Изобретение относится к термодеструкционным способам обработки изделий из полимерных материалов, осуществляемыми инструментами с режущей частью, нагреваемой электрическим током. Изобретение может быть использовано в легкой и других отраслях промышленности.
Известен способ роспуска полимерных материалов, включающий нагрев металлической струны электрическим током и разрезание заготовки из полимерного материала нагретой металлической струной (см. а.с. СССР N 570491). Недостатком известного способа является низкая производительность и невозможность роспуска заготовок в виде листов из полимерных материалов вдоль их горизонтальной плоскости.
Наиболее близким к заявленному изобретению по технической сущности является способ, основанный на нагреве струны электрическим током и перемещении заготовки в направлении резания (см. а.с. СССР N 1696305). Известный способ имеет следующие недостатки: невысокие точность роспуска и качество поверхности, получаемой в результате роспуска при изготовлении плит из полимерных материалов, низкие производительность и надежность.
Известно устройство, содержащее стол со смонтированным на нем режущим инструментом, выполненным в виде нагреваемой струны (см. а. с. СССР N 452505). Известное устройство обладает существенным недостатком, который заключается в том, что невозможен роспуск заготовок в виде листов из полимерных материалов вдоль их горизонтальной плоскости, а также низкая надежность.
Наиболее близким к заявленному изобретению по технической сущности в части объекта изобретения "устройство" является устройство, содержащее рабочий стол с подпружиненной струной, закрепленной параллельно его плоскости, электропривод, механизмы для перемещения заготовок полимерного материала и для натяжения струны, а также блок нагрева и регулирования температуры струны (см. а.с. СССР N 1696305). Недостатком известного устройства являются низкие производительность и качество поверхности, получаемой в результате роспуска при изготовлении плит из полимерных материалов, а также невысокая электробезопасность.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностью признаков, тождественных всем признакам заявленного изобретения отсутствуют. Следовательно, заявленное изобретение соответствует критерию патентоспособности - "новизна".
Результаты поиска известных решений в области обработки полимерных материалов и смежных областях техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, показали, что они не следуют явным образом из уровня техники. Заявителем не выявлена известность влияния предусматриваемых отличительными, существенными признаками заявленного изобретения преобразований на достижение указанного технического результата. Следовательно, заявленное изобретение соответствует критерию патентоспособности - "изобретательский уровень".
Задачей настоящего изобретения является значительное повышение точности роспуска и качества поверхности, получаемой в результате роспуска при изготовлении плит из полимерных материалов, электробезопасности за счет использования в механизме для натяжения струны диэлектрических вставок-изоляторов, а также повышение эксплуатационных возможностей и производительности за счет непрерывного изготовления плит из полимерных материалов, надежности за счет увеличения срока службы инструмента.
Поставленная задача в части изобретения "способ" решается тем, что в способе роспуска полимерных материалов, основанном на нагреве струны электрическим током и перемещении заготовки в направлении резания, роспуск полимерного материала осуществляют путем перемещения заготовки по поверхности рабочего стола с помощью маятниковых протяжных валов вдоль направления резания относительно стационарно закрепленной и предварительно нагретой струны, причем исходную заготовку предварительно калибруют по толщине, а каждый полученный в результате роспуска слой полимерного материала калибруют по толщине и ширине до достижения заданных геометрических размеров.
Поставленная задача в части изобретения "устройство" решается тем, что устройство для роспуска полимерных материалов, содержащее рабочий стол с подпружиненной струной, закрепленной параллельно его плоскости, а также электропривод, механизмы для перемещения заготовок полимерного материала и для натяжения струны, а также блок нагрева и регулирования температуры струны, дополнительно снабжено столом для предварительного хранения заготовок полимерного материала, по меньшей мере, одной парой первичных и одной парой финишных калибрующих валов с сетчатой накаткой, а также калибрующими ножами, отбойником с наклонной плоскостью, установленного с возможностью разделения распущенных слоев полимерного материала, причем механизм для перемещения заготовок полимерного материала выполнен в виде двух маятниковых протяжных валов с продольной накаткой и узла подъема этих валов.
Механизм натяжения струны включает в себя фиксаторы струны с возможностью изменения натяжения, жестко закрепленные на корпусе стола, пружины натяжения, диэлектрические вставки-изоляторы, роликовые стойки, фиксирующие горизонтальное положение струны относительно плоскости стола с возможностью изменения положения струны относительно плоскости стола.
Блок нагрева и регулирования включает в себя регулятор температур с термодатчиком, установленным в тепловом контакте с режущей струной.
