Изобретение относится к обработке древесины инструментами, разогретыми электрическим током, и может быть использовано для пиления, сверления и других видов резания древесины.
Способы резания древесины инструментами, разогретыми электрическим током, известны достаточно давно. Например, известны способы резания древесины раскаленной проволокой, лентой, возвратно-поступательно перемещающимися вдоль линии разреза древесины (авт.св. СССР 142013, 142408, 827293, 885010), ножом с нагретой электрическим током режущей кромкой (авт.св. СССР N 747720), цепными и дисковыми пилами с нагретыми электрическим током зубьями (авт.св. СССР 54632, 880731).
Известно, что при нагревании до 240-270oC древесина разрушается, то есть происходит процесс термодеструкции древесины. Этот факт используется в известных способах для повышения эффективности резания древесины и обеспечения безопилочного ее резания.
При этом очевидно, что такие способы наиболее эффективны, когда под действием разогретой режущей части инструмента происходит только тепловое разрушение древесины в направлении подачи инструмента и отсутствует механический контакт между инструментом и непрогретой древесиной, то есть при активном и стабильном процессе термодеструкции древесины в направлении подачи инструмента.
Механическое трение инструмента о слой древесины увеличивает энергозатраты процесса резания, значительно ускоряет износ инструмента, приводит к обугливанию слоев древесины по поверхности разреза.
Нестабильность процесса термодеструкции древесины и связанный с этим механический контакт между инструментом и древесиной являются основным недостатком способов, соответствующих известному уровню техники. В частности, стабильность процесса термодеструкции древесины нарушается быстроизменяющимися энергозатратами процесса резания, которые никаким образом не компенсируются в приведенных выше известных способах.
Известно, что древесина имеет неоднородную структуру: различную плотность годичных колец, сучки, гнили и пр. На участках, имеющих повышенную плотность, теплопоглощение больше, и от разогретой режущей части инструмента на этих участках отдается больше энергии, что приводит к большему охлаждению режущей части инструмента на них. При этом нагрев древесины на участках с повышенной плотностью будет меньше, чем требуется для активного и стабильного процесса термодеструкции древесины, то есть на указанных участках не происходит теплового разрушения древесины в направлении подачи инструмента. В результате инструмент входит в механический контакт со слоями древесины, и процесс резания тормозится. Вследствие механического контакта и возникающего из-за этого трения режущей части инструмента о дерево увеличивается износ режущей части, приводящий к быстрому выходу инструмента из строя, и, кроме того, увеличиваются энергозатраты на резание древесины.
На участках с малой плотностью теплопоглощение мало, и от разогретой режущей части инструмента на этих участках отдается меньше энергии, что приводит к перегреву инструмента, что также ускоряет выход его из строя.
Кроме того, торможение процесса резания на участках повышенной плотности приводит к более длительному тепловому воздействию на соседствующие с ними вдоль линии разреза более рыхлые участки древесины, вызывающему их обугливание. Уголь, являясь чрезвычайно тугоплавким материалом, обладающим высокими теплоизоляционными свойствами, препятствует нагреву и термодеструкции слоев древесины, лежащих за обугленным слоем. При этом уголь достаточно прочен и обладает абразивными свойствами, поэтому преодоление обугленного слоя также ускоряет износ инструмента и еще уменьшает срок его службы. Кроме того, преодоление обугленного слоя требует дополнительных энергозатрат, что снижает эффективность процесса резания. Обугленная поверхность разреза ухудшает потребительские качества древесины, поэтому в ряде случаев требуется дополнительная обработка указанной поверхности.
Согласно способу, описанному в авт.св. 827293, древесину режут разогретой электрическим током проволокой, совершающей возвратно-поступательное перемещение между двумя токоподводящими роликовыми контактами, примыкающими к древесине с противоположных сторон. Устройство снабжено подпружиненными копирами, жестко соединенными с роликовыми токоподводящими контактами, через которые по проволоке пропускают электрический ток. В процессе резания древесины копиры плотно примыкают к древесине. В зависимости от величины участка проволоки, внедренной в древесину, изменяют напряжение, подаваемое на токоподводящие контакты, и тем самым обеспечивают в среднем разогрев режущей части проволоки, внедренной в древесину, до температуры, требуемой условиями резки (выше 400oC). Максимальный предел указанной температуры проволоки ограничен ее прочностными характеристиками.
Однако в указанном способе, как и в других известных, быстроменяющиеся энергозатраты процесса резания не компенсируют. В результате на более рыхлых участках древесины проволока перегревается, что приводит к ее более быстрому износу вследствие перегрева. На более плотных участках древесины происходит переохлаждение проволоки, сопровождающееся механическим трением проволоки о древесину и более быстрым ее механическим износом. При этом рыхлые участки древесины, соответствующие с более плотными участками вдоль линии разреза обугливаются. Механическое преодоление проволокой более плотных участков древесины и обугленных слоев затруднено из-за малой удельной прочности проволоки.
Известны инструменты, имеющие большую удельную прочность, содержащие несущую часть и режущую часть, разогреваемую электрическим током. К таким инструментам относятся, например, цепная и дисковые пилы по авт.св. N 54632 и 880731 и нож по авт.св. N 747720, в котором для уменьшения расхода электроэнергии режущая часть выполнена секционной по длине, при этом каждая секция нагревается раздельно. При этом в процессе резания электроэнергия расходуется только на тех секциях, которые непосредственно производят резание древесины.
