Изобретение относится к кузнечно-прессовому машиностроению.
Известно устройство для выведения прессов из распора, содержащее гидравлический силовой цилиндр, поршень которого выполнен в виде гайки, установленной на стяжной шпильке станины, а также прокладки, размещенные между гайкой и цилиндром, опирающимся на станину [1]
Недостаток известного устройства состоит в том, что в результате эксплуатации пресса оно выходит из строя, т.к. манжеты, установленные в гидравлическом силовом цилиндре, со временем приходят в негодность и перестают держать давление. Их замена невозможна без снятия со станины усилия предварительной затяжки, что осуществляется нагревом стяжных шпилек. Нагрев шпилек тяжелых прессов является крайне трудоемкой и небезопасной операцией, требующей длительного простоя пресса. Кроме того, силовой гидравлический цилиндр не позволяет выполнять гайку разъемной для облегчения ее закручивания.
Кроме того, известно устройство для затяжки разъемной станины пресса, которое содержит установленный на станине силовой гидравлический узел: гидроцилиндр с днищем, гайку плунжер с буртом, соединенную с верхним концом стяжной шпильки станины, уплотнения и проставку, размещенную между буртом гайки и гидроцилиндром, причем устройство снабжено кольцевым поршнем и штоками, в гайке плунжере со стороны ее верхнего торца выполнены кольцевой паз и сквозные отверстия, при этом кольцевой поршень смонтирован в кольцевом пазу, штоки размещены в сквозных отверстиях и связаны одним концом с кольцевым поршнем, другим с днищем гидроцилиндра [2]
Устройство по упомянутому авторскому свидетельству наиболее близко к заявляемому по функциональному назначению и некоторым конструктивным признакам, но ему присущи вышеуказанные недостатки аналога, кроме того, что шпильки в нем принудительно перемещаются вниз, благодаря наличию дополнительного силового узла, который преодолевает силы трения в манжетах. Однако, введение дополнительного силового узла значительно усложняет конструкцию устройства и не устраняет его главный недостаток, а именно, невозможность замены манжет в силовом узле без снятия со станины усилия затяжки.
Упомянутые недостатки устраняются тем, что силовой узел выполнен в виде ряда силовых плунжерных цилиндров, равноудаленных от оси шпильки, в которых ступенчатые плунжера и крышки размещены в сквозных трехступенчатых расточках, выполненных в торцах корпуса гайки, причем в верхнем торце корпуса гайки выполнены расточки большего диаметра и в них размещены крышки, сопряженные с корпусом через разрезные кольца и верхние торцы плунжеров, а в нижнем торце гайки выполнены расточки меньшего диаметра, в которых размещены нижние части плунжеров, сопряженные торцами со станиной пресса, образуя при этом зазор между станиной и корпусом гайки, который меньше толщины упомянутых прокладок, а верхние части этих плунжеров смонтированы в средних расточках с возможностью взаимодействия торцов последних с заплечиками упомянутых плунжеров. Кроме того, прокладки выполнены в виде полуколец, а корпус гайки выполнен разъемным.
К совокупности существенных признаков устройства, позволяющей получить упомянутый технический результат, следует отнести наличие в корпусе гайки ряда силовых плунжерных цилиндров, равноудаленных от оси шпильки, позволяющих без снятия со станины усилия затяжки поочередно по мере надобности поменять уплотнения в упомянутых цилиндрах, а выполнение плунжеров ступенчатой формы и расположение их в трехступенчатых расточках с возможностью взаимодействия торцов последних с заплечиками нижней части плунжеров обеспечивают предварительное испытание устройства для затяжки разъемной станины вне прессов соответствующих усилий.
Кроме того, выполнение упомянутых прокладок в форме плоских полуколец позволяет без ухудшения условий монтажа максимально увеличить их опорную поверхность с одновременным приближением ее к силовой опорной зоне, улучшая тем самым условия работы гидроцилиндров (уменьшается плечо изгибающего момента) и, как следствие, равномерного распределения нагрузок, улучшающего работу резьбового соединения, а выполнение гайки разъемной облегчает ее закручивание при монтаже.
