Изобретение относится к термодеструкционным способам обработки древесины, осуществляемым инструментами с режущей частью, нагреваемой электрическим током.
Известны способы резания древесины раскаленной проволокой, металлической лентой, перемещаемой в процессе резания возвратно- поступательно вдоль линии разреза древесины (а.с. СССР 142013, 142408, 827293, 885010) а также жестким инструментом с нагреваемыми режущими кромками (а.с. СССР 54632, 747720, 880731).
Эти способы резания древесины используют явление ее термодеструкции, т. е. разрушение древесины при нагреве. Известно, что структура древесины начинает разрушаться при нагревании выше 150oC. При этой температуре начинается размягчение целлюлозы и лигнина, двух основных компонентов древесины. При дальнейшем повышении температуры происходит плавление, а затем разложение этих компонентов в условиях недостатка кислорода (процесс пиролиза древесины), что как раз имеет место в известных способах. Разложение завершается улетучиванием газообразных компонентов и образованием угля в результате постепенного прогрева древесины до температуры приблизительно 300oC. Древесный уголь является термостойким материалом, обладающим абразивными свойствами и низкой теплопроводностью, поэтому обугливание древесины является крайне нежелательным при ее резании нагретым инструментом, так как приводит к увеличению энергозатрат, замедлению процесса резания и повышенному износу инструмента. В случае использования в качестве режущей части инструмента тонкой проволоки продолжение резания при обугливании прилегающей к проволоке области древесины, как правило, вообще становится невозможным. С другой стороны, недостаточный прогрев древесины сопровождается повышением усилия резания, что приводит также к увеличенному износу режущей кромки, особенно в случае одновременного касательного перемещения режущей части в направлении режущей кромки.
Из сказанного ясно, что для обеспечения высоких скоростей резания с малыми энергозатратами и продолжительным сроком службы инструмента определяющим является правильный выбор и поддержание значений параметров режима резания. В упомянутых выше способах принимаются некоторые меры для обеспечения термодеструкции в процессе меняющихся условий резания. В способе, реализованном в а.с. 827293, древесину режут проволокой нагреваемой электрическим током. Проволоку движут возвратно-поступательно вдоль линии разреза, причем электрический ток с помощью роликовых контактов, прижимаемых к разрезаемой заготовке, пропускают только через участок проволоки, внедренный в древесину. Напряжение, подаваемое на контакты, изменяют пропорционально длине участка проволоки, внедренной в древесину, что приблизительно эквивалентно поддержанию постоянства удельной мощности электрического тока, рассеиваемой на единице длины разреза при резании деревянных заготовок, имеющих переменный профиль. В этом и других упомянутых способах требуются дополнительные операции и меры предосторожности, направленные против перегрева режущей части инструмента, при введении в разрезаемую заготовку и на выходе из нее, так как для достижения устойчивого процесса термодеструкции древесины требуется такая мощность электрического тока, нагревающего режущую часть инструмента, которая вызывает заведомо недопустимый перегрев ее на воздухе.
Наиболее близким к изобретению является способ резания древесины по патенту RU 2034698. В этом способе автоматически поддерживают в заданных пределах температуру режущей части инструмента. При этом установлено, что температуру режущей части инструмента следует поддерживать на определяемом путем пробных резок уровне, необходимом для локального разогрева контактирующих с ней слоев древесины до температуры 240 - 270oC, соответствующей стабильному процессу термодеструкции.
Поддержание заданной температуры режущей части инструмента, контролируемой датчиком температуры, осуществляют с помощью системы автоматической стабилизации, в которой сравнивают величину сигнала от датчика температуры с устанавливаемым с помощью задатчика значением, соответствующим заданной температуре, и в зависимости от результата сравнения регулируют величину мощности электрического тока, нагревающего режущую часть инструмента, так чтобы температура режущей части инструмента находилась в заданных пределах. Этот способ исключает перегрев режущей части инструмента даже в случае обугливания прилегающих к ней слоев древесины и не требует дополнительных предосторожностей при вхождении режущей части инструмента в разрезаемую заготовку и выходе из нее.
