Изобретение относится к металлургии, конкретнее к полунепрерывной разливке металлов.
Известна установка для полунепрерывной разливки металлов, включающая кристаллизатор, поддон, механизм вытягивания слитка, направляющие для перемещения поддона вместе со слитком. После разливки слиток удаляется с поддона при помощи крана в вертикальном положении. Под кристаллизатором расположена зона вторичного охлаждения, состоящая из форсуночных секций. Слиток охлаждается водой, распыливаемой форсунками.
Недостаток известной установки неудовлетворительное качество непрерывнолитых слитков из высоколегированных и сложнолегированных марок стали, склонных к трещинообразованию. Это объясняется тем, что слиток охлаждается водой, распыливаемой форсунками. В этих условиях слиток до полного затвердевания находится под воздействием интенсивного охлаждения, что вызывает увеличение темпеpатурных градиентов и термических напряжений сверх допустимых значений. Последнее вызывает брак слитков по внутренним и наружным трещинам.
Наиболее близким по технической сущности является установка для полунепрерывной разливки металлов, включающая кристаллизатор, поддон, механизм вытягивания слитка, направляющие для поддона, а также кантователь направляющих вместе со слитком. Зона вторичного охлаждения состоит из форсуночных секций, смонтированных на направляющих. Слиток в процессе разливки и после ее окончания до полного затвердевания охлаждается водой, распыливаемой форсунками. После полного затвердевания слитка направляющие кантуются на 90о, из которых слиток выдается на приемный рольганг при помощи поддона.
Недостаток известной установки неудовлетворительное качество непрерывнолитых слитков из высоколегированных и сложнолегированных марок стали, склонных к трещинообразованию. Это объясняется тем, что слиток после разливки до полного затвердевания охлаждается водой, распыливаемой форсунками. В этом случае слиток до полного затвердевания находится в условиях интенсивного охлаждения, что вызывает увеличение температурных градиентов и термических напряжений сверх допустимых значений. Последнее приводит к браку слитков по внутренним и наружным трещинам.
Цель изобретения улучшение качества непрерывнолитых слитков из высоко- и сложнолегированных марок стали, склонных к трещинообразованию.
Цель достигается тем, что установка полунепрерывной разливки металлов содержит кристаллизатор, поддон, механизм вытягивания поддона вместе со слитком, направляющие для поддона, привод кантовки направляющих. По периметру внутренней поверхности вдоль направляющих установлены трубы, соединенные с подводящими и отводящими патрубками. Расстояние от граней рабочей полости кристаллизатора до поверхности труб составляет 0,1-0,5 ширины рабочей полости кристаллизатора.
Улучшение качестве непрерывнолитых слитков из высоко- и сложнолегированных марок стали, склонных к трещинообразованию, будет происходить вследствие обеспечения необходимой закономерности охлаждения и теплоотвода от слитка в процессе его вытягивания до момента полного затвердевания и в процессе дальнейшего охлаждения. В этих условиях в слитке не будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения, что сократит брак слитков по внутренним и наружным трещинам.
Диапазон значений расстояний от граней рабочей полости кристаллизатора до поверхности труб в пределах 0,1-0,5 ширины рабочей полости кристаллизатора объясняется закономерностями теплоотвода от слитков из высоко- и сложнолегированных марок стали, склонных к трещинообразованию. При больших значениях не будет обеспечиваться теплоотвод от слитка. Меньшие значения устанавливать не имеет смысла с точки зрения обеспечения необходимого теплототвода от слитка. При этом будет происходить перегрев воды. Указанный диапазон устанавливается в обратной пропорциональной зависимости от ширины рабочей полости кристаллизатора.
Анализ научно-технической и патентной литературы показывает отсутствие отличительных признаков заявляемой установки с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "Изобретательский уровень".
