Изобретение относится к обработке металлов давлением, а именно к устройствам для формовки крутоизогнутых патрубков переменного сечения, в частности к ракетной технике для изготовления газовода камер сгорания жидкостных ракетных двигателей.
Наиболее близким аналогом является устройство для формовки криволинейных переходов, содержащее разъемную матрицу, полуматрицы которой расположены в верхнем и нижнем основаниях, составной пуансон и наполнитель, состоящий из отдельных эластичных элементов, соединенных между собой тросом (а.с. №470328, МПК В21С 37/28, B21D 9/12).
Недостатком указанной конструкции является отсутствие в державке пуансона канала, который предусматривает выход излишнего объема наполнителя наружу, и замкнутой полости в разъемной матрице.
Технической задачей изобретения является улучшение качества отформованных патрубков в устройстве (штампе), возможность многоразового использования полиуретанового наконечника и предотвращение гофрообразования при получении изделия с изменяющимся поперечным сечением и большим углом изгиба.
Данная задача решается с помощью устройства для формовки крутоизогнутых патрубков переменного сечения, содержащего матрицу, полуматрицы которой расположены в верхнем и нижнем основаниях, составной пуансон, соединенный с подвижной верхней плитой штампа. Пуансон состоит из цельного полиуретанового наконечника многоразового использования, объем которого равен объему готового патрубка, и эластичного наполнителя в виде резиновых шайб. В державке пуансона имеется сквозной канал для удаления наружу излишнего эластичного наполнителя через отражатель и боковое отверстие. Упорная втулка с буртом для жесткого задавливания заготовки в торец имеет скос со стороны малого радиуса патрубка. Втулка-фильер служит регулятором давления. Разъемная матрица образует замкнутую профильную полость готового патрубка.
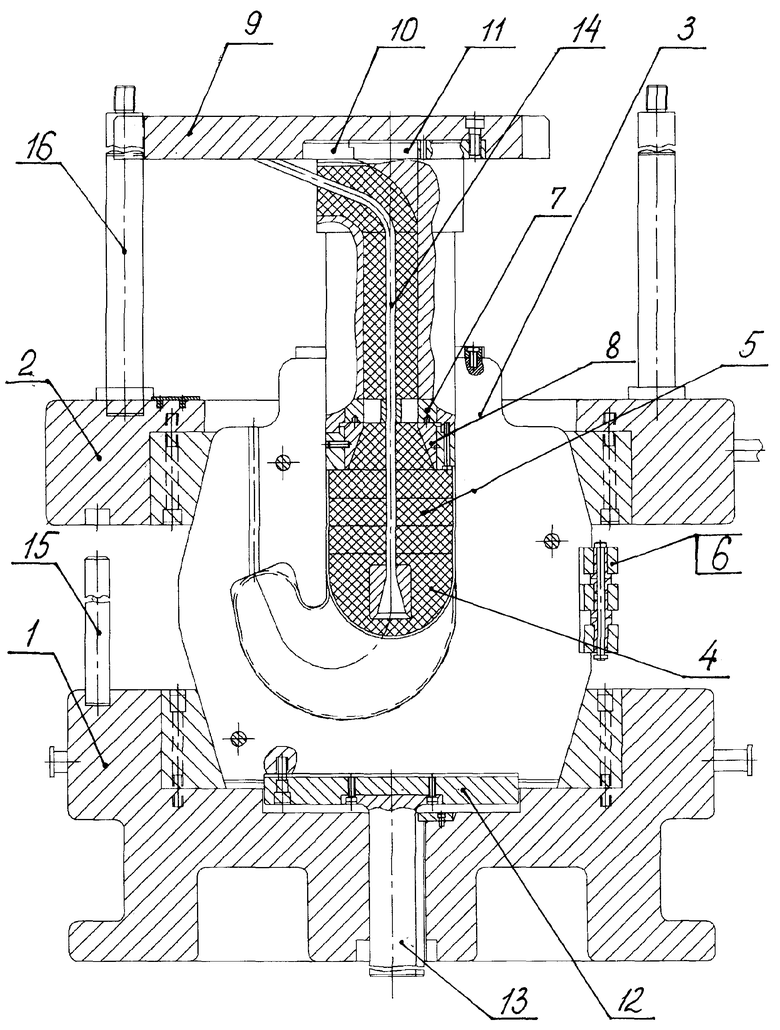
На чертеже изображено предлагаемое устройство, общий вид.
Устройство состоит из двух полуматриц 3, внутренние полости которых образуют наружный профиль изделия. Сверху и снизу полуматрицы 3 замыкаются по конусным поверхностям основаниями 1 и 2. Нижнее основание 1, кроме этого, выполняет роль подставки. В основании конусного седла нижнего основания 1 располагается нижняя плита 12 с жестко закрепленным к ней штоком 13 и одной полуматрицей. Между собой полуматрицы 3 соединяются шарниром 6, позволяющим раскрывать полуматрицы 3 при выходе их из нижнего основания 1. Верхнее основание 2 выполняет замыкающие функции прижимной траверсы пресса посредством штанг 16. Пуансон состоит из цельного полиуретанового наконечника 4 многоразового использования с тросом 14 и эластичного наполнителя 5 в виде резиновых шайб с прорезями для нанизывания на трос 14. На торец державки пуансона 10 крепят упорную втулку с буртом 7 для жесткого задавливания заготовки в торец, имеющую скос со стороны малого радиуса патрубка, и в ней втулку-фильеру 8 с отверстием для выхода излишнего эластичного наполнителя 5 в сквозной канал державки пуансона 10. На выходе канала державки пуансона 10 установлен отражатель 11 для выброса излишнего эластичного наполнителя 5 наружу. Державку пуансона 10 закрепляют к подвижной верхней плите штампа 9, на которой крепится узел заделки пуансона (не показан). В нижнем основании 1 матрицы установлена ограничительная скалка 15.
