Изобретение относится к строительству и может быть использовано при производстве предварительно напряженных железобетонных изделий, например, плит, ригелей, колонн, свай, опор Л ЭП и дымовых труб.
Известен способ изготовления предварительно напряженных железобетонных изделий, включающий установку в форму продольной арматуры, ее натяжение, уклад ку и уплотнение бетонной смеси, термообработку арматуры осуществляют в период изотермической выдержки при достижении бетоном прочности 40 - 50% от марочной.
Недостатком данного способа является низкая несущая способность изготавливаемых элементов за счет низкой прочности . бетона на сжатие, а также низкая трещино- стойкость изготавливаемого элемента за счет низкой прочности бетона на растяжение.
Наиболее близким техническим решением к предлагаемому является способ изготовления предварительно напряженных железобетонных изделий, включающий установку в форму продольной арматуры, натяжение ее до начального контролируемого напряжения, укладку и уплотнение бетонной смеси, твердение бетона и отпуск натяжения продольной арматуры. Причем отпуск натяжения арматуры осуществляют после приобретения бетоном необходимой прочности.
ел о ел о
00
Недостатком известного способа является низкая несущая способность изготавливаемых изделий за счет низкой прочности бетона на сжатие и наличия начальных трещин в бетоне от усилий предварительного напряжений, а также низкая трещиностой- кость изделия за счет низкой прочности бетона на растяжение и передачи усилий предварительного напряжения на затвердевший бетон, в котором при зтсм возникают микродефекты, способствующие образованию трещин в изделии
Цель изобретения - повышение несущей способности и трещиностойкости изделий
Поставленная цель достигается тем, что в способе изготовления предварительно на- пряженныхжелезобетонных изделий, включающем установку в форму продольной арматуры, натяжение ее до начального контролируемого напряжения, укладку и уплотнение бетонной смеси, твердение бетона, отпуск натяжения продольной арматуры согласно изобретению, отпуск натяжения продольной арматуры начинают в момент начала схватывания бетонной смеси и ведут со скоростью, определяемой по формуле,
v - дм
t2 -Т1
где dps - начальное контролируемое напряжение продольной арматуры, МПа,
t2 - время достижения бетоном передаточной прочности, ч;
ti - время до начала схватывания бетонной смеси, ч;
до достижения бетоном передаточной прочности при одновременном его твердении
Способ изготовления предварительно напряженных железобетонных элементов осуществляется следующим образом
В форму устанавливают продольную арматуру и натягивают ее до начального контролируемого напряжения, соответствующего классу бетона, арматуры и конструкции, после чего арматуру фиксируют в форме Натяжение арматуры производят с помощью натяжных устройств, например домкрата После этого в форму укладывают бетонную смесь и уплотняют ее В момент начала схватывания бетонной смеси определяемый известным способом, начинают отпуск натяжения продольной арматуры В бетонной смеси в момент начала ее схватывания происходит интенсивный рост прочности, поэтому начало отпуска арматуры именно в этот момент позволяет создать в бетонной смеси эффект залечивания образующихся при сжатии и растяжении бетонной смеси силовых микротрещин путем усиления направленного роста кристаллов в бетонной смеси равномерно нарастающим давлением от продольной арматуры.
Отпуск натяжения арматуры ведут со скоростью, определяемой по формуле
10
v
12 - t1
где Ops - начальное контролируемое предварительное напряжение продольной арматуры, МПа;
t2 - время достижения бетоном передаточной прочности, ч;
ti - время начала схватывания бетонной смеси, ч.
Причем отпуск натяжения арматуры ведут до достижения бетоном передаточной прочности при одновременном его твердении После этого продольную арматуру обрезают и изделие извлекают из формы Режим, характеризующий скорость отпуска натяжения продольной арматуры и определяемый по указанной математической зависимости, позволяет плавно регулировать рост кристаллов в бетонной смеси, что обеспечивает залечивание в ней возникающих силовых микротрещин и других дефектов по мере набора бетоном изделия прочности, а также полностью сбросить предварительное напряжение с арматуры на бетон к моменту достижения передэточной прочности, что приводит к повышению сцепления бетона с арматурой и исключение возникновения усадочных трещин при изготовлении изделия Все это позволяет повысить несущую способность и трещиностойкость изделия
Указанная математическая зависимость позволяет учитывать условия твердения бетонной смеси, от которых зависит продолжительность твердения, так, иапример при тепловлажностной обработке вре- мч твердения бетонной смеси уменьшается, а следовательно, возрастает скорость отпуска натяжения арматуры по мере набора бетоном изделия передаточной прочности
0 Начинать отпуск натяжения арматуры раньше начала схватывания бетонной смеси нецелесообразно, так как это вызвает значительные потери предварительного напряжения арматуры вследствие слабого сцепления
5 ее с бетоном и малой прочности последнего, что приводит к резкому снижению трещино- стойкосги и несущей способности изделия
Отпуск натяжения продольной арматуры, который осуществляют позже начала
момента схватывания бетонной смеси, приводит к уменьшению возможности бетона изделия залечивать возникающие мик- родефекты из-за резкого снижения интенсивности роста кристаллов в бетон- ной смеси. Это ведет к снижению несущей способности и трещиностойкости изготавливаемого изделия.