Описанный способ резания древесины в принципе позволяет при правильном выборе усилия подачи инструмента достигать высокой производительности, однако в этом способе, как и в других известных, не определен порядок задания величины давления режущей части инструмента на древесину и связанного с ним интегрального параметра - усилия подачи, с которым осуществляется ее внедрение в заготовку. Как было установлено, температура нагрева слоев древесины, прилегающих к режущей части инструмента, зависит как от температуры режущей части инструмента так и от ее давления на древесину. Чем ниже давление, тем хуже осуществляется теплопередача, от режущей части инструмента, к слоям древесины, отстоящим от режущей части инструмента в направлении резания, и соответственно тем ниже скорость резания, при этом слои древесины, непосредственно прилегающие к режущей части инструмента, находятся с ней в более продолжительном тепловом контакте и, в результате подвергаются глубокому пиролизу, что ухудшает качество среза. При низких величинах давления режущей части инструмента на древесину резание происходит с низкой скоростью при значительных непроизводительных энергозатратах на нагрев режущей части инструмента. При еще меньших давлениях режущей части инструмента на древесину, а также при временных остановках инструмента будет происходить обугливание древесины, препятствующее дальнейшему резанию. Поэтому описанный способ малопригоден в случае ручной подачи инструмента, так как при этом трудно поддерживать заданное усилие подачи и избежать остановок инструмента в процессе резания.
Для эффективного применения этого способа дополнительно требуется подбор и поддержание в процессе резания допустимой величины усилия подачи. Возможно также применение способа в установках со стабильной либо программируемой скоростью резания. Однако при этом задаваемая скорость должна тщательно подбираться в зависимости от толщины, плотности влажности и неоднородности, например, сучковатости древесины. Для правильного выбора скорости резания требуются предварительные экспериментальные резки таких же по толщине образцов конкретного материала.
Перечисленные недостатки затрудняют использование описанного способа в промышленном производстве.
В основу изобретения положена задача создать способ термодеструкционного резания древесины, который исключал бы непроизводительные энергозатраты и обеспечил хорошее качество среза в широком диапазоне изменений мощности усилия подачи в процессе резания, включающем прекращение подачи с последующим продолжением резания и, в частности, обеспечил бы безопасное для режущей части инструмента резание древесины с максимальной производительностью, ограничиваемой прочностными характеристиками режущей части инструмента.
Задача решается тем, что в способе термодеструкционного резания древесины, включающем нагрев режущей части инструмента электрическим током, подачу инструмента относительно древесины в направлении резания и поддержание величины параметра режима резания в заданных пределах с помощью системы автоматического регулирования с замкнутой обратной связью, в которой регулирующим воздействием служит изменение мощности электрического тока, нагревающего режущую часть инструмента, согласно изобретению в процессе резания поддерживают в заданных пределах величину усилия подачи инструмента относительно древесины.
Определяющим в решении поставленной задачи является выбор величины усилия подачи инструмента в качестве регулируемого параметра в сочетании с использованием изменения мощности электрического тока, нагревающего режущую часть инструмента, (мощности нагрева режущей части инструмента) в качестве регулирующего воздействия в системе автоматического регулирования. При изменениях мощности усилия подачи инструмента возмущающее воздействие изменения усилия подачи инструмента компенсируется изменением мощности нагрева режущей части инструмента, приводящим к изменению скорости резания, пропорциональному приращению мощности усилия подачи. При этом усилие подачи инструмента сохраняет свое значение в пределах заданных ошибок регулирования, а температура режущей части инструмента изменяется соответственно изменению скорости резания. Изменение механического сопротивления процессу резания, например, при встрече с сучком, при задаваемой постоянной скорости резания сопровождается изменением в нужную сторону мощности нагрева режущей части инструмента. Изменение скорости подачи, также являющееся возмущающим воздействием, аналогичным образом вызывает изменение мощности нагрева режущей части. В большинстве случаев усилие подачи поддерживают на постоянном уровне, таком, чтобы обеспечить в процессе резания заданные пределы величины давления режущей части инструмента на древесину, за исключением случаев, когда требуется получение поверхности среза со специальными декоративными свойствами, например, тона поверхности, изменяющегося в направлении резания по заданному закону. Обнаружено, что, чем выше уровень, котором поддерживается величина давления режущей части инструмента на древесину, тем шире допустимые пределы для мощности усилия подачи, в которых выполняются условия стабильного протекания процесса термодеструкции древесины, обеспечивающего хорошее качество среза. Также было получено теоретически и подтверждено экспериментально, что в предлагаемом способе результирующая мощность нагрева режущей части инструмента в диапазоне от малых до максимальных значений, определяемых тепловой прочностью инструмента, пропорциональна мощности усилия подачи или как следствие скорости резания, а это означает, что в отличие от прототипа в предложенном способе сведены к минимуму непроизводительные затраты энергии, т.е. способ обеспечивает максимальную производительность в указанном диапазоне значений мощности нагрева режущей части инструмента. Кроме того, поддержание давления режущей части инструмента на древесину путем автоматического изменения мощности нагрева режущей части инструмента позволяет в процессе резания в произвольный момент прекращать подачу инструмента, а затем возобновлять резание, не опасаясь обугливания древесины в месте остановки, так как при прекращении подачи мощность нагрева режущей части инструмента автоматически падает до нуля, что сопровождается падением температуры режущей части инструмента, а после возобновления подачи усилие подачи также автоматически достигает заданного значения, не превышая его, что исключает опасность поломки инструмента. Таким образом, предложенный способ предоставляет полные возможности для использования ручной подачи инструмента.
