Изобретение относится к металлургии, конкретнее, к охлаждению непрерывнолитых слитков водовоздушной смесью в процессе разливки.
Известен способ охлаждения при непрерывной разливке металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, охлаждение поверхности слитка водовозждушной смесью, распыливаемой форсунками, сгруппироваными в форсуночные секции, включение и отключение форсуночных секций по длине зоны вторичного охлаждения в зависимости от скорости вытягивания слитка [1]
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков, а также низкая стабильность и производительность процесса непрерывной разливки слитков. Это объясняется тем, что при изменении скорости вытягивания слитка в случае изменения длины зоны вторичного охлаждения слитка в отдельные форсунки не подается водовоздушная смесь, а также отдельно или вода или воздух. В этих условиях форсунки засоряются вследствие накопления в них отложений солей. В результате при повторном включении форсунок в процессе разливки не происходит охлаждение поверхности слитка с необходимой интенсивностью по его длине и ширине, что приводит к браку слитков по внутренним и наружным трещинам, а также к снижению выхода годных слитков.
Наиболее близким техническим решением к изобретению является способ охлаждения непрерывнолитого слитка, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, охлаждение поверхности слитка водовоздушной смесью, распыливаемой форсунками, сгруппированными в форсуночные секции, включение и отключение форсуночных секций по длине зоны вторичного охлаждения в зависимости от скорости вытягивания слитка, периодическое изменение расходов воды и воздуха в водовоздушной смеси [2]
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков, а также низкая стабильность и производительность процесса непрерываной разливки слитков. Это объясняется тем, что при отключении форсуночных секций в случае изменения скорости вытягивания слитка и изменения длины зоны вторичного охлаждения в форсунки не подают воду и воздух. В этих условиях форсунки и подводящие патрубки нагреваются от поверхности слитка, что вызывает отложение в них солей, выпадающих из воды, и как следствие их засорение. В случае повторного включения форсуночных секций при увеличении скорости вытягивания слитка водовоздушная смесь не проходит совсем или проходит частично через форсунки. В результате нарушается необходимая закономерность охлаждения слитка по его длине и ширине, что вызывает брак слитков по внутренним и наружным трещинам. При этом нарушается стабильность формирования непрерывнолитых слитков, что вызывает уменьшение выхода годных слитков и снижение производительности процесса непрерывной разливки.
Технический эффект при использовании предлагаемого способа заключается в повышении стабильности и производительности процесса непрерывной разливки, а также улучшении качества непрерывнолитых слитков.
Это достигается тем, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, охлаждают поверхность слитка водовоздушной смесью, распыливаемой форсунками, сгруппированными по форсуночным секциям, включают и отключают форсуночные секции по длине зоны вторичного охлаждения в зависимости от скорости вытягивания слитка, периодически изменяют расходы воды и воздуха в водовоздушной смеси.
В процессе непрерывной разливки при уменьшении скорости вытягивания в отключенных форсуночных секциях прекращают подавать воду, а расход воздуха увеличивают в 0,8-1,6 раза от рабочего значения. При повторном увеличении скорости вытягивания в подключаемых форсуночных секциях устанавливают рабочие расходы воды и воздуха.
Повышение стабильности и производительности процесса непрерывной разливки будет происходить вследствие устранения засорения форсунок при отключении и повторном включении из-за постоянного потока через сопла форсунок водовоздушной смеси или только воздуха.
Улучшение качества непрерывнолитых слитков будет происходить вследствие устранения нарушения необходимой закономерности охлаждения поверхности слитка при его длине и ширине из-за отсутствия засорения форсунок.
Диапазон увеличения расхода воздуха в пределах 0,8-1,6 от рабочего значения в случае отключения форсуночных секций объясняется закономерностями нагрева корпусов форсунок и подводящих патрубков от излучаемого тепла слитка и выпадания вследствие этого солей из воды, оставшейся в форсунках и патрубках. Кроме того, увеличенный расход воздуха позволяет постоянно выдувать их сопла форсунок частички окалины и грязи, скапливающиеся в трубопроводах и патрубке.
При меньших значениях расхода воздуха будет не хватать для надежной очистки форсунок и патрубков. Большие значения устанавливать для этих целей не имеет смысла, так как будет излишний расход воздуха. Указанный диапазон устанавливать в обратной пропорциональной зависимости от рабочего расхода воздуха в водовоздушной смеси через отдельную форсунку.