Для обоснования преимущества предлагаемого способа изготовления предва- рительно напряженных железобетонных изделий по сравнению с прототипом были проведены лабораторные испытания образцов, изготовленных в опытах 1 и 2 - по известному способу, в опытах 3 и А - по предлагаемому способу, в опыте 5 - по способу, в котором отпуск арматуры начинали в момент окончания схватывания бетонной смеси и вели со скоростью, соответствующей скорости в заявленном способе и ука- занной в опытах 3 и 4. в опытах 6 и 7 - по способу, в котором отпуск арматуры начинали в момент начала схватывания бетонной смеси и вели со скоростью, выходящей за пределы скоростей опытов 3 и 4.
Образцы изготавливали размером 10x20x200 см из бетонной смеси жесткостью 60 с. В качестве арматуры использовали стержень диаметром 16 мм класса A-IV. В образцах (опыты 1,3,5,6, и 7), испытывав- мых на растяжение, стержень располагали по центральной оси сечения, а в образцах (опыты 2 и А), испытываемых на изгиб, стержень смещали к нижней растянутой грани и располагали от нее на расстоянии 3 см, В каждом опыте изготавливали по одному образцу.
Начало схватывания бетонной смеси происходит через 2 ч 10 мин
Окончание схватывания бетонной сме- си соответствует 3 ч 50 мин.
Передаточную прочность бетон достиг через 20 сут (480 ч). Величина начального контролируемого предварительного напряжения продольной арматуры во всех опытах равна 400 МПа Эту величину контролировали по манометру домкрата и по тензодатчикам, наклеенным на арматурный стержень,
В опытах 1 и 2 отпуск натяжения про- дольной арматуры осуществляли через 20 суттвердения бетона в нормальных условиях и вели в течение 5 мин.
В опытах 3 И 4 отпуск натяжения продольной арматуры начинали в момент на- чала схватывания бетонной смеси, т.е. через 2 ч.10 мин и вели в течение 20 сут.
В опыте 5 отпуск натяжения продольной арматуры начинали в момент окончания схватывания бетонной смеси, т е. через 3 ч.
5 мин после затвердения смеси водой и вели в течение 20 сут,
В опыте 6 отпуск натяжения продольной арматуры начинали в момент начала схватывания бетонной смеси, т.е. через 2 ч 10 мин и вели в течение 10 сут.
В опыте 7 отпуск натяжения предельной арматуры начинали в момент начала схватывания бетонной смеси, т.е через 2 ч 10 мин и вели в течение 30 сут.
Все изготовленные образцы до испытания хранились в форме, Образцы испытывали в возрасте 35 сут. Испытание образцов осуществляли на 100-тонной гидравлической машине.
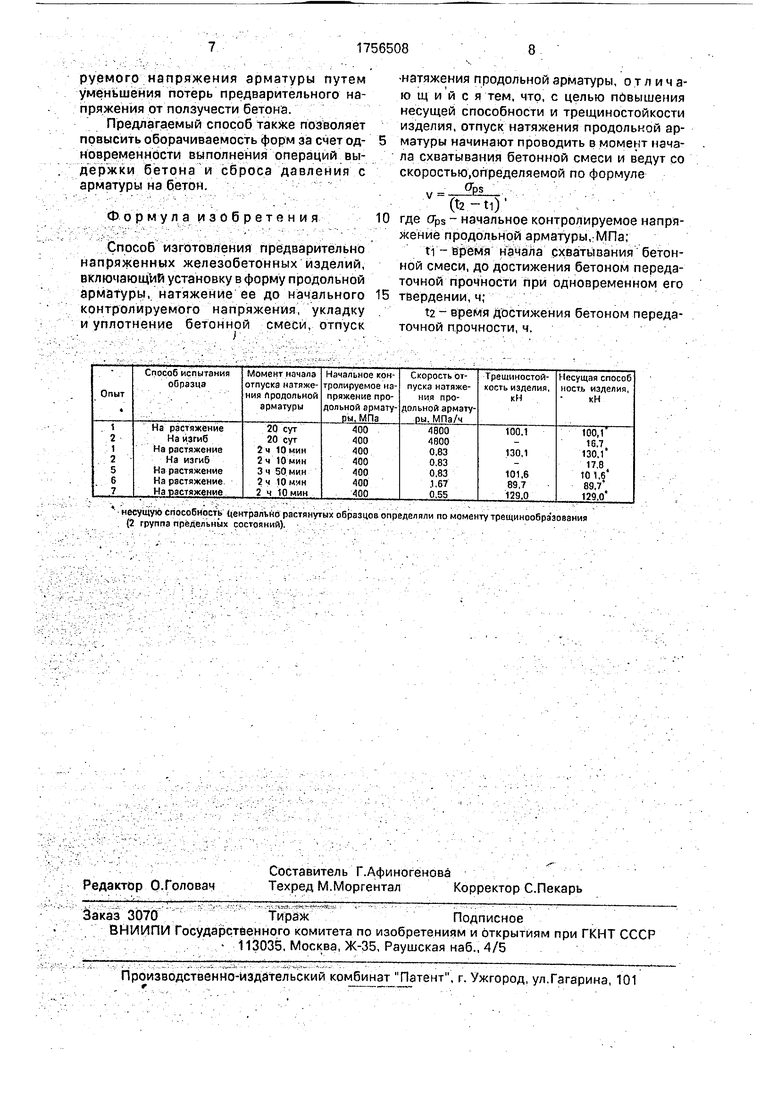
Результаты испытания образцов приведены в таблице.