Целесообразно подачу инструмента относительно древесины осуществлять с помощью механизма привода подачи с регулируемой мощностью усилия подачи и поддерживать в заданных пределах температуру режущей части инструмента с помощью системы автоматического регулирования с замкнутой обратной связью, в которой регулирующим воздействием служит изменение мощности усилия подачи.
Производительность резания в предложенном способе ограничивается механической прочностью режущей части инструмента, падающей с увеличением ее температуры. Поскольку скорость резания возрастает с увеличением как усилия подачи, так и температуры режущей части инструмента, то очевидно, что для каждого инструмента существует оптимальное сочетание предельно допустимых значений усилия подачи и температуры режущей части инструмента, при которых может быть достигнута максимальная скорость резания. Таким образом, для резания древесины в режиме максимальной производительности необходимо поддерживать как усилие подачи, так и температуру режущей части инструмента вблизи предельных значений, определяемых выбором конкретного инструмента.
Усилие подачи инструмента в предложенном способе поддерживают в заданных пределах, верхний из которых в этом случае совпадает с максимально допустимым для используемого инструмента значением, с помощью системы автоматического регулирования с замкнутой обратной связью, в которой регулирующим воздействием служит изменение мощности электрического тока, нагревающего режущую часть инструмента. Температуру режущей части инструмента поддерживают в заданных пределах, верхний из которых, совпадает с максимально допустимым для используемого инструмента при заданном усилии подачи значением, используя дополнительно еще одну систему автоматического регулирования с замкнутой обратной связью, в которой регулирующим воздействием служит изменение мощности усилия подачи. Для поддержания температуры режущей части инструмента мощность усилия подачи увеличивают при уменьшении температуры режущей части инструмента и уменьшают при увеличении температуры режущей части инструмента. При этом изменение мощности усилия подачи происходит за счет изменения скорости резания. Таким образом осуществляется безопасное для режущей части инструмента резание древесины с максимальной производительностью, ограничиваемой прочностными характеристиками режущей части инструмента.
Предложенный способ может быть использован при резании древесины ручным инструментом, а также с помощью автоматизированных комплексов, тем самым достигается возможность его разнообразных промышленных применений.
На фиг. 1 изображена схема процесса термодеструкции древесины, происходящего под давлением внедряемой в нее нагретой режущей части инструмента; на фиг.2 - график обобщенной зависимости скорости резания от температуры режущей части инструмента при различных значениях ее давления на древесину; на фиг.3 - функциональная схема устройства с ручным приводом подачи инструмента и автоматическим регулированием усилия подачи; на фиг.4 - функциональная схема устройства с механическим приводом подачи заготовки и автоматическим регулированием усилия подачи и температуры режущей части инструмента.
