходов охладителя составляет 10 - 20 с.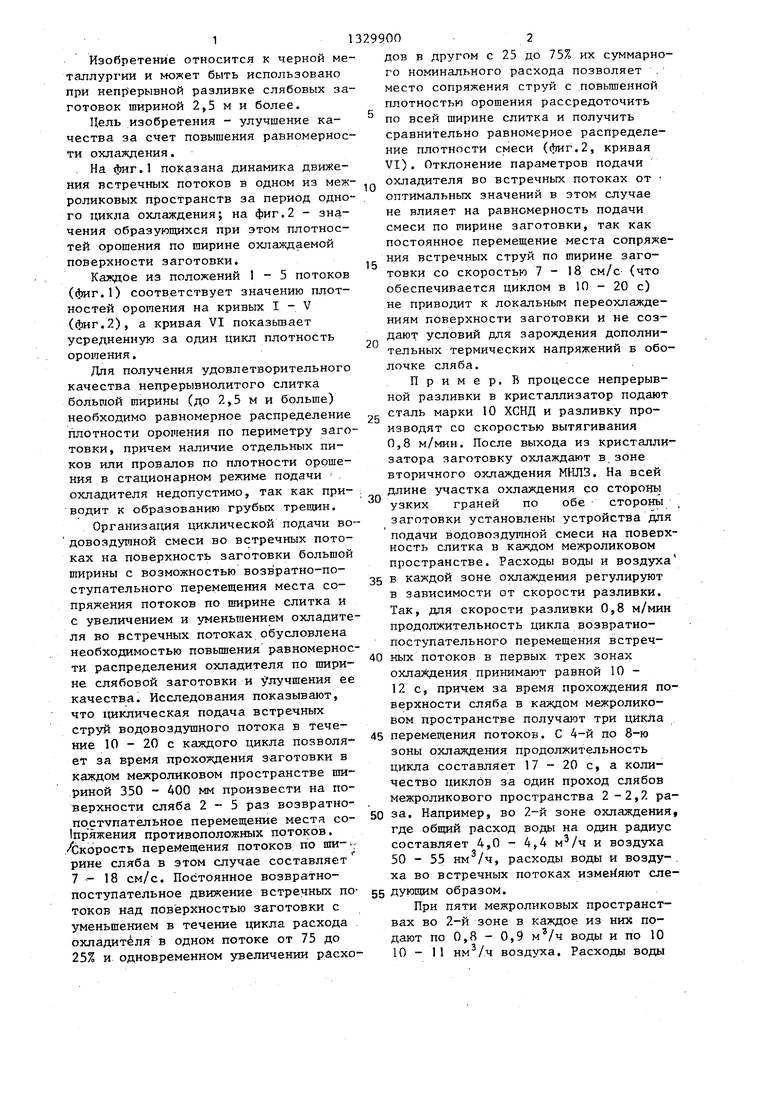
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения слябов большой ширины | 1986 |
|
SU1400771A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Способ настройки системы вторичного охлаждения непрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортамента | 1987 |
|
SU1586852A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2223162C1 |
| Устройство для поддержания заготовки при непрерывной разливке металлов | 1988 |
|
SU1618497A1 |
Изобретение относится к области металлургии, точнее к вторичному охлаждению при непрерьшном литье слябов. Цель изобретения - улучшение качества за счет повышения равномерности охлаждения. В процессе непрерывного литья в межроликовое, пространство зоны вторичного охлаждения подают циклически охладитель (водовоздушную смесь) в виде встречных потоков в те- чение 10 - 20 с, при зтом расходы охладителя изменяют в течение цикла в пределах 25 - 75% от их суммарного номинального расхода, что позволит осуществить перемещение места сопряжения потоков по ширине сляба со скоростью 7-18 см/с и получить равномерное распределение плотности смеси. 1 з.п.ф-лы, 2 ил.. i k/)
СС-I
сриеЧ
54
W il .jr k
-0.60 IZ
ffjuff.Zf
Редактор H. Швьщкая
Составитель P. Васильева
ТехредМ.Ходанич Корректор Г. Решетник
Заказ 3520/14
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Преимущества водовоздушного охлаждения | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