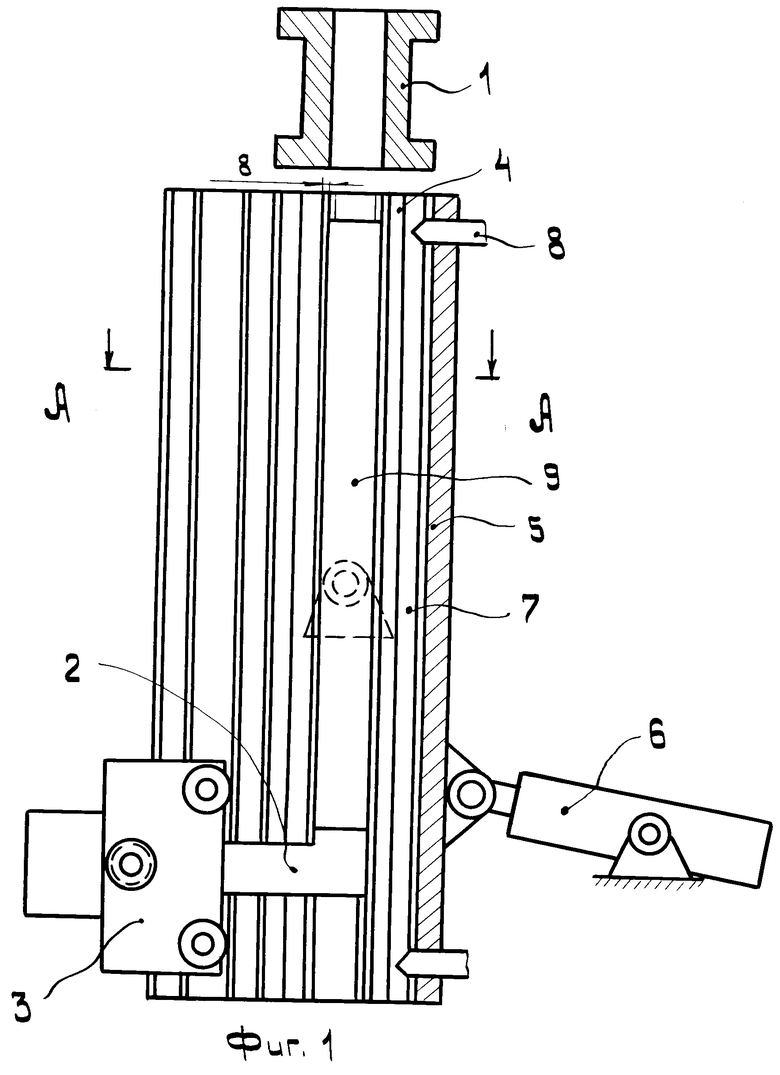
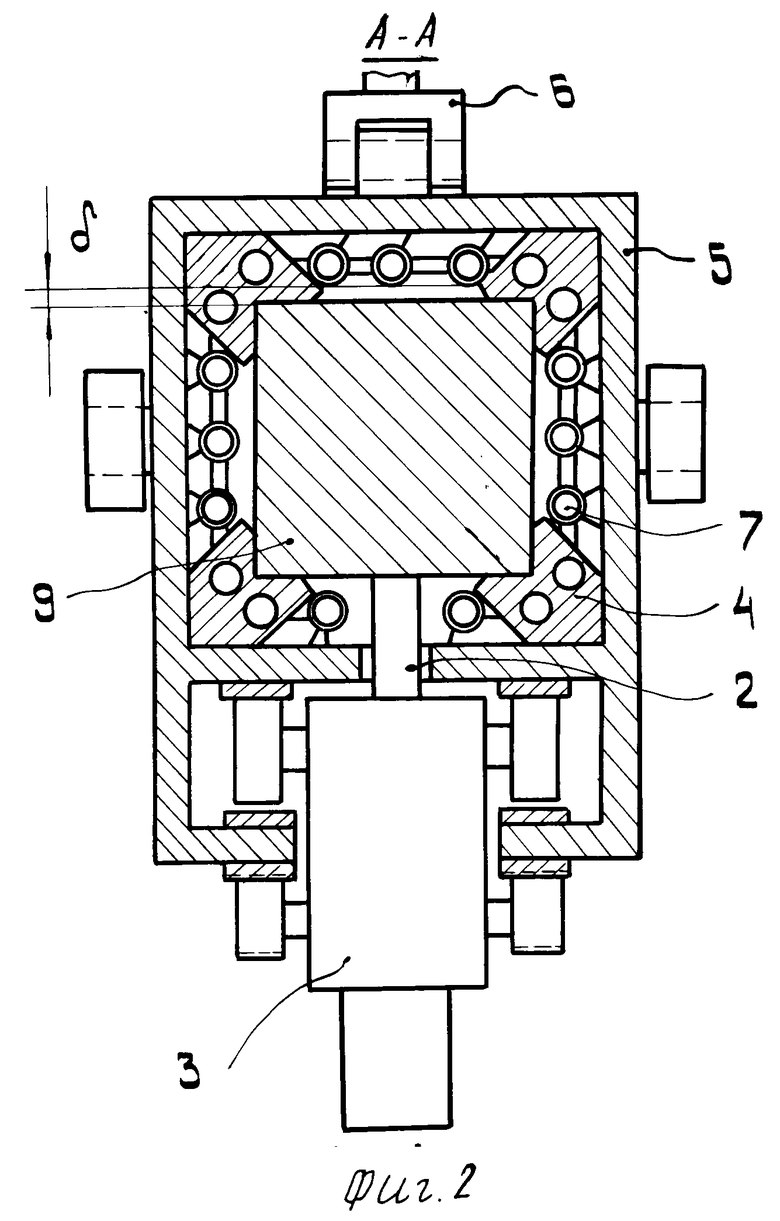
На фиг.1 показана установка для полунепрерывной разливки металлов, продольный разрез; на фиг.2 разрез А-А на фиг.1.
Установка для полунепрерывной разливки металлов состоит из кристаллизатора 1, поддона 2, механизма вытягивания 3, направляющих 4, корпуса 5, привода кантовки 6, трубы 7, патрубков 8. Позицией 9 обозначен слиток, δ расстояние от граней рабочей полости кристаллизатора до поверхности труб.