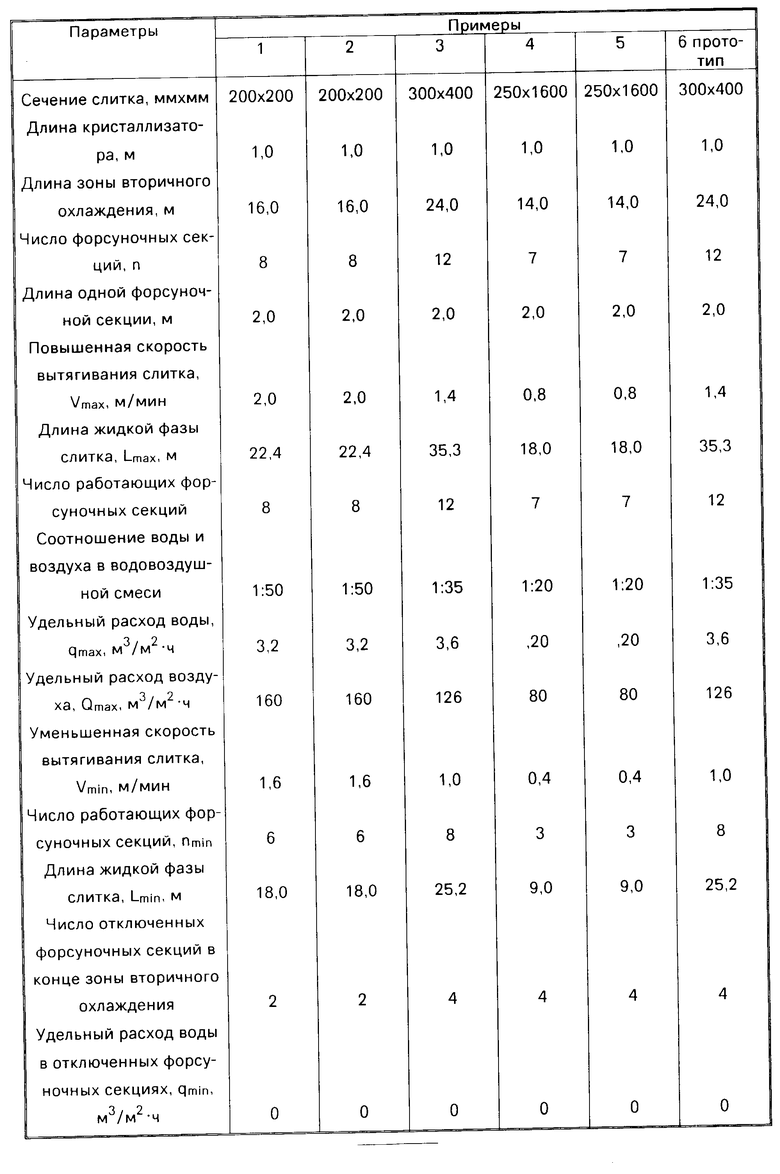
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток сечением 250х1600 мм с переменной скоростью. Поверхность слитка охлаждают водовоздушной смесью, распыливаемой форсунками, сгруппированными по форсуночным секциям. При уменьшении и увеличении скорости вытягивания слитка производят отключение форсуночных секций по длине зоны вторичного охлаждения в зависимости от изменения скорости вытягивания слитка. В процессе непрерывной разливки периодически изменяют расходы воды и воздуха в водовоздушной смеси. При уменьшении скорости вытягивания в отключаемых форсуночных секциях прекращают подавать воду, а расход воздуха увеличивают в 0,8-1,6 раза от рабочего значения.
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
При такой организации подачи воды и воздуха в отключенные секции позволяет исключить выпадание солей из воды в корпусах форсунок и патрубках при их нагреве от излучаемого тепла непрерывными слитками. При этом форсунки не засоряются, происходит их охлаждение проходящим воздухом, из патрубков и корпусов постоянно выдуваются частички грязи и ржавчины.
В первом примере форсунки и патрубки будут нагреваться сверх допустимых пределов, вследствие малого расхода воздуха, что вызовет отложение в них солей и накипи и как следствие засорение и прекращение подачи охладителя при повторном включении форсуночных секций. В этих условиях нарушится необходимая закономерность охлаждения поверхности слитков, что вызовет их брак по внутренним и наружным трещинам, а также снижение выхода годных слитков.
В пятом примере будет происходить излишний расход воздуха в отключенных форсуночных секциях, что приведет к снижению экономичности процесса разливки.
В шестом примере (прототипе) будет происходить засорение форсунок и патрубков вследствие их нагрева от тепла слитка из-за отсутствия подачи воздуха в форсунки. При этом будет нарушаться необходимая закономерность охлаждения слитков, что приведет к их браку и снижению выхода годного.
В примерах 2-4 засорение форсунок будет отсутствовать из-за их охлаждения продуваемым воздухом. В этих условиях не будет нарушаться необходимая закономерность охлаждения слитков, в них не будут возникать внутренние и наружные трещины.
В общем случае подача в форсунки только воздуха может осуществляться до начала процесса разливки и после его окончания на протяжении некоторого времени до полного охлаждения оборудования.
Применение предлагаемого способа позволяет снизить брак слитков по внутренним и наружным трещинам на 3% и повысить выход годных слитков на 2%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| УСТАНОВКА ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043845C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033304C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033303C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |

Предложен способ охлаждения непрерывно-литого слитка, включающий подачу в кристаллизатор металла и вытягивание из него слитка с переменной скоростью. Поверхность слитка охлаждают водовоздушной смесью, распыливаемой форсунками. При уменьшении и увеличении скорости вытягивания слитка производят отключение форсуночных секций по длине зоны вторичного охлаждения, при этом при уменьшении скорости вытягивания в отключаемых форсуночных секциях прекращают подавать воду, а расход воздуха увеличивают в 0,8 1,6 раза от рабочего значения. 1 табл.
СПОСОБ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА, включающий вытягивание из кристаллизатора слитка с переменной скоростью, охлаждение поверхности слитка водовоздушной смесью, распыливаемой форсунками, сгруппированными по форсуночным секциям, включение и отключение форсуночных секций по длине зоны вторичного охлаждения в зависимости от скорости вытягивания слитка и периодическое изменение расходов воды и воздуха в водовоздушной смеси, отличающийся тем, что в период уменьшения скорости вытягивания в отключаемых форсуночных секциях осуществляют подачу воздуха, расход которого увеличивают в 0,8 1,6 раза от рабочего значения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ непрерывной разливки металлов | 1981 |
|
SU971562A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