Однако указанные инструменты также не обеспечивают стабильность процесса термодеструкции древесины из-за несоответствия между тепловыделением и быстроменяющимися энергозатратами процесса резания. Другой причиной, нарушающей стабильность процесса термодеструкции и вызывающей механический контакт инструмента с непрогретыми слоями древесины является форма выполнения режущей части инструмента. Во всех известных инструментах (кроме проволоки) режущая часть выполнена в виде заостренной кромки. Из-за малой поверхности теплового контакта острия с древесиной и высокого удельного давления, создаваемого на острие, слои древесины под ним не успевают в процессе резания прогреться до температуры, достаточной для теплового разрушения древесины, и внедрение инструмента в древесину проходит в основном за счет механического ее разрушения режущей частью инструмента, что значительно ускоряет износ инструмента.
При этом на заостренной режущей кромке из-за ее переменного поперечного сечения достаточно трудно в процессе резания создать равномерную температуру, что также нарушает стабильность процесса термодеструкции древесины.
Кроме того, если режущая часть инструмента выполнена в виде узкой острой кромки, разогреваемой электрическим током, как в авт.св. N 747720, и поверхности несущей части выступают за резогретые поверхности режущей части, то холодные боковые поверхности несущей части тормозят проникновение инструмента, что повышает энергозатраты, необходимые на резание древесины.
Если же режущая часть, разогреваемая электрическим током, выполнена более протяженной в направлении подачи инструмента, например в виде ленты (авт. св. N 142013) или в виде зуба (авт.св. N 54632), то в процессе резания увеличивается длительность теплового воздействия на слои древесины, примыкающие к разогретым боковым поверхностям режущей части, и указанные слои обугливаются, что ухудшает потребительские качества поверхности разреза.
В основу изобретения положена задача создать способ резания древесины и инструмент, которые позволили бы повысить стабильность процесса термодеструкции древесины в направлении подачи инструмента и таким образом исключить механическое трение инструмента о древесину и перегрев инструмента, а также уменьшить обугливание древесины и тем самым повысить срок службы инструмента, качество поверхности разреза древесины, а также повысить эффективность резания.
Задача решается тем, что в способе резания древесины путем внедрения в нее инструмента, имеющего режущую часть, разогретую электрическим током, согласно изобретению, температуру режущей части инструмента, контактирующей с древесиной, поддерживают заранее заданной.
Было обнаружено, что поддержание температуры режущей части инструмента, контактирующей с древесиной, в соответствии с заранее заданной температурой, обеспечивает компенсацию быстроменяющихся энергозатрат процесса резания, что повышает стабильность процесса термодеструкции древесины в направлении подачи инструмента, исключает механическое трение инструмента о древесину и его перегрев, а также уменьшает обугливание древесины и тем самым увеличивает срок службы инструмента и повышает качество обрабатываемой поверхности древесины, а также снижает энергозатраты на резание.
В частности, при прохождении инструментом участков более плотной древесины с повышенным теплопоглощением, предотвращение переохлаждения режущей части инструмента на этом участке обеспечивает тепловое разрушение древесины в направлении подачи инструмента, что исключает механическое трение режущей части инструмента о древесину. При этом торможение процесса резания будет незначительным, поскольку тепловыделение термостабилизированной режущей частью будет повышенным, соответственно, и обугливание соседних вдоль линии разреза более рыхлых слоев древесины будет меньше. Поддержание заданной температуры режущей части инструмента уменьшает также его перегрев на более рыхлых участках.
Температура режущей части инструмента, которую поддерживают в процессе резания древесины, зависит от многих факторов: породы обрабатываемой древесины, ее влажности, материала режущей части инструмента, усилия подачи инструмента и т.д. При этом известно, что температура режущей части должна быть достаточной для локального разогрева контактирующих с ней слоев древесины до 240-270oC температуры, при которой происходит тепловое разрушение древесины.
Возможны различные способы поддержания температуры, которые зависят от вида используемого инструмента.
В случае, когда в качестве режущей части инструмента используется проволока, возвратно-поступательно перемещающаяся между двумя токоподводящими роликовыми контактами, примыкающими к древесине с противоположных сторон, поддержание температуры режущей части проволоки осуществляют следующим образом. Измеряют температуру проволоки вблизи одного из токоподводящих контактов, сравнивают ее с заранее заданной и в соответствии с сигналами, полученными после сравнения указанных температур, регулируют величину мощности электрического тока, подводимого к проволоке через токоподводящие контакты для ее разогрева таким образом, чтобы температура режущей части проволоки поддерживалась равной заданной.
При этом возвратно-поступательно перемещающаяся проволока вблизи токоподводящего контакта имеет температуру, близкую к ее температуре в древесине, поэтому регулированием мощности электрического тока, подводимой к проволоке для ее разогрева в соответствии с изменениями температуры проволоки после прохождения древесины компенсируются быстроменяющиеся энергозатраты процесса резания.
