Изобретение относится к строительству, а именно к производству обжатых предварительно напряженных железобетонных конструкций с внешней обоймой, работающих преимущественно на сжатие, например колонн, верхних поясов ферм и арок, опор ЛЭП и т.п.
Известен способ изготовления трубобетонного строительного элемента, включающий заполнение вертикально расположенной трубчатой обоймы бетонной смесью с одновременным ее уплотнением путем вибрирования и последующее твердение бетонной смеси в обойме.
Недостатком этого способа является низкая несущая способность изготавливаемого элемента из-за некачественного уплотнения бетонной смеси в трубчатой обойме вследствие ее расслоения и большой толщины уплотняемого слоя, а также незначительного сцепления бетонной смеси с обоймой, так как в последней отсутствует предварительное напряжение.
Наиболее близким техническим решением к изобретению является способ изготовления предварительного напряженного строительного элемента с внешней обоймой, включающий заполнение трубчатой обоймы бетонной смесью с одновременным ее уплотнением, герметизацию обоймы, обжатие бетонной смеси и отверждение ее под давлением. Обойму выполняют разъемной из двух частей, а объемное обжатие бетонной смеси осуществляют путем вдавливания одной части обоймы в другую.
Недостатком способа является низкая несущая способность изготавливаемого элемента из-за незначительного и неравномерного предварительного напряжения обоймы, так как напряжение последней обеспечивается только боковым давлением бетонной смеси, находящейся в статическом состоянии. Кроме того, в известном элементе напряжение обоймы уменьшается также из-за возникновения изгиба последней, что ведет к снижению несущей способности элемента.
