Изобретение относится к оборудованию для резистивного испарения металлов и сплавов в вакууме с целью нанесения на изделия металлических покрытий и может найти применение в космической, авиационной промышленности и радиотехнике для нанесения радиотехнических (РТП) и терморегулирующих (ТРП) покрытий на крупногабаритные изделия из газонасыщенных композиционных неметаллических материалов.
Известно устройство для резистивного испарения металлов в вакууме, состоящее из установленных в вакуумной камере резистивных испарителей, выполненных из гибких протяженных вольфрамовых испарительных элементов в виде жгутов, закрепленных на жестких токоподводах.
Испарение производится одновременным включением всех испарительных элементов в два этапа:
- постепенный разогрев до температуры плавления испаряемого металла;
- быстрое испарение
(см. Б.С.Данилин. Вакуумное нанесение тонких пленок. Изд-во «Энергия», 1967, с.219÷223).
В результате анализа известного устройства необходимо отметить, что оно не позволяет получать на крупногабаритных деталях из газонасыщенных композиционных неметаллических материалов (углепластики, стеклопластики, герметики, эмали, шпаклевки и др.) ТРИ и РТИ с заданным тсрморадиационным и радиофизическими свойствами.
Это обусловлено тем, что при нанесении металлического покрытия (для ТРП и РТП рабочим материалом покрытия обычно является алюминий) вследствие радиационного нагрева от испарителей (испарительные элементы включаются все одновременно) температура на поверхности деталей резко повышаются (t>150°C), при этом происходит газовыделение летучих компонентов из материала детали. В результате взаимодействия потока испаряемого материала и летучих компонентов происходит частичное окисление алюминия и, как следствие, резкое ухудшение терморадиационных и радиофизических свойств покрытий (коэффициентов поглощательной способности (As) и радиоотражения (КРО). В этом случае улучшить свойства покрытий можно, увеличив время нахождения детали при вакууме 1,3-6,5.10-2 Па перед нанесением покрытия. Но при этом заданные терморадиационныс (As≤0,2) и радиофизические (КРО≥96,0%) свойства все равно не достигаются, а время нанесения покрытия увеличивается в несколько раз.
Кроме того, применение указанного устройства, при нанесении покрытия на детали большой площади приведет к необходимости использования источников питания большой мощности (W>50 кВт). При нанесении РТП толщиной больше 1 мкм процесс придется проводить в несколько циклов с нарушением вакуума для загрузки новой порции испаряемого материала. Все это ограничивает технологические возможности устройства, снижает качество покрытия и увеличивает время его нанесения.
Известно устройство для испарения металлов, содержащее вакуумную камеру, являющуюся анодом, в которой размещены катод, вытянутый вдоль своей продольной оси, выполненный из испаряемого материала, например из титана, и имеющий поверхность испарения вдоль его продольной оси. Поверхность испарения катода ограничивается изолированным от катода экраном. Катод имеет на своих торцах токоподводы, подключенные к управляемым ключам, связанным с блоком управления и соединенным с отрицательными полюсами соответствующих источников постоянного тока, положительные полюса которых соединены с вакуумной камерой, служащей, как было отмечено выше, анодом.
Для работы устройства вакуумная камера откачивается до давления, определяемого технологическими задачами. После достижения заданного рабочего давления на анод (вакуумная камера) и катод подается напряжение от источника постоянного тока и на поверхности испарения катода возбуждается катодное пятно, которое генерирует поток плазмы, распространяющийся преимущественно в направлении, нормальном к поверхности испарения катода, и осаждающийся на поверхности находящегося в вакуумной камере изделия, образуя на нем покрытие.
(см. патент РФ на полезную модель №79892, кл. C23C 14/32, 2008 г. - наиболее близкий аналог).
В результате анализа конструкции известного устройства необходимо отметить, что оно позволяет получать различные профили износостойких и эрозионностойких покрытий заданной толщины на протяженных изделиях, таких как длинномерные лопатки паровых турбин, валы, трубы, инструмент. Однако данное устройство не обеспечивает получение равномерного по толщине покрытия за счет конструкции испарительной системы, кроме того, для него характерны невысокая производительность и довольно узкая область применения, обусловленная ограниченностью видов наносимых покрытий.
Техническим результатом настоящего изобретения является расширение технологических возможностей устройства, повышение качества покрытия и снижение времени нанесения его на газонасыщенные изделия большой площади из неметаллических композиционных материалов.
Указанный технический результат достигается тем, что в устройстве для резистивного испарения металлов и сплавов в вакууме, состоящем из установленных в вакуумной камере двух токоподводов, протяженных испарительных элементов, предназначенных для нагрева и испарения навесок испаряемого материала, размещаемого на испарительных элементах, а также источник питания и пульт управления, новым является то, что испарительные элементы выполнены гибкими, а устройство снабжено тиристорами, связанными с источником питания и с пультом управления и установленными на одном из токоподводов, причем тиристоры оснащены зажимами, в каждом из которых закреплен концом испарительный элемент, второй конец каждого из которых связан с другим токоподводом и с введенным в устройство натяжным элементом.