В некоторых случаях может оказаться предпочтительным использовать для резания древесины проволоку, поступательно перемещающуюся между двумя токоподводящими роликовыми контактами, примыкающими к древесине с противоположных сторон. При этом согласно изобретению, на токоподводящий контакт, расположенный перед древесиной по ходу движения проволоки, подают проволоку, предварительно разогретую до заданной температуры, обеспечивающей тепловое разрушение древесины. Для поддержания температуры режущей части проволоки, контактирующей с древесиной равной заранее заданной, измеряют температуру проволоки на выходе из древесины и по сигналу, полученному от сравнения заданной температуры и измеренной, регулируют мощность электрического тока, подводимого к проволоке через токоподводящие контакты, примыкающие к древесине.
Резание древесины проволокой, поступательно перемещающейся вдоль линии разреза, позволяет в стационарных условиях упростить кинематику устройств по сравнению с устройствами с возвратно-поступательным перемещением проволоки.
Поставленная задача решается также тем, что в инструменте для резания древесины, содержащем несущую часть и режущую часть, разогреваемую электрическим током, согласно изобретению, режущая часть выполнена тупой к выступающей за боковые поверхности несущей части.
Было обнаружено, что в процессе резания древесины на тупой режущей части обеспечивается равномерная температура по всей ее рабочей поверхности, что по сравнению с заостренной кромкой, на которой, как указывалось, не обеспечивается равномерность температур, повышает стабильность процесса термодеструкции древесины и упрощает поддержание температуры режущей части предлагаемого инструмента заранее заданной.
Поскольку режущая часть выполнена тупой, с меньшим, чем у заостренной удельным давлением и большей поверхностью теплового контакта, то при внедрении инструмента слои древесины, соприкасающиеся с режущей частью инструмента, прогреваются достаточно равномерно до температуры, необходимой для теплового разрушения древесины, что повышает стабильность процесса термодеструкции древесины в направлении подачи инструмента и исключает механическое трение режущей части о древесину.
При этом благодаря тому, что режущая часть выступает за холодные боковые поверхности несущей части, указанные холодные поверхности не будут тормозить внедрение инструмента, что повышает эффективность резания.
Для поддержания температуры режущей части в соответствии с заранее заданной температурой инструмент снабжен регулятором температур с по меньшей мере одним термодатчиком, установленном в тепловом контакте с режущей частью.