Устройство работает следующим образом.
После выставления и закрепления устройства (штампа) на прессе двойного действия производят выведение вытяжной траверсы пресса в верхнее положение. Этим действием выводят верхнее основание 2 из зацепления с матрицей 3 и поднимают пуансон 4 из канала матрицы. Устанавливают заготовку в виде цилиндрического стакана в канал матрицы, заводят в нее полиуретановый наконечник многоразового использования 4, эластичный наполнитель 5, выполненный в виде резиновых шайб с прорезями для нанизывания на трос 14. Движением траверсы пресса вниз замыкают полуматрицы верхним основанием 2 и дают давление на прижимную траверсу пресса, т.е. на верхнее основание 2. После этого подают давление на вытяжную траверсу пресса, тем самым державка пуансона 10, соединенная с вытяжной траверсой пресса, посредством подвижной верхней плиты штампа 9 деформирует пуансон 4 с эластичным наполнителем 5 и создается необходимое внутреннее давление на стенки заготовки. Задавливание пуансона 4 производят при помощи державки пуансона 10 с каналом для прохождения через него троса 14 и излишнего эластичного наполнителя 5. Величину внутреннего давления определяют высотой эластичного наполнителя 5 и диаметром втулки-фильеры 8 для выхода излишнего объема наполнителя. Упорная втулка 7 имеет скос со стороны малого радиуса патрубка, что позволяет избежать гофрообразования и получить утолщение стенки в самой напряженной зоне. Выдавленный эластичный наполнитель 5 в канал державки пуансона 10, попадая на стенку отражателя 11, выбрасывается наружу. По завершении процесса формообразования траверсы пресса выводятся в верхнее положение, тем самым вытягивается тросом 14 полиуретановый наконечник многоразового использования 4 из отформованной детали. Выталкиватель пресса, действуя на шток 13 нижней плиты штампа 12, осуществляет подъем матрицы из конусного гнезда нижнего основания 1 на высоту, обеспечивающую раскрытие полуматриц до ограничительной скалки 15. Затем полуматрицы раскрывают и извлекают отштампованный патрубок с дном. Далее дно отрезают и получают готовое изделие.
Таким образом, данная конструкция устройства позволяет более качественно формовать крутоизогнутые патрубки переменного сечения с утолщением в зоне малого радиуса из труднодеформируемых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| Устройство для формовки криволинейных переходов | 1973 |
|
SU470328A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2005 |
|
RU2294807C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для формовки крутоизогнутых патрубков переменного сечения, в частности к ракетной технике для изготовления газовода камер сгорания жидкостных ракетных двигателей. Устройство содержит матрицу, полуматрицы которой располагают в верхнем и нижнем основаниях. Составной пуансон соединяют с подвижной верхней плитой штампа. Пуансон состоит из цельного полиуретанового наконечника многоразового использования. Объем наконечника равен объему готового патрубка и эластичного наполнителя. Наполнитель выполнен в виде резиновых шайб. В державке пуансона имеется сквозной канал для удаления наружу излишнего эластичного наполнителя через отражатель и боковое отверстие. Для жесткого вдавливания заготовки в торец используется упорная втулка с буртом, которая имеет скос со стороны малого радиуса патрубка. Втулка-фильера служит регулятором давления. Разъемная матрица образует замкнутый профиль готового патрубка. В результате обеспечивается улучшение качества отформованных патрубков, возможность многоразового использования полиуретанового наконечника и предотвращение гофрообразования при получении изделия с изменяющимся поперечным сечением и большим углом изгиба. 1 ил.
Устройство для формовки крутоизогнутых патрубков переменного сечения, содержащее разъемную матрицу штампа, полуматрицы которой расположены в верхнем и нижнем основаниях, составной пуансон с эластичным наполнителем, состоящим из отдельных элементов, соединенных между собой тросом, отличающееся тем, что пуансон состоит из цельного полиуретанового наконечника многоразового использования, объем которого равен объему готового патрубка, и эластичного наполнителя, выполненного в виде резиновых шайб с прорезями для нанизывания на трос, а в державке пуансона выполнен сквозной канал для удаления наружу излишнего наполнителя через отражатель и боковое отверстие, при этом для выемки полиуретанового наконечника трос закреплен на подвижной верхней плите штампа к вытяжной траверсе пресса, а для жесткого вдавливания заготовки в торец предусмотрена упорная втулка с буртом, которая имеет скос со стороны малого радиуса патрубка, причем регулятором давления служит втулка-фильера, а замкнутой полостью разъемной матрицы образован профиль готового патрубка.
| Устройство для формовки криволинейных переходов | 1973 |
|
SU470328A1 |
| Устройство для штамповки патрубков на обечайках | 1978 |
|
SU866836A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков и штамп для его осуществления | 1987 |
|
SU1449171A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2005 |
|
RU2294807C1 |
| US 3453857 А, 08.07.1969 | |||
| Сцепное устройство для изгибаемых судовых составов | 1974 |
|
SU521179A1 |