Сущность изобретения поясняются графическими материалами, на которых:
- на фиг.1 - схема устройства для резистивного испарения металлов и сплавов в вакууме;
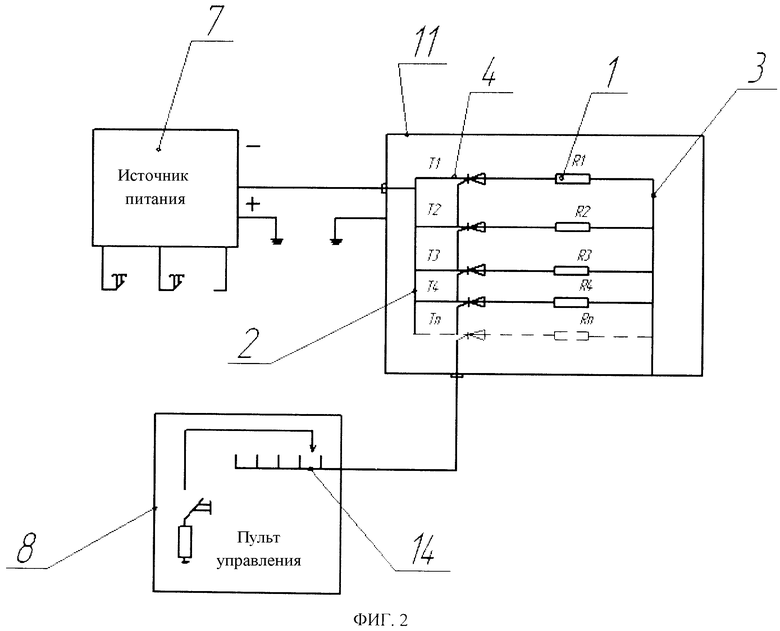
- на фиг.2 - электрическая схема устройства.
Устройство для резистивного испарения металлов и сплавов в вакууме состоит из протяженных гибких резистивных испарительных элементов (R1, R2, R3, R4. Rn) 1, выполненных, например, в виде жгутов, изготовленных из вольфрамовой или необиевой проволоки, диаметром 0,5-1,0 мм, токопроводов 2 и 3 в виде медных или алюминиевых шин, установленных на одном из токоподводов тиристоров (T1, Т2, Т3, T4, Tn) 4 с зажимами (не показаны) для крепления концов испарительных элементов 1. Другим концом каждый испарительный элемент контактирует с токоподводом 3 и соединен с натяжным элементов 5 (например, пружинным), для исключения провисания протяженных испарительных элементов 1 в результате теплового расширения при проведении процесса испарения. К тиристорам 4 подведены гибкие токоподводы 6, связанные с источником питания 7, в качестве которого может быть использован источник постоянного тока типа ВД-306. Управление устройством осуществляется с пульта 8 управления через токовводы 9.
Испарительные элементы, шины, натяжные элементы конструктивно размещены на общей раме 10, изолированной от токоподвода, на котором установлены тиристоры.
Рама смонтирована в вакуумной камере 11, корпус которой соединен с токоподводом 3. Для визуального контроля за процессом испарения предназначено смотровое окно 12, выполненное в вакуумной камере 11.
Устройство для резистивного испарения металлов и сплавов в вакууме работает следующим образом.
На испарительные элементы 1 навешивается испаряемый металл или сплав в виде фольги, в вакуумную камеру загружают изделие 13, после чего камера закрывается и вакуумируется. После достижения в вакуумной камере разрежения ниже 1·10-2 Па от источника питания 7 подается напряжение, в результате чего ток протекает в цепи токоподвода 2. С помощью пульта управления 8, снабженного переключателем включения тиристоров 14, на управляющий электрод заданного тиристора 4 подается напряжение запуска.
Выбранный тиристор открывается и ток течет по цепи: Т,4-R,1 - токоподвод 3 - корпус камеры 11. В результате происходит разогрев испарительного элемента R1, плавление и испарение навесок испаряемого материала, который наносится на помещенное в вакуумную камеру изделие 13. При израсходовании испаряемого материала тиристор (тиристоры, если их в одновременной работе было несколько) отключается.
Последовательность включения испарительных элементов и их количество выбирается из технологических соображений. Число испарительных элементов 1 в предложенном устройстве не ограничено и диктуется требуемой толщиной покрытия и площадью покрываемой детали. Наличие пружинных натяжных устройств 5 позволяет использовать испарительные элементы практически любой протяженности, которая ограничивается только размерами вакуумной камеры.
Применение данного устройства резко расширило технологические возможности при нанесении ТРП и РТП на изделия из газонасыщенных композиционных материалов за счет снижения тепловой нагрузки на изделие. При этом сократилось время нанесения и повысилось качество покрытия.