Количество термодатчиков и их расположение определяется конструктивными особенностями инструмента, в частности его режущей части.
В случае, когда режущая часть инструмента разделена по длине на раздельно разогреваемые секции (как в авт.св. N 747720), целесообразно, чтобы каждая секция была снабжена термодатчиком.
При таком выполнении режущей части инструмента и регулятора температур обеспечивается более точная корректировка быстроменяющихся энергозатрат процесса резания, особенно в инструментах с протяженной режущей частью.
В дальнейшем изобретение поясняется описанием примеров его выполнения со ссылками на прилагаемые чертежи, где на фиг.1 изображено шило; на фиг.2 узел А на фиг.1, продольный разрез; на фиг.3 нож, выполненный согласно изобретению, вид сбоку; на фиг.4 участок А на фиг.3, увеличенный масштаб; на фиг.5 сечение Б-Б на фиг.3, увеличенный масштаб; на фиг.6 схема части устройства для резания древесины разогретой проволокой, возвратно-поступательно перемещающейся вдоль линии разреза древесины; на фиг.7 схема устройства для резания древесины проволокой, поступательно перемещающейся вдоль линии разреза древесины.
На фиг. 1-7 приведены варианты инструментов для резания древесины, выполненные согласно изобретению. Детали, выполняющие одни и те же функции, обозначены на фиг. 1-7 одинаковыми позициями.
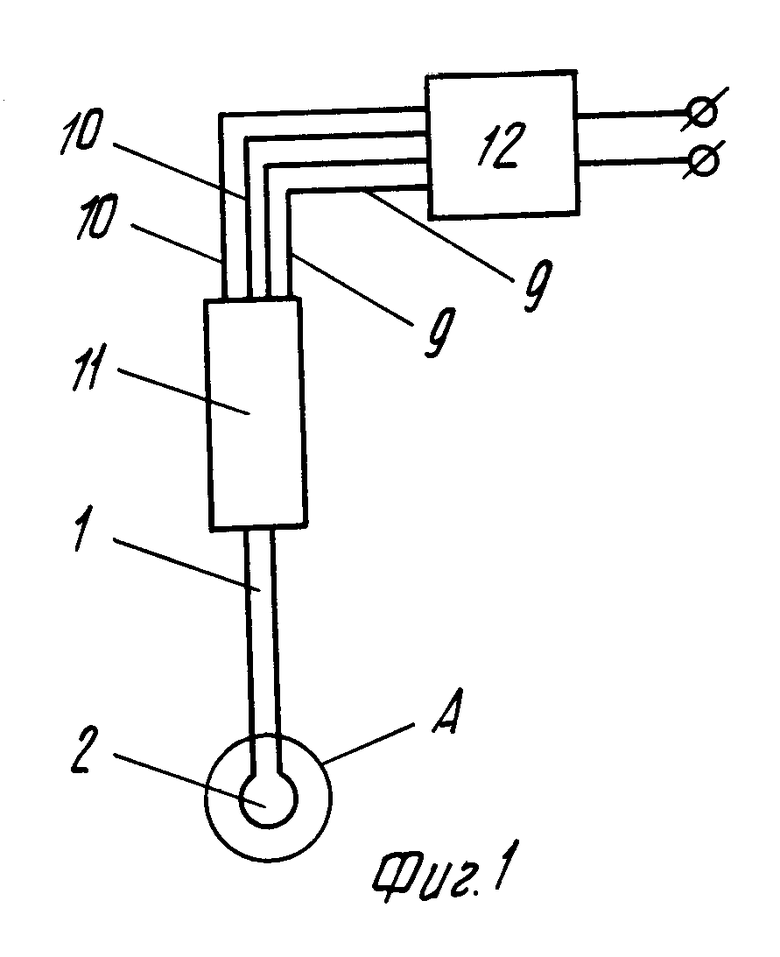
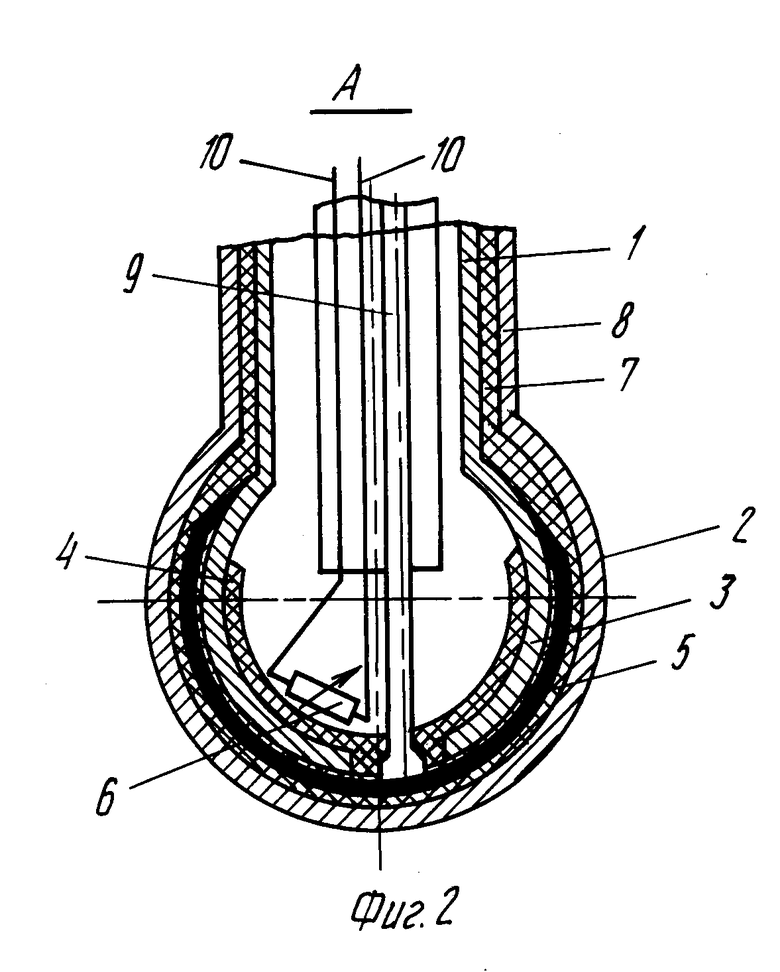
Изображенное на фиг.1 шило содержит несущую часть 1 в виде трубки с закрепленной на ее конце режущей частью 2. Режущая часть 2 выполнена в виде полого металлического шара 3 (фиг.2), покрытого изнутри и снаружи электроизоляционной пленкой 4, поверх которой снаружи напылен токоподводящий слой электронагревателя 5, а изнутри термочувствительный слой термодатчика 6, находящегося в тепловом контакте с электронагревателем 5. Электронагреватель 5 покрыт снаружи слоем электроизоляции 7 и защитной оболочкой 8, обладающей высокой теплопроводностью и находящейся в тепловом контакте с электронагревателем 5. Наружный диаметр защитной оболочки 8 режущей части 2 превосходит наружный диаметр несущей части 1. Токоподводы 9 электронагревателя 5 и сигнальные провода 10 термодатчика 6 смонтированы внутри несущей части 1 шила и выведены через держатель 11 к регулятору температур 12, выполненному любым известным образом.
Предлагаемое шило наиболее предпочтительно использовать при фигурной резке для прокалывания отверстий с целью последующего резания проволокой.