Результаты испытаний показывают, что трещиностройкость изделий, изготовленных по предлагаемому способу по сравнению с изделиями, изготовленными по прототипу, повысились на 30%, а несущая способность их увеличивалась на 7 - 30%
Изготовление образцов по способам с режимами, приведенными в опытах 5-7, нецелесообразно, так как изделие, изготовленное в опыте 5, имеет в 1,28 раза ниже трещиностойкость по сравнению с изделием, изготовленным по предлагаемому способу. Это происходит вследствие возникновения значительного числа микротрещин и других дефектов в изделии из-за приложения давления к сложившейся к моменту окончания схватывания структуре бетона, имеющего в этот период очень низкую прочность. Изделие, изготовленное в опыте 6, имеет в 1,45 раза ниже трещиностойкость по сравнению с изделием, изготовленным по предлагаемому способу. Это происходит из-за больших потерь предварительного напряжения в продольной арматуре (157 МПа по показаниям тензодзтчиков), так как усилия напряжения с арматуры передаются при высокой скорости на слабый бетон. Хотя изделие, изготовленное в опыте, имеет высокую трещиностойкость, однако при этом значительно увеличивается время изготовления изделия из-за низкой скорости отпуска усилий натяжения с арматуры на бетон.
Преимуществом предлагаемого способа изготовления железобетонных изделий по сравнению с прототипом является повышение до 30% несущей способности и на 20 - 30% трещиностойкости изделия за счет повышения прочности бетона и значительного уменьшения в нем дефектов структуры.
Кроме того, предлагаемый способ позволяет снизить расход арматуры за счет снижения необходимой величины контролируемого напряжения арматуры путем уменьшения потерь предварительного напряжения от ползучести бетона.
Предлагаемый способ также позволяет повысить оборачиваемость форм за счет одновременности выполнения операций выдержки бетона и сброса давления с арматуры на бетон.
Формула изобретения
Способ изготовления предварительно напряженных железобетонных изделий, включающий установку в форму продольной арматуры, натяжение ее до начального контролируемого напряжения, укладку и уплотнение бетонной смеси, отпуск
0
5
натяжения продольной арматуры, отличающийся тем, что, с целью повышения несущей способности и трещиностойкости изделия, отпуск натяжения продольной арматуры начинают проводить в момент начала схватывания бетонной смеси и ведут со скоростью,определяемой по формуле
у °Р
(t2-tl)
где 7ps - начальное контролируемое напряжение продольной арматуры, МПа,
ti - время начала схватывания бетонной смеси, до достижения бетоном передаточной прочности при одновременном его твердении, ч;
t2 - время достижения бетоном передаточной прочности, ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1747632A2 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU594278A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ ОПОРЫ КОНТАКТНОЙ СЕТИ | 1994 |
|
RU2085678C1 |
| Железобетонная колонна | 1980 |
|
SU964087A1 |
| Способ изготовления предварительно напряженных железобетонных конструкций и устройство для его осуществления | 1991 |
|
SU1799970A1 |
| Способ изготовления предварительно напряженных железобетонных свай | 1986 |
|
SU1382912A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1434061A1 |
| Способ изготовления предварительно напряженной железобетонной балки | 1986 |
|
SU1418444A1 |
| Устройство для отпуска натяжения арматуры железобетонных изделий | 1983 |
|
SU1110883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИБРОЦЕМЕНТНЫХ КОМПОЗИЦИЙ | 2005 |
|
RU2303022C1 |
Использование, в производстве предварительно напряженных железобетонных изделий, таких как ригели, колонны, плиты и т.п. Сущность изобретения: в форму устанавливают продольную арматуру и натягивают ее до начального контролируемого напряжения с помощью домкратов; арматуру фиксируют в форме, после чего укладывают и уплотняют бетонную смесь, в момент начала схватывания бетонной смеси, определяемой любым известным способом, начинают отпуск натяжения продольной арматуры и ведут его со скоростью, определяOps емой по формуле: v где Ops t2 -ti начальное контролируемое преднапряже- ние продольной арматуры, МПэ; t2 - время достижения бетоном передаточной прочности; t2 - время начала схватывания бетонной смеси, ч. Причем отпуск натяжения арматуры с указанной скоростью ведут до достижения бетоном передаточной прочности при одновременном его твердении. 1 табл. сл С
несущую способность центрально растянутых образцов определяли по моменту трещинообра зования (2 группа предельных состояний)
| Способ изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1434061A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Байков В.Н и др | |||
| Железобетонные конструкции | |||
| - М.: Стройиздат | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| а и б. | |||