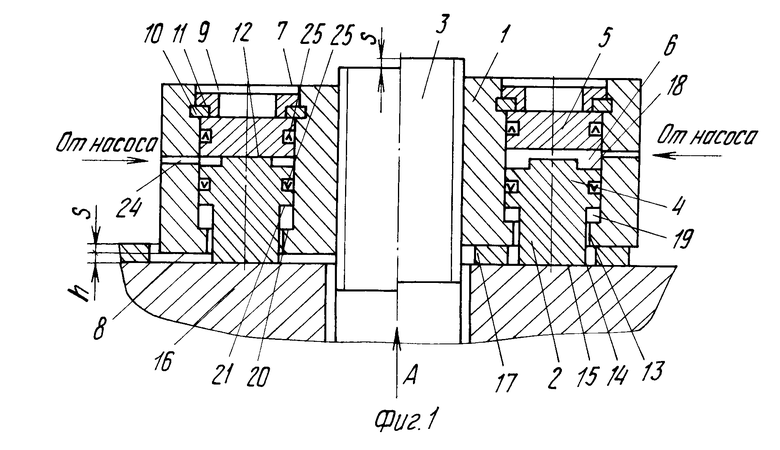
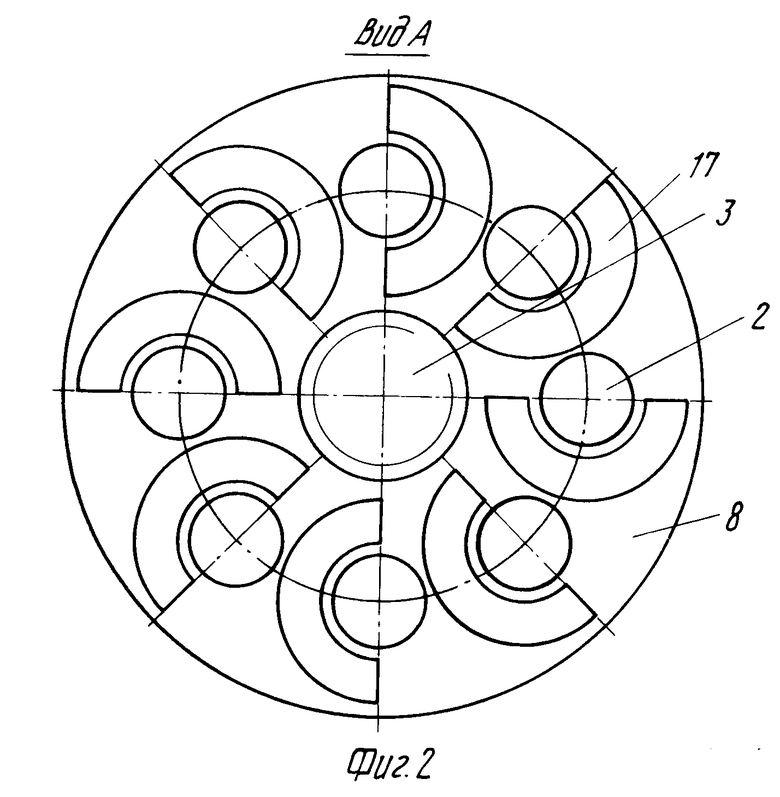
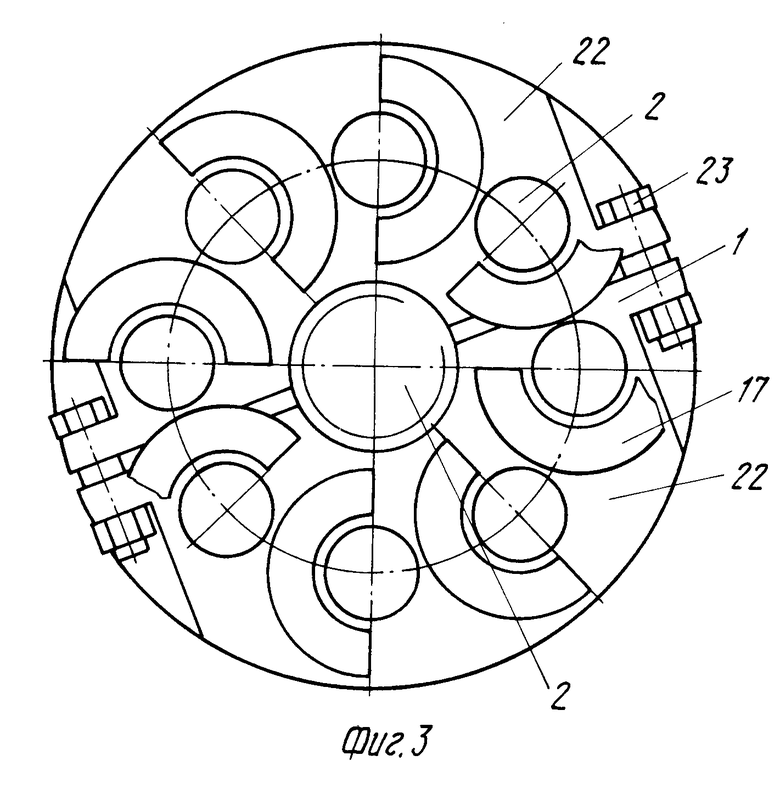
На фиг. 1 изображен общий вид устройства для затяжки разъемной станины пресса и выведения его из распора; на фиг.2 вид по стрелке А на нижнюю поверхность устройства; на фиг.3 вариант устройства с разъемным корпусом гайки.