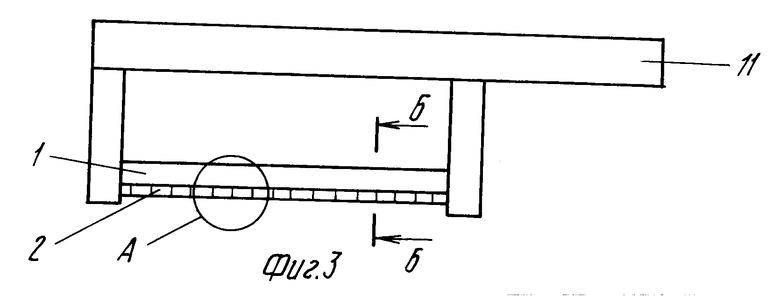
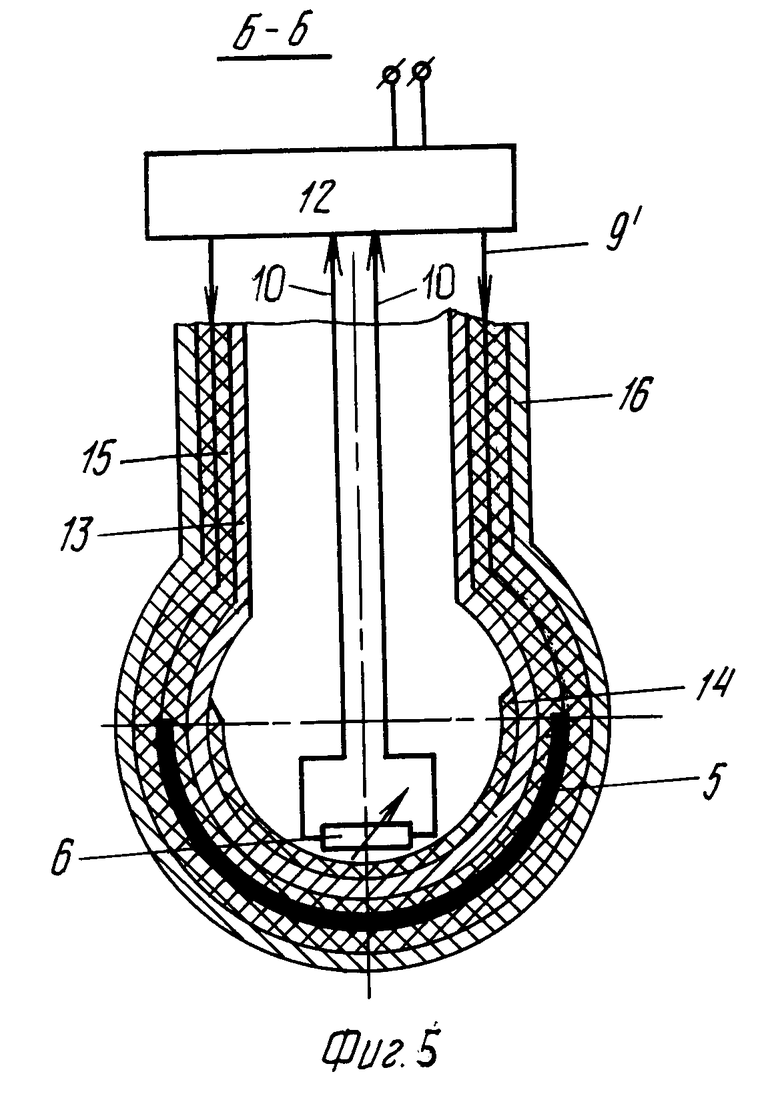
Для получения глубоких фигурных разрезов и формирования торцевых поверхностей наиболее предпочтительно использовать инструмент типа ножа, изображенного на фиг.3 фиг.5.
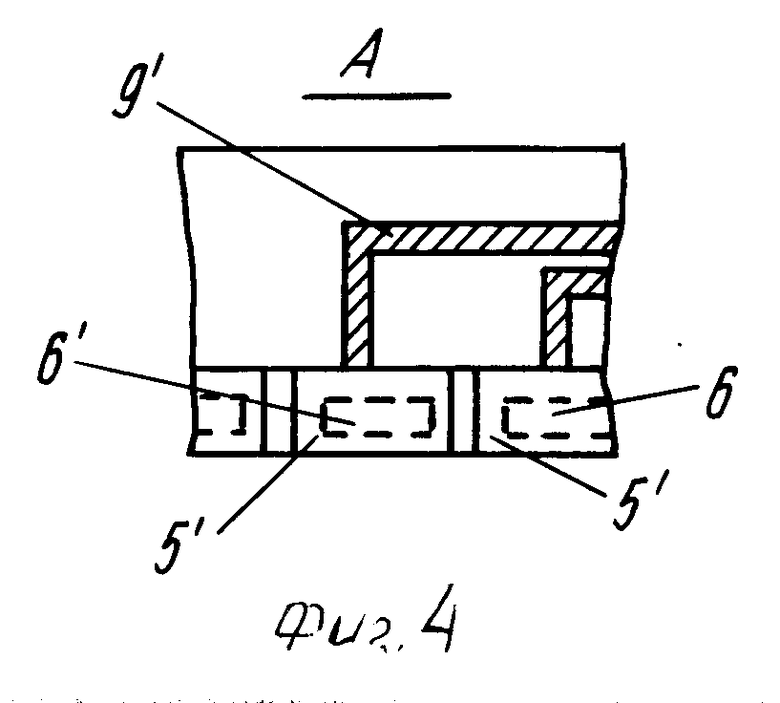
Нож содержит несущую часть 1 в виде двух полотнищ, образующих между собой полость, и тупую режущую часть 2. Режущая часть 2 выполнена в виде полой металлической обечайки 13 (фиг. 45), покрытой изнутри и снаружи электроизоляционной пленкрой 14, поверх которой снаружи напылен токопроводящий слой электронагревателя 5, а изнутри термочувствительный слой термодатчика 6, находящийся в тепловом контакте с электронагревателем 5. Токопроводящий слой электронагревателя 5 и термочувствительный слой термодатчика 6 нанесены на металлическую обечайку 13 в виде изолированных между собой секций 51 и 61 (фиг. 4), соответственно, при этом каждая секция 51 и 61 снабжена своими токоподводами 91 и сигнальными проводами 10 (фиг.5), смонтированными внутри полости несущей части 1, и выведенными на многоканальный регулятор температур 12, выполненный любым известным образом.