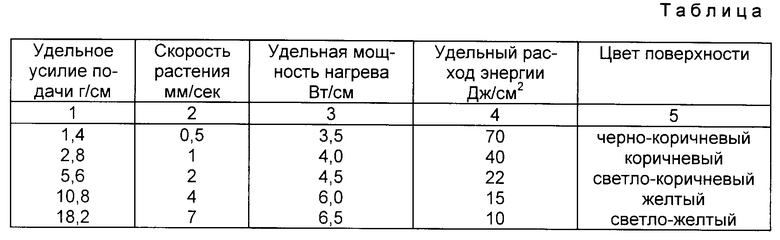
Химические процессы, протекающие при нагреве древесины подробно освещены в литературе (Кислицын А.Н. Пиролиз древесины. -М.: Лесн. пром., 1990). Процессы, протекающие при термодеструкции древесины под давлением внедряемой в древесину режущей части инструмента, имеющей рабочую температуру около 800oC, во многом схожи с процессами, протекающими в установках пиролиза древесины, но условия протекания их различны. При техническом пиролизе древесины применяется постепенный нагрев, при котором присутствующая в древесине вода полностью испаряется до начала термодеструкции. В отличие от этого при термодеструкционном резании (фиг.1) одновременно с размягчением компонентов древесины 1 происходит интенсивное испарение воды, присутствующей в ней, в том числе и в связанном виде. В обычных условиях древесина имеет влажность в пределах 40- 70%. При этом, в области теплового контакта с режущей частью инструмента (фиг.1) в виде проволоки 2 создается высокое давление пара. Перегретый водяной пар под давлением проникает по капиллярно-пористой структуре древесины 1 в близлежащую зону, значительно ускоряя передачу тепла в направлении резания. Этот процесс сопровождается разрушением стенок древесных капилляров. Одновременно в близлежащей к проволоке 2 зоне происходит плавление основных компонентов древесины, целлюлозы и лигнина и их частичное разложение, пиролиз, сопровождающиеся выделением газов. Глубина пиролиза в сильной степени зависит от продолжительности контакта расплава с нагретой проволокой 2 и тем меньше чем выше скорость резания. Это явление приводит к уменьшению затрат энергии на резание при увеличении скорости резания. Выделяющиеся газы и водяной пар образуют перед проволокой 2 упругую парогазовую подушку 3, предотвращающую при интенсивном процессе термодеструкции, непосредственный механический контакт древесины 1 с проволокой 2, что также тормозит процесс пиролиза. Расплав компонентов древесины выдавливается с боков от проволоки 2 назад по отношению к направлению подачи и застывает на поверхности разреза в виде прозрачной пленки 4, тем более темно-окрашенной, чем больше в ней примесь продуктов глубокого пиролиза древесины 1. Под пленкой находится слой 5 пластично деформированной древесины, не изменившей своей структуры и цвета. Интенсивность парообразования и давление пара увеличиваются с увеличением мощности нагрева режущей части инструмента. Это увеличение тем более значительно, чем выше давление режущей части инструмента на древесину, а возрастающий при этом перенос тепла паром в направлении резания приводит к снижению теплового сопротивления между режущей частью инструмента и древесиной и как следствие к незначительному росту температуры при увеличении мощности нагрева режущей части инструмента. Получено экспериментальное подтверждение описанных выше явлений, которые позволяют достигать высокой производительности способа при поддержании усилия подачи, определяющего давление режущей части инструмента на древесину вблизи максимально допустимого значения. Приведенные в таблице экспериментальные результаты подтверждают вывод о том, что наиболее выгодными в энергетическом отношении являются режимы резания с высокими скоростями, этим режимам соответствуют наименее окрашенные поверхностные пленки 4.
Результаты, приведенные в таблице, получены при использовании в качестве режущей части инструмента проволоки диаметром 0,15 мм. В графе 3 таблицы приведены значения удельной мощности нагрева проволоки на единицу длины, в графе 4 - удельный расход энергии на нагрев проволоки приходящейся на единицу площади разреза.