Предложенное устройство для резистивного испарения металлов и сплавов в вакууме прошло испытание при нанесении ТРП на внутренние поверхности гермоотсеков летательных аппаратов (ЛА), изготовленных из углепластиков, стеклопластиков, герметиков, шпаклевок и др. газонасыщенных материалов, а также для нанесения РТП на зеркала остронаправленных антенн ЛА 13 (изделие), изготовленных из газонасыщенных композиционных неметаллических материалов типа «УУКМ» и «ПКМ». Габариты изделий: диаметр до 3000 мм, длина до 2000 мм.
Полученные покрытия обладали заданным комплексом терморадиационных (As≤0,20) и радиофизических (КРО≥96%) свойств. Эксплуатация устройства показала его технологичность, высокую надежность и производительность в работе, простоту в управлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| ПРОТЯЖЕННЫЙ ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2008 |
|
RU2404284C2 |
| Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации | 2019 |
|
RU2708711C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ И УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ С СОСТАВНЫМ КАТОДОМ | 2008 |
|
RU2376398C2 |
| ПРОТЯЖЕННЫЙ ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2023 |
|
RU2816469C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С ВРАЩАЮЩИМСЯ КАТОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2399692C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С СОСТАВНЫМ ВРАЩАЮЩИМСЯ КАТОДОМ | 2009 |
|
RU2420608C1 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2007 |
|
RU2380457C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
Изобретение относится к оборудованию для нанесения металлических покрытий в вакууме и может найти применение в космической, авиационной промышленности и радиотехнике. Устройство для резистивного испарения металлов и сплавов в вакууме состоит из установленных в вакуумной камере двух токоподводов, протяженных и выполненных гибкими испарительных элементов, предназначенных для нагрева и испарения навесок испаряемого материала, размещаемого на испарительных элементах, а также источник питания и пульт управления. Устройство снабжено тиристорами, связанными с источником питания и пультом управления и установленными на одном из токоподводов. Тиристоры оснащены зажимами, в каждом из которых концом закреплен испарительный элемент, а второй конец каждого из которых связан с другим токоподводом и с введенным в устройство натяжным элементом. Расширяются технологические возможности устройства, повышается качество покрытия и снижается время нанесения его на газонасыщенные изделия большой площади из неметаллических композиционных материалов. 2 ил.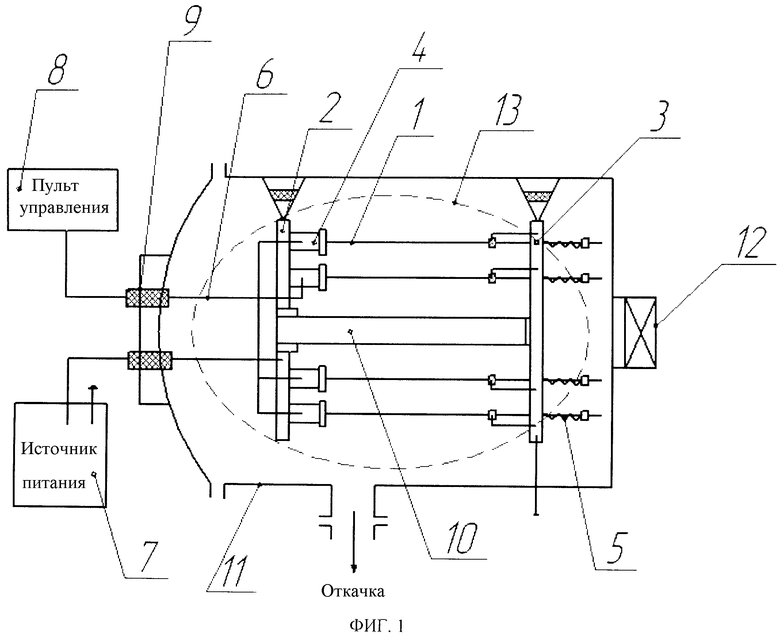
Устройство для резистивного испарения металлов и сплавов в вакууме, состоящее из установленных в вакуумной камере двух токоподводов, протяженных испарительных элементов, предназначенных для нагрева и испарения материала, а также источник питания и пульт управления, отличающееся тем, что оно снабжено тиристорами, связанными с источником питания и пультом управления и установленными на одном из токоподводов, причем тиристоры оснащены зажимами, в каждом из которых закреплен концом испарительный элемент, а второй конец каждого из которых связан с другим токоподводом и с введенным в устройство натяжным элементом, при этом каждый испарительный элемент выполнен гибким.
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАПЫЛЕНИЯ ПЛЕНОК | 2009 |
|
RU2411304C1 |
| ИСПАРИТЕЛЬ | 1988 |
|
SU1605575A1 |
| СПОСОБ ПОДАЧИ ИСПАРЯЕМОГО МАТЕРИАЛА К ИСПАРИТЕЛЮ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2034095C1 |
| JP 62280358 A, 05.12.1987 | |||
| JP 4408577 B2, 03.02.2010. | |||