Установка для полунепрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе разливки в кристаллизатор 1 подается сталь марки ШХ-15, из которого вытягивается слиток 9. Слиток 9 опирается на затравку, укрепленную на поддоне 2. По граням слиток 9 направляется при помощи направляющих 4. Направляющие 4 укреплены в корпусе 5. Поддон 2 под действием привода 3 перемещается вдоль корпуса 5, опираясь на ходовые колеса. Привод 3 снабжен передачей, находящейся в зацеплении с зубчатой pейкой, установленной на внешней поверхности корпуса 5. По периметру внутренней поверхности корпуса 5 вдоль направляющих 4 установлены трубы 7 с подводящими и отводящими воду патрубками 8. Внешний диаметр труб 7 составляет 40 мм, внутренний 30 мм.
Расход воды в трубах по периметру корпуса 5 составляет 60-120 м3/ч. Расстояние от граней рабочей полости кристаллизатора 1 до поверхности труб 7 составляет 0,1-0,5 ширины рабочей полости кристаллизатора. После охлаждения слитка 9 корпус 5 с направляющими 4 кантуются на 90о под действием гидроцилиндра 6 и слиток 9 под действием поддона 2 выталкивается из корпуса 5 на отводящий рольганг.
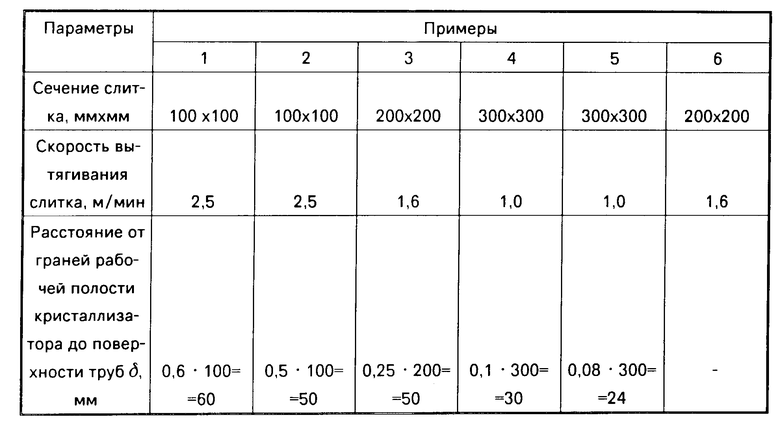
В таблице приведены примеры работы установки для полунепрерывной разливки металлов.
В первом примере не будет обеспечиваться необходимый теплоотвод от слитка вследствие большого расстояния от граней рабочей полости кристаллизатора до поверхности водоохлаждаемых труб.
В пятом примере будет происходить нагрев труб сверх допустимых значений вследствие малого расстояния от граней рабочей полости кристаллизатора до поверхности труб, что приведет к нарушению теплоотвода от слитка.
В шестом примере (прототипе) вследствие отсутствия водоохлаждаемых труб и наличия форсуночного охлаждения будет происходить переохлаждение поверхности слитка, что вызовет образование внутренних и наружных трещин.
В примерах 2-4 вследствие оптимального значения расстояния δ от граней кристаллизатора до поверхности труб будет отсутствовать разогрев и переохлаждение слитка из трещиночувствительных марок стали.
В общем случае установка применима для полунепрерывной разливки слитков различного сечения.
Применение предлагаемой установки полунепрерывной разливки слитков из трещиночувствительных марок стали позволяет сократить брак слитков по внутренним и наружным трещинам на 1,3%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033304C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1992 |
|
RU2021872C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
Сущность изобретения: установка для полунепрерывной разливки металлов включает кристализатор, корпус, поддон, механизм вытягивания поддона вместе со слитком, направляющие для поддона, привод кантовки направляющих. Для улучшения качества непрерывнолитных слитков из высоко- и сложнолегированных марок стали, склонных к трещинообразованию, по периметру внутренней поверхности корпуса вдоль направляющих установлены трубы, соединенные с подводящими и отводящими воду патрубками. Расстояние от граней рабочей полости кристаллизатора до поверхности труб составляет 0,1 0,5 ширины рабочей полости кристаллизатора. 2 ил. 1 табл.
УСТАНОВКА ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающая кристаллизатор, корпус с подводящими и отводящими воду патрубками, поддон, механизм вытягивания поддона, направляющие для поддона и привод кантовки направляющих, отличающаяся тем, что по периметру внутренней поверхности корпуса вдоль направляющих установлены трубы, соединенные с подводящими и отводящими патрубками, при этом расстояние от граней рабочей полости кристаллизатора до поверхности труб составляет 0,1-0,5 ширины рабочей полости кристаллизатора.
| Марченко И.К., Мошкевич Е.И | |||
| Производство стальных слитков полунепрерывным литьем | |||
| Киев: Техника, 1984, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