Целью изобретения является повышение несущей способности элемента.
Это достигается тем, что при способе изготовления предварительно напряженного строительного элемента с внешней трубчатой обоймой, включающем заполнение трубчатой обоймы бетонной смесью с одновременным ее уплотнением, герметизацию обоймы, обжатие элемента и отверждение ее под давлением, обжатие элемента осуществляют путем оппозитного деформирования трубчатой обоймы в диаметральной плоскости до получения овального поперечного сечения.
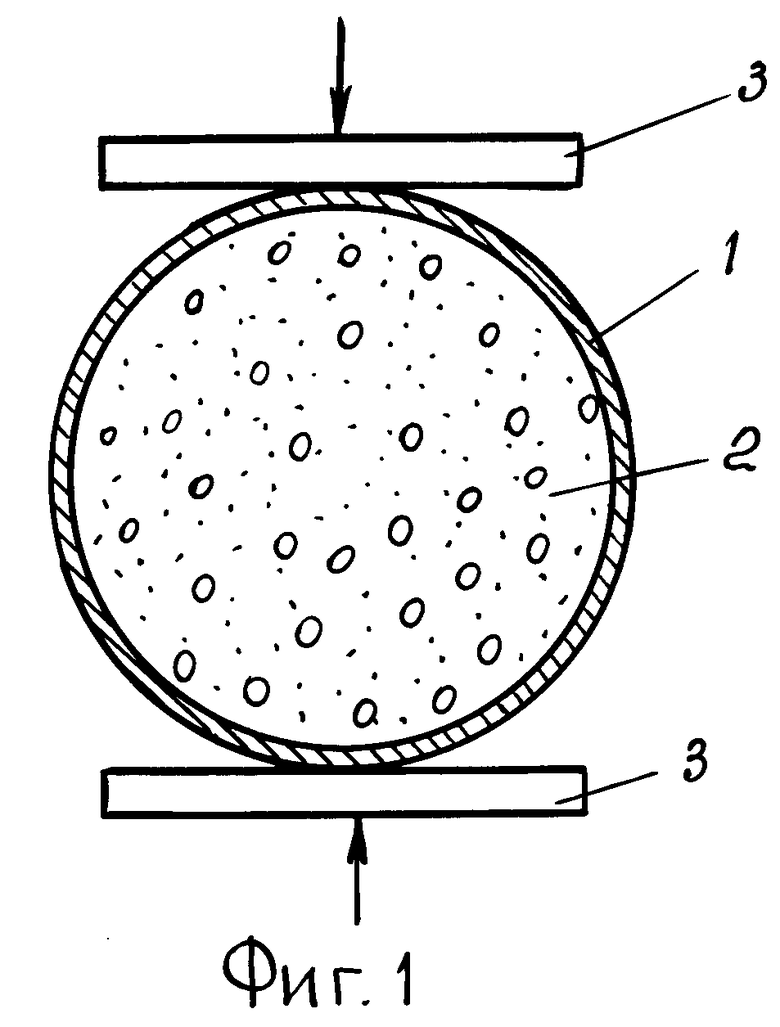
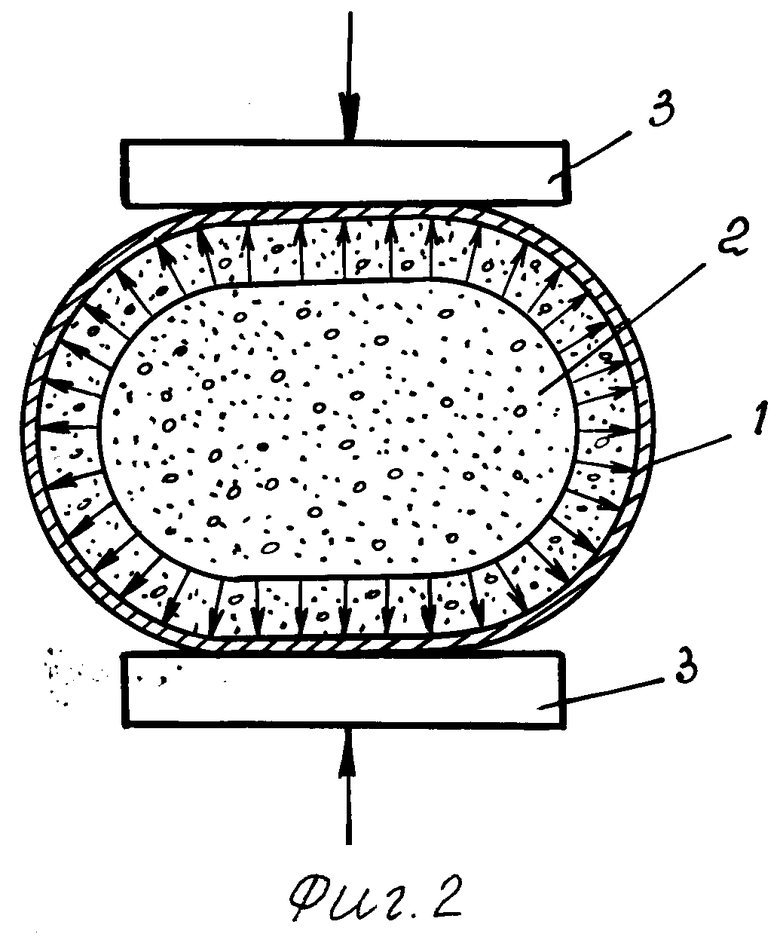
На фиг. 1 изображено поперечное сечение строительного элемента с внешней трубчатой обоймой в начальной стадии обжатия бетонной смеси; на фиг. 2 то же, на конечной стадии обжатия бетонной смеси.
Способ изготовления предварительно напряженного элемента с внешней трубчатой обоймой осуществляют следующим образом.
Трубчатую обойму 1 устанавливают на виброплощадке и герметизируют один ее конец. Через другой открытый торец трубчатую обойму 1 заполняют бетонной смесью 2, которую одновременно уплотняют путем вибрирования. После полного уплотнения бетонной смеси 2 герметизируют другой торец трубчатой обоймы 1 и устанавливают последнюю между плитами 3 пресса. Затем осуществляют обжатия элемента путем оппозитного деформирования трубчатой обоймы 1 в диаметральной плоскости до получения овального поперечного сечения обоймы 1. При этом величина оппозитного деформирования трубчатой обоймы 1, обеспечивающая эффективное повышение несущей способности изготавливаемого элемента и полученная экспериментальным путем, составляет 0,02-0,01-0,05d, где d начальный диаметр трубчатой обоймы, а продолжительность деформирования обоймы 1 до создания овального поперечного сечения составляет 0,5-1 ч.