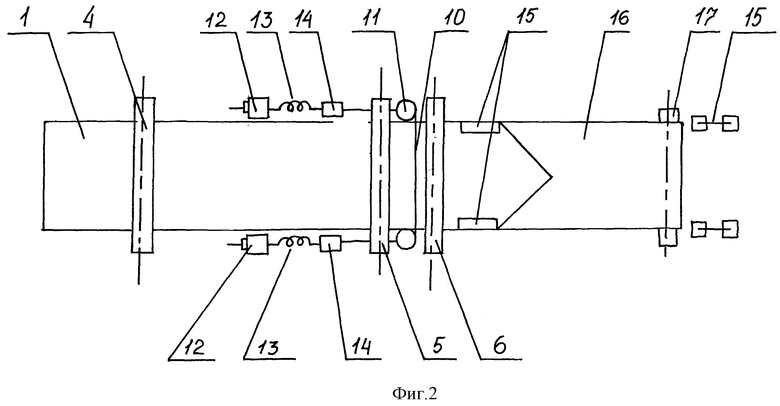
Устройство поясняется чертежами, где на фиг.1 изображен вид спереди устройства; на фиг. 2 - вид сзади устройства.
Устройство содержит стол 1 предварительного хранения заготовок 2 в виде листов из полимерных материалов, цепную передачу 3, по меньшей мере, одну пару первичных калибрующих (подающих) валов 4, выполненных с сетчатой накаткой, механизм для перемещения заготовок полимерных материалов, выполненный в виде двух маятниковых протяжных валов 5 и 6 с продольной накаткой, узел подъема маятниковых валов, включающий рычаг 7 с педалью и опору рычага 8, рабочий стол 9, электрообогреваемую режущую струну 10, закрепленную параллельно плоскости рабочего стола 9, механизм натяжения струны, включающий фиксаторы струны 12 с возможностью изменения натяжения струны, жестко закрепленные на корпусе рабочего стола 9, пружины натяжения 13, диэлектрические вставки-изоляторы 14, роликовые стойки 11, фиксирующие горизонтальное положение струны относительно плоскости стола с возможностью регулирования горизонтального положения струны 10 по высоте относительно плоскости рабочего стола 9, а также отбойник 15 с наклонной плоскостью 16, по меньшей мере, одну пару финишных калибрующих валов 17, калибрующие ножи 18 для обрезки боковых кромок заготовки 2, электропривод 19 с возможностью регулирования скорости вращения системы валов посредством изменения передаточного отношения, блок 21 нагрева и регулирования температуры струны 10, включающий регулятор температур с термодатчиком, установленным в тепловом контакте с режущей проволокой, при этом термодатчик, например, может быть установлен вблизи одного из токоподводящих контактов (не показаны).
Способ осуществляют следующим образом.
На поверхности стола 1 предварительного хранения размещают заготовки 2. Заготовка 2 подается со стола 1 предварительного хранения за готовок в первичные калибрующие (подающие) валы 4, которые калибруют заготовку 2 по толщине посредством сетчатой накатки и перемещают ее к маятниковым протяжным валам 5 и 6. С помощью узла подъема маятниковых протяжных валов, включающего рычаг 7 с педалью и опору рычага 8 маятника, маятниковые валы 5 и 6 поднимаются на высоту толщины заготовки и надвигаются на заготовку 2, захватывая ее и протягивая ее вдоль плоскости рабочего стола 9. Между валами 5 и 6 находится электрообогреваемая режущая струна 10. Первый маятниковый вал 5 протягивает заготовку 2 до электрообогреваемой режущей струны 10, которая, будучи разогретой до высокой температуры, делает рез в плоскости параллельной плоскости рабочего стола 9. Распущенная на верхний А и нижний слои В заготовка попадает под маятниковый протяжной вал 6, который протягивает заготовку 2 до отбойника 15. Отбойник отклоняет верхний слой А, оставшийся после реза, и ориентирует его отклонение под углом к плоскости рабочего стола 9. Далее верхний слой А поступает на наклонную плоскость 16, а нижний слой В продвигается по рабочему столу 9 и попадает в финишные калибрующие валы 17 с сетчатой накаткой, где происходит окончательная калибровка (укатывание) по толщине слоя В заготовки. Финишная калибровка необходима для колибрования неровностей поверхности заготовок по толщине, вызванных перепадом напряжения в электросети и колебаниями электрообогреваемой режущей струны 10, вызванных сопротивлением, которое испытывает струна 10 при нахождении ее в теле заготовки 2 во время резания. Калибровка позволяет уменьшить погрешность толщины заготовки до 0,5-0,1 мм. Боковые торцы заготовки испытывают большее тепловое воздействие, чем внутренние слои заготовки, контактирующие со струной 10, в результате чего происходит оплавление торцов заготовки. Вследствие этого образуются завальцованные торцы заготовки. Для удаления завальцованных краев используются калибрующие ножи 18, установленные под острым углом к плоскости рабочего стола. При прохождении заготовки 2 через режущую струну 10, последняя испытывает сопротивление со стороны заготовки вследствие чего струна 10 приобретает выгнутый контур, причем вследствие нагрева струны 10 длина ее увеличивается. Наличие фиксаторов 12 струны 10, в состав которого входят пружины 13, натяжение струны - саморегулируемое. Натяжные пружины 13 фиксаторов 12 подтягивают струну 10.