Благодаря такому выполнению режущей части 2 обеспечивается раздельная вдоль линии разреза компенсация быстроменяющихся энергозатрат процесса, что повышает стабильность термодеструкции древесины под режущей частью 2.
Электронагреватель 5 снаружи покрыт слоем электроизоляции 15 и защитной оболочкой 16, обладающей высокой теплопроводностью и находящейся в тепловом контакте с электронагревателем 5. Наружные поверхности защитной оболочки 16 режущей части 2 выступают за боковые поверхности полотнищ несущей части 1.
Возможны и другие варианты выполнения инструмента для резания древесины, поэтому изобретение не ограничивается этими описанными примерами или отдельными элементами, и в него могут быть внесены изменения и дополнения, которые не выходят за пределы существа изобретения, определенные формулой.
В частности, в качестве инструмента для резания древесины может быть использована проволока, разогретая электрическим током. Устройства, в которых используется проволока, имеют достаточно простую конструкцию.
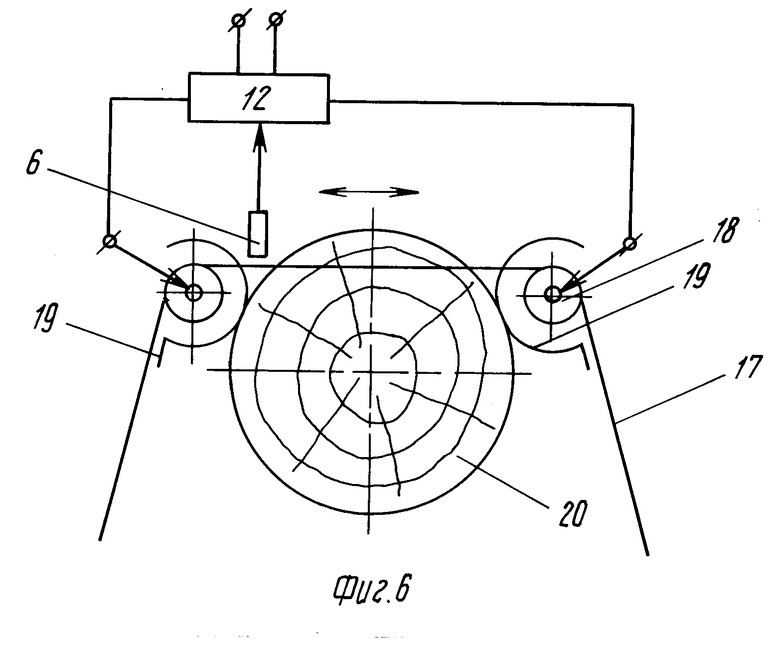
Для внедрения проволоки в древесину создают либо возвратно-поступательное, либо поступательное перемещение проволоки вдоль линии разреза. На фиг. 6 изображена схема части устройства для резания древесины разогреваемой электрическим током проволокой, возвратно-поступательно перемещающейся вдоль линии разреза древесины. Устройство содержит инструмент 17 в виде проволоки, два токоподводящих роликовых контакта 18, расположенных на подпружиненных копирах 19, выполненных, как и в авт.св. N 827293 так, чтобы в рабочем положении роликовые токоподводящие контакты 18 плотно прижимались к древесине с противоположных сторон. Участок проволоки между токоподводящими контактами 18 является режущей частью 2 инструмента 17. Согласно изобретению устройство содержит также регулятор температур 12, термодатчик 6 которого установлен вблизи одного из токоподводящих контактов 18. Кроме того устройство содержит систему натяжения проволоки (не показана) и привод возвратно-поступательного перемещения (не показан). Указанная система и привод могут быть выполнены любым известным образом.