Устройство для затяжки разъемной станины пресса и выведения его из распора содержит корпус гайки 1, который снабжен рядом силовых плунжерных цилиндров 2, равноудаленных от оси шпильки 3. Ступенчатые плунжера 4 и крышки 5 этих цилиндров расположены в сквозных трехступенчатых расточках 6, которые выполнены в торцах 7 и 8 корпуса гайки 1. В верхнем торце 7 гайки 1 выполнены расточки 9 большего диаметра, в которых размещены крышки 5, сопряженные с корпусом гайки 1 силовым замыканием посредством разрезных колец 10, установленных при помощи фиксирующих колец 11, и верхних торцов 12 плунжеров 4. В нижнем торце 8 гайки 1 выполнены расточки 13 меньшего диаметра, в которых размещены нижние части 14 плунжеров 4, сопряженные торцами 15 со станиной 16 пресса и корпусом гайки 1, образуя при этом зазор "h" между станиной 16 и корпусом гайки 1, который меньше толщины прокладок 17, выполненных в виде плоских полуколец и размещенных между корпусом гайки 1 и станиной 16, на величину деформации станины 15 и растяжения S шпилек 3 при затяжке, а верхние части 18 этих плунжеров смонтированы в средних расточках 19, с возможностью взаимодействия торцов 20 последних с заплечиками 21 упомянутых плунжеров. Корпус гайки 1 может быть выполнен из двух половин 22, скрепленных крепежом 23. Позицией 24 обозначены каналы для подвода рабочей жидкости, а позицией 25 уплотнительные элементы плунжеров и крышек.
Устройство для затяжки станины пресса и выведения его из распора.
Жидкость под давлением из системы подается одновременно через каналы 24 в рабочие плоскости плунжерных цилиндров 2, обеспечивая необходимое усилие затяжки, фиксация которого осуществляется с помощью прокладок 17, вставляемых в образовавшийся зазор между станиной 16 и гайкой 1. Толщина прокладки в силовой зоне должна быть равна величине образовавшегося зазора при расчетном усилии затяжки.
После установки прокладок жидкость из системы выпускается, станина получает предварительное напряжение.
Если пресс заклинило во время работы или же появилась необходимость произвести новую затяжку станины, в рабочую полость плунжерных цилиндров 2 нагнетается жидкость до освобождения прокладок 17. Затем выпускают жидкость из рабочей полости, снимая предварительное напряжение в станине. Ползун выводится из нижнего крайнего положения, после чего затягивают станину описанным выше способом.
В случае выхода из строя уплотнений 25 в одном двух цилиндрах или при профилактической их замене через некоторое время эксплуатации демонтируются фиксирующие 11 и разрезные 10 кольца, затем вынимаются крышки 5 и ступенчатые плунжера 4 и осуществляется замена уплотнений 25, причем эта замена может производиться при затянутой станине.
При необходимости испытания гидрогайки вне пресса на герметичность, давление подается в рабочие полости цилиндров 2 и выдерживается определенное время при заданном давлении, причем в это время заплечики 21 плунжеров 4 упираются в торцы 20 расточек 18.
В случае выполнения гаек 1 разъемными окончательная затяжка их крепежа 23 производится при затяжке станины перед подачей давления в цилиндры 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РАЗЪЕМНОЙ СТАНИНЫ ПРЕССА И ВЫВЕДЕНИЯ ПРЕССА ИЗ РАСПОРА | 1996 |
|
RU2136502C1 |
| УРАВНОВЕШИВАТЕЛЬ ПОЛЗУНА КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2213664C2 |
| Устройство для затяжки разъемной станины пресса | 1986 |
|
SU1373583A1 |
| СТОЛ ТЯЖЕЛОГО ВЕРТИКАЛЬНОГО ПРЕССА | 1994 |
|
RU2072307C1 |
| ПОДУШКА ПНЕВМАТИЧЕСКАЯ С ГИДРАВЛИЧЕСКИМ УДЕРЖИВАТЕЛЕМ | 1993 |
|
RU2074092C1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 1992 |
|
RU2033927C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Станина пресса | 1982 |
|
SU1073132A1 |
| Штамп | 1990 |
|
SU1834739A3 |
Использование: изобретение относится к кузнечно-прессовому машиностроению. Сущность изобретения: устройство позволяет оптимально решить задачу улучшения условий эксплуатации и повышения надежности его в работе за счет возможности замены уплотнения в одном - двух плунжерных цилиндрах без снятия со станины пресса усилия затяжки, т.к. в это время необходимое усилие затяжки станины будет обеспечиваться за счет его фиксации прокладками, расположенными между этой станиной и корпусом гайки, под другими цилиндрами. Кроме того, возможно испытание устройства на герметичность вне пресса путем подачи давления в рабочие полости цилиндров с последующей выдержкой при заданном давлении, т.к. в это время заплечики плунжеров будут упираться в торцы расточек. 2 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для затяжки разъемной станины пресса | 1986 |
|
SU1373583A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