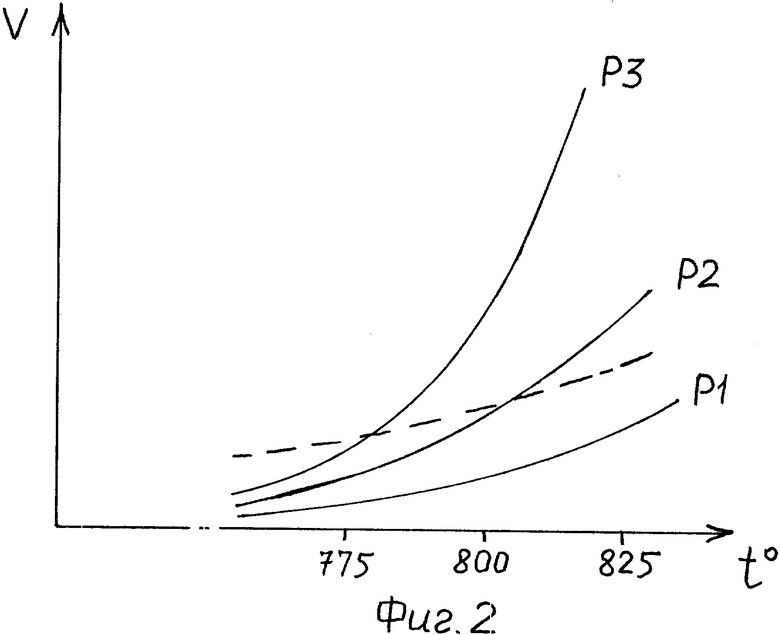
На фиг.2 приведена зависимость скорости резания V от температуры режущей части инструмента to при трех различных значениях давления P режущей части инструмента на древесину, из которых минимальным является P1, а максимальным - P3. Диапазон достижимых значений скорости резания определяется прочностными характеристиками используемого инструмента, но зависимость от температуры и давления сохраняет свой характерный вид, хотя конкретные значения скорости резания до некоторой степени зависят от характеристик древесины (плотности, влажности и др.).
Пунктирной линией условно проведена граница области "обугленного среза" соответствующей точкам на графике, лежащим ниже пунктирной линии. Приведенная зависимость наглядно показывает преимущества предложенного способа перед известными в отношении промежуточных остановок инструмента в процессе резания. До тех пор пока мощности усилия подачи хватает для поддержания заданного (высокого) усилия подачи путем автоматического изменения мощности нагрева режущей части инструмента, даже при небольшой скорости резания рабочая точка режима резания будет находиться выше границы области, в которой происходит обугливание, а затем некомпенсируемое снижением мощности нагрева режущей части инструмента уменьшение усилия подачи и связанной с ним величины давления режущей части инструмента на древесину приведет к скачкообразному изменению до нуля одновременно мощности нагрева режущей части инструмента и скорости резания, при котором рабочая точка режима минует область обугливания. Знание зависимостей, изображенных на фиг.2, позволяет выбрать для работы оптимальную область совместных значений полного комплекса параметров, определяющих режим резания.
Особенности предложенного способа термодеструкционного резания древесины могут быть наглядно продемонстрированы на примере использования в качестве режущей части инструмента проволоки, нагреваемой пропускаемым по ней электрическим током, поэтому реализация предложенного способа будет рассмотрена в основном на этом примере. При этом следует отметить, что предложенный способ не налагает ограничений на конкретное выполнение инструмента с режущей частью, нагреваемой электрическим током. В частности, могут быть использованы известные инструменты с режущей частью выполненной в виде металлической ленты, нагреваемой пропускаемым по ней электрическим током, а также любой из инструментов, описанных в патенте RU 2034698.
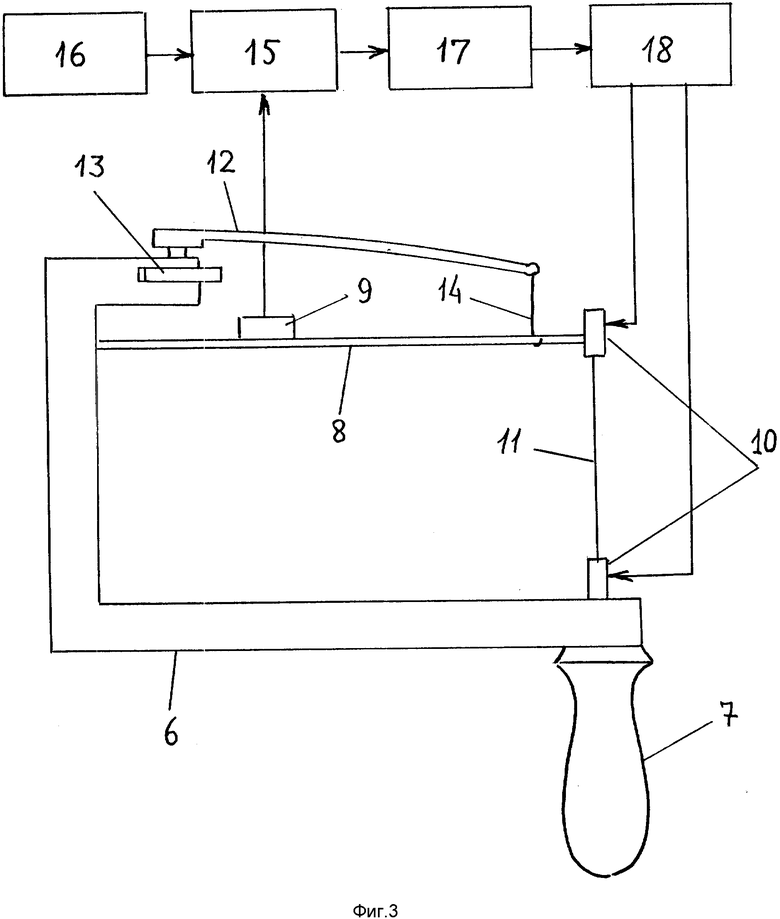
