Изобретение относится к строительству, а именно к технологическому оборудованию для производства линейных элементов из бетона или железобетона, твердеющего под давлением, например, колонн, ригелей, свай и других строительных элементов.
Известна пресс-форма для изготовления изделий из бетонных смесей, содержащая камеру гидростатического прессования с эластичной рубашкой, установленный в камере формообразующий вкладыш, выполненный в виде четырех жестких элементов Г-образного поперечного сечения, в каждом из которых образован продольный паз для размещения упругого фильтра и торца смежного элемента 1.
Известна также пресс-форма для изготовления изделий из бетонных смесей, в гидростатической камере которой размещен формообразующий вкладыш, выполненный в виде Г-образных жестких элементов с направляющими пазами, в которых расположены концы упоров, выполненных в виде жестко связанных и сблокированных попарно параллельных плит, а в полостях, образованных кронштейнами смежных элементов, размещены эластичные камеры, соединенные с источником давления и контактирующие с упорами 2.
Наиболее близким к предлагаемому является установка для изготовления линейных железобетонных элементов, содержащая вертикально установленную
2
ю о
со ч
замкнутую неразъемную форму с торцовыми крышками, внутри которой расположены соединенные с источником сжатого воздуха или жидкости пустотелые пресс-элементы со штампами 3.
Недостатком известной установки является сложность конструкции за счет наличия в ней большого количества сложных подвижных деталей, а также низкая несущая способность изготавливаемых изделий за счет того, что известная установка не позволяет обеспечить достаточное отжатие излишков воды и воздуха из бетонной смеси и не позволяет создать в бетоне изготавливаемого изделия равномерное напряженное состояние.
Цель изобретения - упрощение конструкции и повышение несущей способности изготавливаемых бетонных и железобетонных изделий.
Поставленная цель достигается тем, что в устройстве для группового изготовления линейных бетонных и железобетонных изделий, содержащем вертикально установленную замкнутую неразъемную форму с торцовыми крышками, внутри которой расположены соединенные с источником сжатого воздуха или жидкости пустотелые пресс-элементы со штампами, внутренние поверхности бортов формы снабжены продольными направляющими прямоугольного сечения, расположенными дискретно по периметру формы перпендикулярно торцовым крышкам, а на одной из торцовых крышек перпендикулярно закреплены промежуточные продольные направляющие прямоугольного сечения, образующие с продольными направляющими бортов гнезда, в которых установлены пресс-элементы со штампами, при этом штампы образуют составные опалубки по количеству изготавливаемых элементов, причем кромки смеж- ных граней направляющих выполнены срезанными плоскостью, перпендикулярной торцовым крышкам.
На фиг. 1 изображено устройство для изготовления, например четырех, линейных бетонных и железобетонных изделий, общий вид с частичным вырезом; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрагмент устройства на стадии заполнения формы бетонной смесью; на фиг. 4 - фрагмент устройства во время процесса обжатия бетонной смеси; на фиг, 5 - фрагмент устройства на стадии извлечения изделий из опалубки.
Устройство для группового изготовления линейных бетонных и железобетонных изделий состоит из замкнутой неразрезной формы 1 с нижней 2 торцовой и верхней 3 торцовой крышками. Внутренние поверхности бортов формы 1 снабжены продольными направляющими 4 прямоугольного сечения, расположенными дискретно по периметру формы 1 перпендикулярно торцовым крышкам 2 и 3, а на торцовой крышке 2 перпендикулярно закреплена промежуточная продольная направляющая 5. Причем кромки б смежных граней направляющих 4 и 5 выполнены срезанными плоскостью, пер0 пендикулярной торцовым крышкам 2 и 3. Направляющие 4 и 5 образуют гнезда в которых установлены пресс-элементы 7 со штампами 8, образующие составные опалубки по количеству изготавливаемых эле5 ментов 9. Каждый пресс-элемент 7 выполнен в виде, например, полой эластичной камеры 10, одна из стенок которой жестко соединена, например приклеена, к внутренней поверхности неразъемной фор0 мы 1 между направляющими 4, а противоположная стенка приклеена к штампу 8. Полость камеры 10 снабжена равномерно расположенными по длине пресс-элемента
7стяжками 11, предназначенными для быс- 5 трого сжатия камеры 10 и. соответственно,
возвращения штампа 8 в первоначальное положение. Пресс-элементы 7 могут быть выполнены также из тонколистового металла или пластмассы.
