Изобретение относится к радиотехнике и может быть использовано для изготовления высокоточных рефлекторов зеркальных антенн или отражающих панелей крупногабаритного радиотелескопа.
Известны способы изготовления рефлекторов антенн, основанные на штамповке заготовок в оправку или обтяжке заготовок по матрице требуемой формы [1] Недостатком таких способов является низкая точность и высокая трудоемкость изготовления, а также значительная стоимость применяемого оборудования.
Наиболее близким к заявляемому является способ изготовления рефлектора антенны, при котором размещают заготовку над матрицей с криволинейной поверхностью, образуют герметичную камеру, одной из стенок которой является заготовка, подают в герметичную камеру текучую среду под давлением до формообразования заготовки, сбрасывают давление и удаляют готовый рефлектор [2] При этом заготовку сваривают с другой заготовкой для образования герметичной камеры, что повышает трудоемкость и изменяет крепление трубки для подачи текучей среды к одной из заготовок, а после формообразования трубку следует удалить, а отверстие заделать. После формообразования необходимо разделить заготовки. Все это делает способ многостадийным и трудоемким и не позволяет получать рефлекторы необходимого качества по точности и структуре металла.
Цель изобретения повышение точности рефлектора и снижение трудоемкости.
Поставленная цель достигается тем, что в способе изготовления рефлектора антенны, заключающемся в размещении заготовки над матрицей, имеющей криволинейную поверхность, образовании герметичной камеры, одной из стенок которой является заготовка, подаче в герметичную камеру текучей среды под давлением до формообразования заготовки, сбрасывании давления и удалении готового рефлектора, в качестве другой стенки герметичной камеры используют прижимной элемент, имеющий отверстие для подачи текучей среды и фасонный бурт, прижимной элемент размещают над заготовкой и прижимают к ней до образования на ней ответного фасонного бурта.
При таком способе рефлектор изготавливают с одного устройства на одном оборудовании и с одной операцией формообразования без подготовительных и заключительных операций с заготовкой и готовым изделием. Это снижает трудоемкость и повышает производительность. При этом заготовка и изделие не подвергаются механической или термической обработке, что способствует повышению точности изделия и его надежности. Кроме того, на изделии образуется жесткая отбортовка, обеспечивающая формостабильность и надежность при транспортировке, монтаже и эксплуатации.
На чертеже схематично представлен продольный диаметральный разрез предлагаемого рефлектора антенны, иллюстрирующий способ его изготовления.
Рефлектор антенны изготовляют в устройстве, имеющем прижимной элемент 1 и матрицу 2 с вогнутой криволинейной поверхностью АВС. Прижимной элемент 1 имеет отверстие 3 для подачи текучей среды и манометр 4 для контроля избыточного давления. Матрица 2 имеет отверстие 5 для сообщения с атмосферой внутренней формующей полости, образованной матрицей 2 и заготовкой 6. Прижимной элемент 1 имеет фасонный бурт 7 и установлен с зазором относительно матрицы, равным толщине заготовки 6.
Предлагаемый способ осуществляется следующим образом.
Заготовку 6 в виде тонкого металлического листа размещают на матрице 2 и устанавливают на заготовку прижимной элемент 1. Затем к прижимному элементу 1 прикладывают давление, в результате чего выбирается зазор между прижимным элементом 1 и матрицей, а фасонный бурт 7 прижимного элемента 1 образует отбортовку заготовки 1, благодаря чему обеспечивается уплотнение полости, образованной заготовкой 6 и прижимным элементом 1. В эту герметичную полость через отверстие 3 подают текучую среду под давлением, контролируемым по манометру 4. Под действием давления текучей среды заготовка 6 деформируется до полного соприкосновения с криволинейной поверхностью АВС матрицы 2, а воздух из формующей полости выходит через отверстие 5 матрицы 2. Очевидно, что геометрия вогнутого криволинейного контура АВС скорректирована на толщину заготовки 6 так, чтобы отражающая поверхность рефлектора имела необходимую точную форму. После формообразования заготовки 6 давление текучей среды в герметичной полости, образованной прижимным элементом 1 и заготовкой 6, сбрасывают, прижимной элемент 1 снимают, и готовый рефлектор антенны снимают с матрицы 2.