После достижения трубчатой обоймой 1 элемента в поперечном сечении овальной формы его фиксируют плитами 3 пресса до полного отверждения бетона. Твердение бетонной смеси в деформированном состоянии элемента обеспечивает фиксацию внутреннего напряженного состояния как бетона, так и обоймы элемента. При этом напряженная внешняя трубчатая обойма элемента, обжимая бетон, сохраняет в нем высокий уровень обжатия.
В качестве внешней трубчатой обоймы для изготовления элементов были использованы отрезки стальных труб с внутренним диаметром 100 мм, толщиной стенки 2 мм и длиной 0,45 м. Предел текучести материала трубчатой обоймы равен 410 МПа.
Полость трубы заполняли бетонной смесью:
состава I цемент: песок 1:3;
состава II цемент: песок щебень 1: 3, 1:1,63.
Из каждого состава I и II бетонной смеси было изготовлено по 2 образца, в том числе:
в опыте 1 4 бетонных образца без обоймы;
в опыте 2 4 бетонных образца с внешней обоймой, в которых деформирование обоймы и обжатие бетонной смеси не производилось (по способу, взятому за аналог);
в опыте 3 4 бетонных образца с внешней обоймой, которая состоит из двух полуоболочек (по способу, взятому за прототип);
в опыте 4 6 серий по 4 бетонных образца с внешней трубчатой обоймой, подвергаемой различной степени деформирования по предложенному способу.
Изготовление образцов осуществляли в описанной последовательности. При этом уплотнение бетонной смеси осуществляли на виброплощадке с частотой колебаний 3000 кол/мин и амплитудой 0,3 мм.
При оппозитном деформировании трубчатой обоймы контролировали величину усилия сжатия пресса и величину деформации обоймы в диаметральной плоскости, а также величину радиального напряжения в обойме. Контроль указанных величин вели тензодатчиками и индикаторами.
Для отвода излишней воды из бетонной смеси в обойме выполняли отверстия диаметром 2 мм, которые располагали вдоль образующей сверху и снизу обоймы с шагом 20 мм.
В опыте 4 в сериях 4 и 5 деформирование трубчатой обоймы с 4,3 до 6 мм происходило при текучести материала обоймы, а в серии 6 при деформировании обоймы с 5,8 до 6,0 мм произошел разрыв обоймы вдоль образующей в средней части элемента.
Образцы твердели в течение 8 ч при созданных в оболочках деформациях, после чего их извлекали из-под пресса.
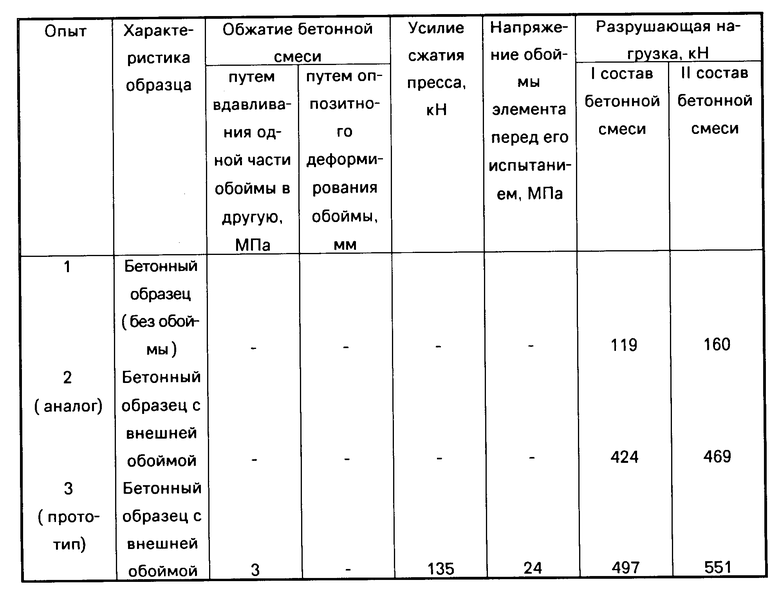
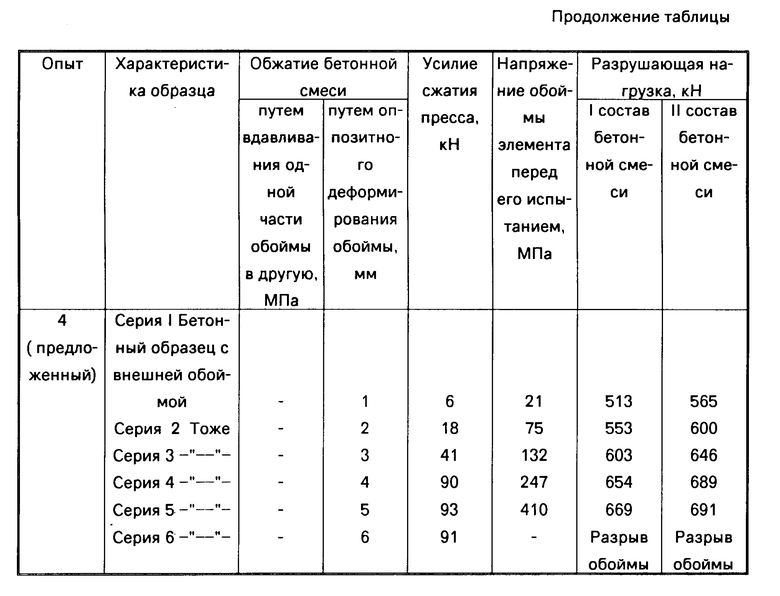
Результаты испытаний образцов на центральное сжатие приведены в таблице.
Результаты исследований показывают, что строительные элементы, изготовленные по предлагаемому способу (опыт 4, серии 2-5), имеют несущую способность на 11-35% выше, чем у прототипа (опыт 3), а усилия, необходимые для деформирования обоймы по предлагаемому способу, в 1,4-7,4 раза меньше усилий, необходимых для деформирования обоймы, по прототипу.