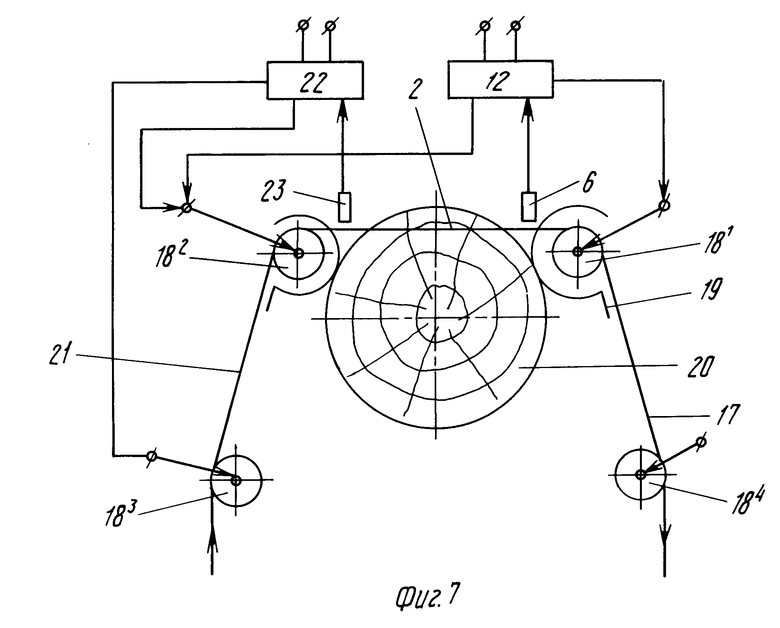
Возможно иное выполнение устройства для резания древесины разогретой проволокой, показанное на фиг.7. В этом варианте выполнения устройства создают поступательное перемещение проволоки вдоль линии разреза древесины 20. Устройство содержит инструмент 17 в виде проволоки, три токоподводящих роликовых контакта 181, 182, 183, два из которых 181 и 182 расположены на подпружиненных копирах 19, выполненных так, что в рабочем положении токоподводящие контакты 181 и 182 прижимаются к древесине 20 с противоположных сторон. Между токоподводящими контактами 183 и 182 образован участок 21 предварительного разогрева проволоки перед ее внедрением в древесину 20. Участок проволоки между токоподводящими контактами 181 и 182 является режущей частью 2 инструмента 17. Устройство содержит регулятор температур 12, термодатчик 6 которого установлен вблизи токоподводящего контакта 181, расположенного на выходе проволоки из древесины 20. Кроме того, устройство содержит регулятор температур 22, термодатчик 23 которого установлен вблизи токоподводящего контакта 182 перед древесиной 20 по ходу движения проволоки. Регулятор температур 22 выполнен известным образом, например, как регулятор температур 12. Регулятор температур 12 регулирует температуру режущей части 2 проволоки 17 между токоподводящими контактами 181 и 182, а регулятор температур 22 температуру проволоки 17 на участке 21, до ее подачи в древесину 20.
Во всех вышеописанных вариантах выполнения инструмента для резания древесины, изображенных на фиг.1 фиг.7 регулятор температур 12 выполнен любым известным образом и содержит термодатчик 6, задатчик температур (не показан), усилитель мощности (не показан) и схему формирования законов регулирования (не показана). Настройки регулятора 12 выбираются известными методами в зависимости от требуемого качества регулирования температур и устойчивости выбранной схемы.
Кроме того устройство, изображенное на фиг.7, содержит систему натяжения проволоки (не показана) и привод поступательного перемещения проволоки (не показан). Для возможности реверса поступательного перемещения проволоки в устройстве предусмотрен дополнительный роликовый контакт 184, установленный симметрично токоподводящему роликовому контакту 183 и система коммутации (не показана) термодатчиков 6 и 23 и регуляторов температур 12 и 22.
Согласно изобретению, предлагаемый способ резания древесины реализуется следующим образом.
Экспериментально путем пробных резок, определяют оптимальные режимы резания: температуру режущей части инструмента и усилие его подачи. Возможны различные критерии оптимальности режимов, например минимизация удельных затрат энергии на единицу площади среза, либо достижение желаемого качества поверхностей разреза. Выбор усилия подачи инструмента осуществляется известным образом из условия обеспечения максимально возможной (для данного инструмента и заданных критериев оптимальности резания) скорости резания. Экспериментально авторы установили, что для большинства пород древесины средней полосы широт (березы, липы, дуба и т.п.) для достижения указанных критериев оптимальности, температура режущей части инструмента должна быть в области температур от 600 до 800oC при усилиях подачи, обеспечивающих резание древесины со скоростью 10-12 мм/с. Выбор настроек регулятора температур осуществляется известным образом по допустимым отклонениям температур на термодатчике. При этом экспериментально авторы установили, что отклонение температур на термодатчике в 5-10oC является вполне допустимым для достижения достаточно малых удельных затрат энергии на единицу площади среза и хорошего качества поверхности разреза.
Уточнение указанных температур режущей части инструмента осуществляется экспериментально.
Процесс резания, например ножом, изображенным на фиг.3 фиг.5 осуществляетя следующим образом. Предварительно на задатчике (не показан) температур регулятора температур 12 (фиг.3) устанавливают заранее заданную температуру. При углублении инструмента в древесину термодатчики 61 (фиг.4) измеряют температуру соответствующих им секций 51 электронагревателя 5. Сигналы с термодатчиков 61 одновременно с сигналом от задатчика поступают на схему сравнения (не показана), в соответствии с сигналом которой усилитель мощности (не показан) регулирует мощность электрического тока, подводимого к каждой секции 51 электронагревателя 5 режущей части 2 ножа, компенсируя быстроменяющиеся энергозатраты процесса резания таким образом, чтобы температура каждой секции 51, контактирующей с древесиной, поддерживалась вблизи заданной. Например, если на пути режущей части 2 инструмента встречается участок с повышенной плотностью (сучок), то вследствие увеличенного теплопоглощения такого участка падает температура режущей части 2 на той секции электронагревателя 51, которая контактирует с указанным участком, что фиксируется термодатчиком 61, находящимся в тепловом контакте с указанной секцией 51 электронагревателя 5. Если температура режущей части 2, зафиксированная термодатчиками 61, окажется ниже установленной на задатчике, то усилитель мощности увеличивает мощность электрического тока, подводимого к секциям 51 с пониженной температурой для их разогрева до заданной температуры. В результате увеличения мощности инструмент с незначительным торможением пройдет участок повышенной плотности без механического контакта с древесиной. При этом практически не произойдет обугливания соседних (вдоль линии резания) участков древесины с меньшей плотностью.