На фиг.3 приведена функциональная схема устройства реализующего предложенный способ при ручной подаче инструмента. Устройство содержит раму 6, снабженную рукояткой 7. В раме 6 закреплена гибкая стойка 8 с установленным на ней тензодатчиком 9. На раме 6 и на свободном конце стойки 8 установлены электрически изолированные от них электрические зажимы 10, в которых закреплена проволока 11, имеющая электрический контакт с зажимами 10. Помимо этого на раме 6 смонтирован пружинный механизм, содержащий плоскую тарированную пружину 12, узел 13 регулировки усилия натяжения пружины 12 и тягу 14, соединяющую конец пружины 12 с гибкой стойкой 8. Пружинный механизм служит для создания регулируемого усилия натяжения проволоки 11, позволяющего задавать величину прогиба проволоки 11, возникающего под воздействием усилия подачи. Величина прогиба проволоки выбирается из условия компромисса между допустимой величиной усилия подачи и точностью обработки древесины; чем больше величина прогиба, тем ниже точность. Выходной сигнал тензодатчика 9, пропорциональный усилию, приложенному к проволоке 11, подается на один из входов блока 15 сравнения, на другой вход которого подается выходной сигнал задатчика 16 усилия подачи. Выход блока 15 сравнения соединен с блоком 17 формирования закона регулирования. Выходной сигнал блока 17 формирования закона регулирования поступает на вход усилителя 18 мощности, к выходу которого подключены электрические зажимы 10, образующие электрическую цепь, замкнутую через проволоку 11. При реализации предложенного способа могут быть применены различные законы регулирования, например закон пропорционального регулирования.
Согласно предложенному способу резание древесины выполняют следующим образом. С помощью задатчика 16 устанавливают выбранное для поддержания при резании значение усилия подачи и приводят проволоку 11 в механический контакт с заготовкой. До тех пор пока к проволоке 11 не прилагается усилие, напряжение на выходе усилителя 18 мощности равно нулю. При механическом контакте проволоки 11 с заготовкой возникает усилие подачи, изгибающее гибкую стойку 8, при котором от тензодатчика 9 пропорциональный этому усилию сигнал поступает на блок 15 сравнения, в котором сравнивается с сигналом от задатчика 16. Пропорциональный разности выходных сигналов тензодатчика 9 и задатчика 16 выходной сигнал блока 15 сравнения подается на блок 17 формирования закона регулирования. Выходной сигнал блока 17 формирования закона регулирования, воздействуя на вход усилителя 18 мощности, вызывает появление напряжения на электрических зажимах 10 и электрического тока через проволоку 11. Увеличение усилия подачи приводит к увеличению мощности нагрева режущей части инструмента, уменьшающему сопротивление резанию со стороны древесины, что в конечном счете приводит к такому изменению мощности на нагрев режущей части инструмента, при котором усилие подачи сохраняется постоянным и соответствующим сигналу задатчика 16. Для предотвращения перегрева проволоки 11, при недопустимой для инструмента мощности усилия подачи, в блоке 17 формирования закона регулирования может быть предусмотрено ограничение максимальной величины мощности нагрева режущей части инструмента, при достижении которой срабатывает сигнал оповещения оператора, например, звуковой, сигнализирующий о необходимости уменьшения мощности усилия подачи.