П р и м е р. Рефлектор антенны имеет диаметр 1200 мм с отражающей поверхностью, описываемой уравнением y=x2/(4F), где F=480 мм фокусное расстояние. Круглую заготовку диаметром 1340 мм вырезают из листового алюминия АМЦм толщиной 2 мм и располагают на матрице. Затем размещают на заготовке прижимной элемент и прикладывают к нему давление до образования отбортовки, герметизирующей камеру между заготовкой и прижимным элементом. Далее подают сжатый воздух через отверстие прижимного элемента с избыточным давлением, возрастающим в герметичной камере между заготовкой и прижимным элементом от 0 до 4 атм в течение 1 минуты. Избыточное давление сбрасывают и снимают прижимной элемент. Затем извлекают готовый рефлектор антенны с фланцем шириной 50 мм и отбортовкой шириной 20 мм. Благодаря последним полученная антенна имеет более высокую жесткость и формостабильность.
Предлагаемый способ позволяет изготовлять рефлекторы антенн с фокусным расстоянием от 0,25 до 0,45 F/D, где D диаметр рефлектора. Максимальное отклонение отражающей поверхности рефлектора от теоретической формы профиля ± 0,2 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОГО ЭКРАНА ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1990 |
|
RU2056660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 1990 |
|
RU2025171C1 |
| Металло-композиционный щит отражающей поверхности зеркальной антенны и способ его изготовления | 1989 |
|
SU1773642A1 |
| Гибочная матрица | 1989 |
|
SU1683839A1 |
| Устройство для спектрального анализа ультрафиолетового излучения | 1990 |
|
SU1753960A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| ПРЕЦИЗИОННЫЙ РЕФЛЕКТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2571718C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2384380C1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2009 |
|
RU2391325C1 |
Использование: изготовление высокоточных рефлекторов зеркальных антенн или отражающих панелей крупногабаритных радиотелескопов. Сущность изобретения: заготовку 6 размещают над матрицей 2, а над заготовкой 6 - прижимной элемент 1, имеющий отверстие 3 для подачи текучей среды в полость между заготовкой 6 и прижимным элементом 1. Под действием давления текучей среды заготовка 6 деформируется до соприкосновения с поверхностью матрицы 2. 1 ил.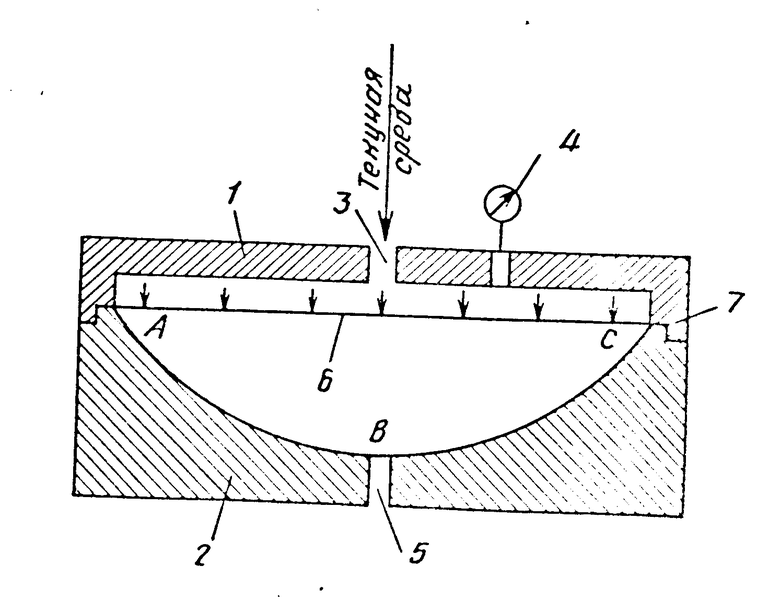
СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА АНТЕННЫ, заключающийся в размещении заготовки над матрицей, имеющей вогнутую криволинейную поверхность, образовании герметичной камеры, одной из стенок которой является заготовка, подаче в герметичную камеру текучей среды под давлением до формообразования заготовки, сбрасывании давления и удалении готового рефлектора, отличающийся тем, что, с целью повышения точности рефлектора и снижения трудоемкости его изготовления, в качестве другой стенки герметичной камеры используют прижимной элемент, имеющий отверстие для подачи текучей среды и фасонный бурт, прижимной элемент размещают над заготовкой и прижимают к ней до образования на ней ответного фасонного бурта.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