0 Штампы 8 представляют собой жесткую пластину со следующими размерами: длина штампа равна длине изготавливаемого элемента, ширина - ширине изготавливаемого элемента, а высота - 0,3-0,6 ширины штам5 па. Высота срезанных кромок б направляющих 4 и 5 составляет 0,2-0,5 высоты штампа 8, а общая высота каждой направляющей 4 и 5 равна высоте пресс-элемента 7 со штампами 8, т.е. тому конечному рабочему поло0 жениюсмежных штампов 8, когда их кромки контактируют друг с другом, образуя опалубку элемента 9.
Предлагаемая форма продольных направляющих 4 и промежуточной продоль5 ной направляющей 5 и указанное соотношение размеров элементов позволяют вдоль каждого ребра изготавливаемого элемента 9 образовать продольный канал 12, предназначенный для отвода излишков
0 воды и воздуха в процессе изготовления элемента 9. Кроме того, предлагаемое конструктивное выполнение элементов устройства позволяет обеспечить равномерное объемное обжатие бетонной смеси за счет
5 создания равномерного движения штампов
8относительно направляющих 4 и 5, а также позволяет обеспечить защиту эластичных пресс-элементов 7 от разрыва.
Вывод воды и воздуха из каналов 12 осуществляется через нижнюю торцовую
крышку 2 установки.1 Полости пресс-элементов 7 соединены посредством штуцеров 13с источником сжатого воздуха или жидкости. В качестве рабочей жидкости используется вода, масло или специальные смеси, которые подаются в камеру 10 под давлением 1-5 МПа.
Устройство работает следующим образом.
Замкнутую неразъемную форму 1 устанавливают вертикально и с нее снимают верхнюю торцовую крышку 3. Пресс-элементы 7 со штампами 8, расположенные между направляющими 4 и 5 и образующие штампами 8 составные опалубки, находятся в сжатом нерабочем положении. В случае формования железобетонного элемента в составные опалубки, образованные штампами 8, устанавливают каркас (не показан). Опалубку заполняют бетонной смесью и форму 1 сверху закрывают крышкой 3. В эластичные камеры 10 пресс-элементов 7 через штуцера 13 подают воздух или жидкость под давлением 1-5 МПа.
При этом пресс-элементы 7 начинают медленно расширяться, растягивая стяжки 11. Пресс-элементы 7, постепенно расширяясь, приводят в движение штампы 8, которые начинают обжимать бетонную смесь изготавливаемых элементов 9 и вовлекают ее в движение. При этом срезанные кромки б направляющих 4 и 5 и торцовые стенки штампов 8 образуют у ребер изготавливаемого элемента 9 продольные каналы 12, в которые устремляются по градиенту давления отжимаемые из бетонной смеси вода и воздух. Движение излишков воды и воздуха из бетонной смеси в каналы 12 образует у ребер изготавливаемых элементов 9 капиллярные каналы. К моменту окончания обжатия смеси и соединения кромок смежных
штампов 8 капиллярные каналы закрываются. После этого бетонная смесь элементов 9 твердеет под созданным давлением до достижения разопалубочной прочности. Затем давление в пресс-элементах 7 сбрасывают, стяжки 11 за счет свои:, упругих свойств сжимают полость пресс-элементов 7 и штампы 8, отрываясь от граней элементов 9, возвращаются в первоначальное положение. Крушку 3 снимают с формы 1 и готовые элементы 9 извлекают из формы 1.
Формула изобретения
Устройство для группового изготовления линейных бетонных и железобетонных изделий, содержащее вертикально установленную замкнутую неразъёмную форму с торцевыми крышками, внутри которой расположены соединенные с источником сжатого воздуха или жидкости пустотелые пресс-элементы со штампами, отличающееся тем, что, с целью упрощения конструкции и повышения несущей способности
изготавливаемых изделий, внутренние поверхности бортов формы снабжены продольными направляющими прямоугольного сечения, расположенными дискретно по периметру формы перпендикулярно к торцевым крышкам, на одной из торцевых крышек перпендикулярно закреплены промежуточные продольные направляющие прямоугольного сечения, образующие с продольными направляющими бортов гнезда, в которых установлены пресс-элементы со штампами, при этом штампы образуют составные опалубки по количеству изготавливаемых элементов, причем кромки смежных граней направляющих выполнены
срезанными плоскостью, перпендикулярной к торцевым крышкам.