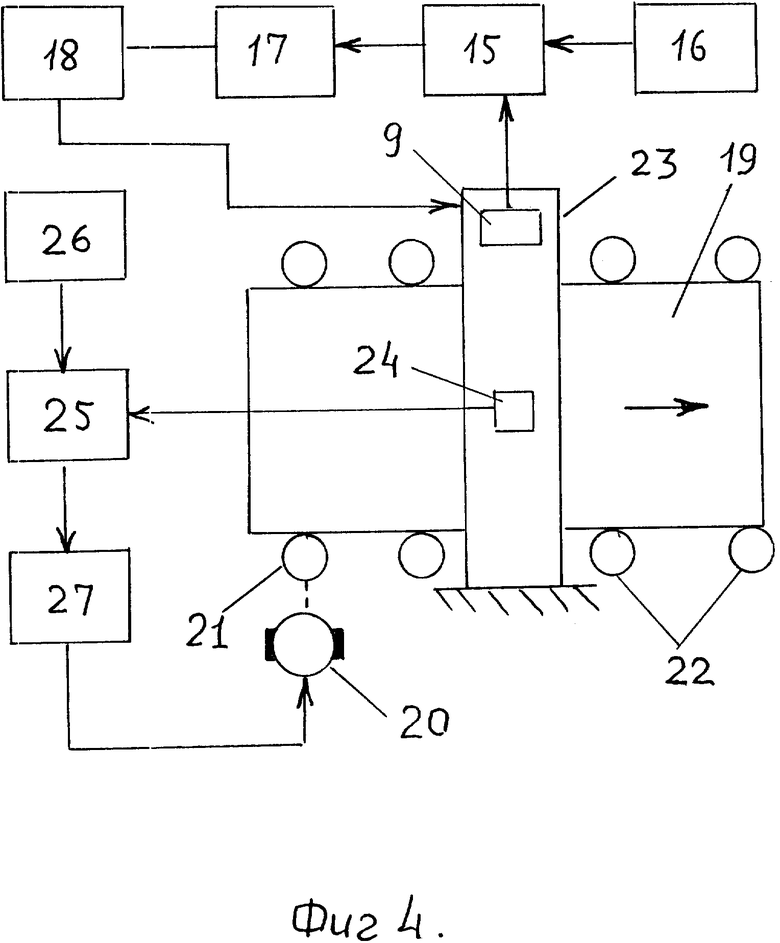
В случаях, когда требуется обеспечить резание с максимальной производительностью, т.е. вблизи пределов прочностных характеристик режущей части инструмента, следует применять вариант осуществления способа с автоматическим регулированием усилия подачи и температуры режущей части инструмента. На фиг. 4 приведена функциональная схема устройства, реализующего такой вариант предложенного способа. Помимо системы автоматического регулирования усилия подачи устройство дополнительно содержит систему автоматического регулирования температуры, в которой в качестве управляющего воздействия используется изменение скорости подачи заготовки. Устройство содержит механизм подачи заготовки 19 с электродвигателем 20 с регулируемой скоростью вращения, вращающим приводной валик 21. Заготовка 19 удерживается от боковых перемещений валками 22, установленными с возможностью вращения, и обрабатывается с помощью инструмента 23 с установленным на нем термодатчиком 24, измеряющим температуру режущей части инструмента 23. Выход термодатчика 24 соединен с входом блока 25 сравнения, с другим входом которого соединен выход задатчика 26 температуры. Выход блока 25 сравнения соединен с входом регулятора 27. Выход регулятора 27 соединен с входом управления скоростью вращения вала электродвигателя 20.
Система автоматического регулирования температуры работает следующим образом. Сигнал с выхода термодатчика 24 поступает на блок 25 сравнения, формирующий выходной сигнал, пропорциональный разности сигналов от термодатчика 24 и задатчика 26. Выходной сигнал блока 25 сравнения поступает на вход регулятора 27, напряжение с выхода которого подается на вход управления скоростью вращения вала электродвигателя 20, соединенного с приводным роликом 21, приводящим в движение заготовку 19. Таким образом, при изменении температуры режущей части инструмента изменяется скорость подачи заготовки. Для поддержания температуры режущей части инструмента система автоматического регулирования обеспечивает увеличение скорости подачи при уменьшении температуры режущей части инструмента и ее снижение при увеличении температуры режущей части.