Изготовление элемента с деформированием обоймы меньше 2 мм (опыт 4, серия 1) нецелесообразно из-за незначительного увеличения несущей способности элемента, так как при этом не обеспечивается достижение в элементе максимального уплотнения смеси и напряжения обоймы.
Изготовление элемента с деформированием обоймы более 5 мм (опыт 4, серия 6) невозможно из-за возникновения разрыва материала обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительного напряженного арочного элемента с внешней обоймой | 1991 |
|
SU1795015A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1756508A1 |
| Способ изготовления предварительного напряженного строительного элемента с внешней обоймой | 1988 |
|
SU1618668A1 |
| Устройство для группового изготовления линейных бетонных и железобетонных изделий | 1990 |
|
SU1749037A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОБЕТОННЫХ ЭЛЕМЕНТОВ СТАЛЬНОЙ ДВУХВЕТВЕВОЙ КОЛОННЫ | 2011 |
|
RU2477773C1 |
| Способ формования бетонных изделий | 2022 |
|
RU2778921C1 |
| Способ изготовления сжатого железобетонного призматического элемента и устройство для его изготовления | 1981 |
|
SU1021749A1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ | 2012 |
|
RU2494204C1 |
| Способ усиления железобетонной колонны после техногенных воздействий | 2020 |
|
RU2754526C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ | 2007 |
|
RU2339776C1 |
Изорбретение относится к производству предварительно напряженных железобетонных строительных элементов с внешней обоймой, работающих преимущественно на сжатие, и позволяет повысить их несущую способность и упростить процесс изготовления. Для этого металлическую трубчатую обойму заполняют бетонной смесью с одновременным ее уплотнением путем вибрирования. После полного уплотнения смеси концы обоймы герметизируют, устанавливают последнюю между плитами пресса и осуществляют обжатие бетонной смеси путем оппозитного деформирования трубчатой обоймы в диаметральной плоскости до получения овального поперечного сечения. После этого элемент извлекают из-под пресса, он готов к восприятию нагрузок. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА С ВНЕШНЕЙ ТРУБЧАТОЙ ОБОЙМОЙ, включающий заполнение обоймы бетонной смесью с одновременным ее уплотнением, герметизацию обоймы, обжатие элемента, отверждение смеси под давлением, отличающийся тем, что обжатие элемента осуществляют путем оппозитного деформирования трубчатой обоймы в диаметральной плоскости до получения овального поперечного сечения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления предварительного напряженного строительного элемента с внешней обоймой | 1988 |
|
SU1618668A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