г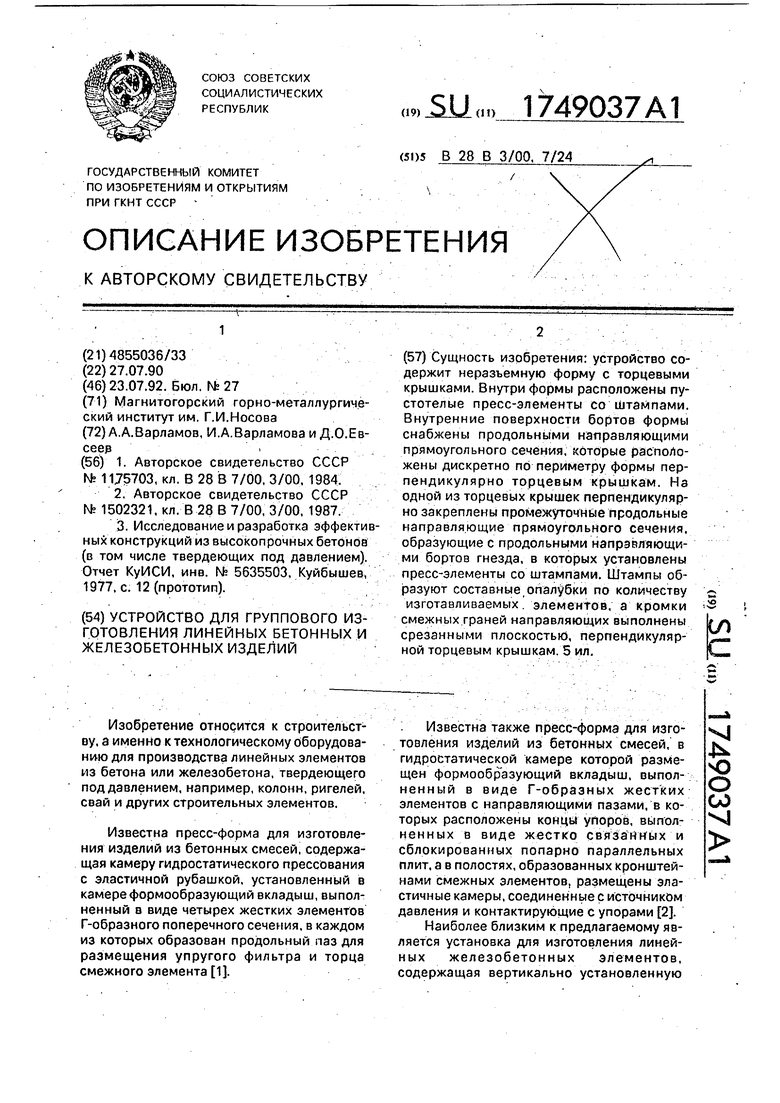


Сущность изобретения: устройство содержит неразъемную форму с торцевыми крышками. Внутри формы расположены пустотелые пресс-элементы со штампами. Внутренние поверхности бортов формы снабжены продольными направляющими прямоугольного сечения, которые расположены дискретно по периметру формы перпендикулярно торцевым крышкам. На одной из торцевых крышек перпендикулярно закреплены промежуточные продольные направляющие прямоугольного сечения, образующие с продольными направляющими бортов гнезда, в которых установлены пресс-элементы со штампами. Штампы образуют составные опалубки по количеству изготавливаемых элементов, а кромки смежных граней направляющих выполнены срезанными плоскостью, перпендикулярной торцевым крышкам. 5 ил. сл с
1X1
г г
v&Gaat&bwirfJv&Xbi
.
|°° vqoo QOOOQp XXVVYVVVrV4% KXi
§
У-Ф-&-О-О-ф-€ -- -О-О-О-Ф-ф-ф-ф-ф-ф-ф-ф-ф-$-ф-ф-ф ф
ф-ф-ф-ф- ь- -ф-ф-(3-()-ф-ф-ч
-4
Л СО О
со -J
г- го о cr гФиг.4
,-, .
°. . . -0
о .
.о:,.
.. . - л ..
Фаг 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1175703, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Отчет КуИСИ, инв | |||
| № 5635503, Куйбышев, 1977, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