Если на пути режущей части 2 ножа встречается более рыхлый участок древесины или воздушная полость с низким теплопоглощением перегрева инструмента не произойдет, поскольку регулятор температур 12 уменьшит мощность электрического тока, подводимогно к той секции 51 электронагревателя 5, которая контактирует с участком древесины с пониженным теплопоглощением и тем самым снизит температуру указанной секции 51 до заданной.
Поскольку режущая часть 2 ножа выполнена тупой, то на ее рабочей поверхности обеспечивается равномерная заданная температура и при углублении инструмента в древесину ее слои, соприкасающиеся с разогретой рабочей поверхностью режущей части 2, также прогреваются достаточно равномерно до температуры, необходимой для теплового разрушения древесины, что повышает стабильность термодеструкции древесины и исключает механическое трение режущей части инструмента 2 о древесину.
При этом благодаря тому, что режущая часть 2 выступает за холодные боковые поверхности полотнищ несущей части 1, последние не препятствуют проникновению инструмента в древесину, что уменьшает энергозатраты на резание и обугливание поверхности среза по сравнению с инструментами, у которых боковые поверхности либо выступают за рабочие поверхности (как в авт.св. N 747720), либо совпадают с ними (авт.св. N 142013, 54632), соответственно.
Резание инструментом типа шила, изображенного на фиг.1 фиг.2 осуществляется практически также, как и ножом, с той лишь разницей, что регулятор температур 12 в шиле имеет один термодатчик 6.
Некоторые особенности имеет способ резания древесины разогретой проволокой. Для внедрения проволоки в древесину создают давление на ее концах в направлении внедрения и либо возвратно-поступательное (фиг.6), либо поступательное перемещение (фиг.7) проволоки вдоль линии разреза древесины.
В соответсвии с устройством, изображенным на фиг.6, резание древесины 20 осуществляется следующим образом. На задатчике (не показан) устанавливают заданную температуру. Термодатчиком 6 измеряют температуру проволоки после прохождения ее древесины 20. При этом поскольку проволока возвратно-поступательно перемещается в древесине, то ее температура вблизи токоподводящего контакта 18, примыкающего к древесине 29, близка к ее температуре в древесине 20. Сигналы с термодатчика 6 и задатчика поступают на схему сравнения. В соответствии с сигналом сравнения усилитель мощности регулирует мощность электрического тока, пропускаемого по режущей части 2 проволоки между токоподводящими контактами 18 для ее разогрева таким образом, чтобы ее температура поддерживалась в соответствии с заранее заданной.
Например, если на пути проволоки 17 встречается сучок или другой участок с повышенной плотностью, то проволока на указанном участке изгибается и на входе в него более сильно охлаждается и затормаживается. Термодатчик 6 фиксирует указанную температуру проволоки 17 и после сравнения ее с заданной (более высокой соответственно) усилитель мощности увеличивает мощность электрического тока, подводимого к режущей части 2 проволоки 17 для ее разогрева. Поскольку проволока 17 на сучке изгибается, то ее удельное давление на нем больше, чем на соседних участках, и дополнительная энергия расходуется главным образом на сучке. В результате происходит тепловое разрушение древесины 20 на сучке, и проволока преодолевает его без механического трения о древесину 20. Торможение проволоки 17 на сучке будет незначительным, соответственно, меньше вероятность разрыва проволоки. При этом слои древесины на соседних с сучком участках вдоль линии разреза не подвергаются слишком длительному тепловому воздействию и обугливаются меньше.
Резание древесины проволокой, поступательно перемещающейся вдоль линии разреза, в основном осуществляется аналогичным образом. Различие заключается в том, что проволоку 17 до подачи ее в древесину 20 (фиг.7) предварительно разогревают, пропуская по ней электрический ток через токоподводящие контакты 182 и 183, расположенные перед древесиной 20 по ходу движения проволоки. Поддержание температуры проволоки 17 на участках 2 и 21 в заданных пределах осуществляется известным образом с помощью регуляторов температур 12 и 22, соответственно.
После полной перемотки проволоки 17 подключают дополнительный четвертый токоподводящий контакт 184 к регулятору 22, к которому также подключают токоподводящий контакт 181, с тем, чтобы осуществлять резание древесины 20 при реверсе проволоки и таким образом избежать холостой перемотки.
Использование: обработка древесины. Сущность изобретения: электрический ток пропускают через режущую часть инструмента, которая нагревается до определенной заданной температуры. Внедряя эту часть в древесину, осуществляют деструкцию древесины без образования опилок. Устройство характеризуется тем, что имеет блок-регулятор температуры с по меньшей мере одним термодатчиком, установленным в контакте с режущей частью, которая выполнена закругленной и выступает за несущую часть. Инструмент может быть секционным с разогревом каждой секции отдельно. 2 с. и 5 з.п. ф-лы, 7 ил.
| Устройство для резания древесины проволокой | 1988 |
|
SU1604615A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