Способ может осуществляться при помощи установки УРП, предназначенной для продольного роспуска плит из экструдированного пенополистерола размерами 1250-3060х600х20-100 мм. (Принцип действия установки основан на использовании натянутой металлической (сплав никель-хром) струны, нагретой до высокой температуры и прохождении заготовки в направлении, поперечном линии струны. Установка представляет собой систему валов, выполненных с накаткой и кинематически связанных между собой с возможностью синхронного вращения и приводимыми в движение электроприводом с возможностью регулирования скорости вращения системы валов посредством изменения передаточного отношения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТООБРАЗНОЙ РЕШЕТЧАТОЙ НАСАДКИ ДЛЯ ТЕПЛОМАССООБМЕННОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2334616C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2001 |
|
RU2207359C2 |
| НАСАДКА ДЛЯ ТЕПЛОМАССООБМЕННОГО АППАРАТА | 2005 |
|
RU2268451C1 |
| Устройство для термомеханической обработки полимерных материалов | 1989 |
|
SU1689090A1 |
| Полуавтомат для резки термопластичных материалов | 1980 |
|
SU912523A1 |
| Устройство для послойной резки термопластичных материалов | 1988 |
|
SU1682191A1 |
| Универсальная маятниковая пила | 2024 |
|
RU2838789C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ТОНКОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2170209C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ И СПОСОБ ЕЁ ФУНКЦИОНИРОВАНИЯ | 2022 |
|
RU2793059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
Способ роспуска полимерных материалов для повышения качества заключается в том, что роспуск полимерного материала осуществляют путем перемещения заготовки по поверхности рабочего стола с помощью маятниковых протяжных валов вдоль направления резания относительно стационарно закрепленной и предварительно нагретой струны. Устройство для роспуска полимерных материалов для повышения качества дополнительно снабжено столом для предварительного хранения заготовок полимерного материала, по меньшей мере, одной парой первичных и одной парой финишных калибрующих валов с сетчатой накаткой. 2 с. и 2 з.п.ф-лы, 2 ил.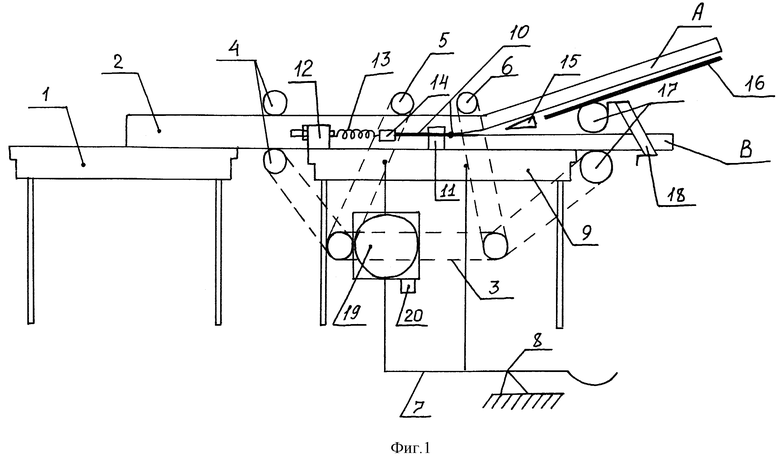
| Устройство для резки полимерных материалов | 1989 |
|
SU1696305A1 |
| ВЫСОКОМЕЧЕННЫЕ ТРИТИЕМ ПРОИЗВОДНЫЕ СИАЛОВОЙ КИСЛОТЫ | 2001 |
|
RU2190621C1 |
| US 5087185 A, 11.02.1992 | |||
| СПОСОБ ПОВЫШЕНИЯ НЕФТЕОТДАЧИ ГИДРОФИЛЬНЫХ ПЛАСТОВ | 2015 |
|
RU2588502C1 |
| DE 3445290 A1, 19.06.1986. | |||