Выше приведенные конкретные примеры осуществления изобретения, допускающие различные изменения и дополнения, очевидны специалистам в данной области техники. Поэтому изобретение не ограничивается этими описанными примерами, и в него могут быть внесены изменения и дополнения, которые не выходят за пределы существа и объема изобретения, определенные формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗАНИЯ ДРЕВЕСИНЫ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2034698C1 |
| СПОСОБ РЕЗАНИЯ ДРЕВЕСИНЫ | 1995 |
|
RU2088401C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНОГО МАТЕРИАЛА НАГРЕТЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2171176C2 |
| СПОСОБ РЕЗАНИЯ ДРЕВЕСИНЫ РАСКАЛЕННОЙ ПРОВОЛОКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2045394C1 |
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ДРЕВЕСНОГО МАТЕРИАЛА НАГРЕТЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2162406C1 |
| СПОСОБ РОСПУСКА ПОЛИМЕРНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2172251C1 |
| Способ определения параметров фазового перехода твердое тело-жидкость и устройство для его осуществления | 1984 |
|
SU1221566A1 |
| Способ управления процессом резания | 1986 |
|
SU1393532A1 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ МАТЕРИАЛА | 1991 |
|
RU2015231C1 |
| СПОСОБ РЕЗКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2325269C2 |
Способ термодеструкционного резания древесины предназначен для резания инструментом с режущей частью, нагреваемой электрическим током. Согласно способу в процессе резания древесины поддерживают в пределах заданных отклонений от заданного изменения величины усилия подачи инструментов относительно древесины с помощью системы автоматического регулирования с замкнутой обратной связью, в которой регулирующим воздействием служит изменение мощности электрического тока, нагревающего режущую часть инструмента. Способ позволяет обеспечить хорошее качество среза в широком диапазоне изменений мощности усилия подачи в процессе резания, включающем прекращение подачи с последующим продолжением резания и, в часности, безопасное для режущей части инструмента резание древесины с максимальной производительностью, ограничиваемой прочностными характеристиками режущей части инструмента. 1 з.п.ф-лы, 1 табл. , 4 ил.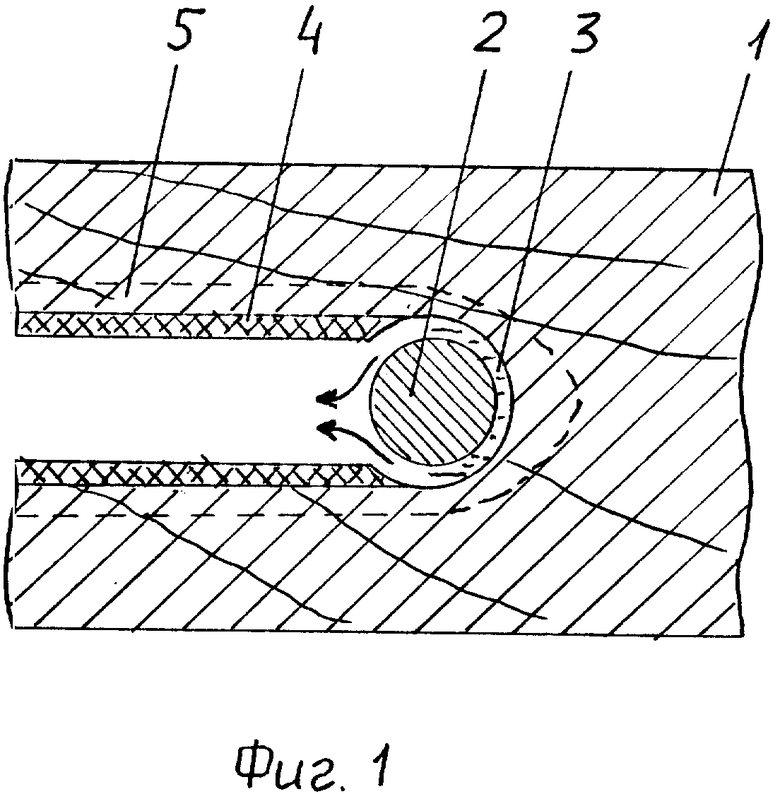
| RU, патент, 2034698, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
