Изобретение относится к оборудованию для формирования изделий способом полусухого прессования и может быть использовано в промышленности строительных материалов для прессования плитки для полов и облицовки, в пищевой и химической промышленности для прессования брикетов и т.п.
Известна поточно-автоматизированная конвейерная линия для производства керамических облицовочных плиток, содержащая устройство для изготовления прессуемой смеси, коленно-рычажный пресс КРК-125 или гидравлический пресс КРУ-160, автоматическое приемно-разгрузочное устройство, глазуровочную установку и обжиговые печи.
Недостатком поточно-автоматизированной линии является невысокая производительность при одностороннем прессовании изделий, поскольку прессование изделий происходит в момент их остановки под прессом, а это ограничивает производительность линии. Одностороннее прессование не позволяет достигнуть такого же качества изделий как при двустороннем прессовании.
Известен пресс для двустороннего прессования абразивных кругов, содержащий станину, прессующие механизмы, комплект пресс-форм, питатель, шибер, задающее устройство и гидростанцию. Прессующие механизмы установлены в верхней и нижней плитах станины соосно друг другу и выполнены в виде гидроусилителей дифференциального действия с жесткой обратной связью.
Недостатком пресса является невысокая производительность ограниченная циклом его работы, в котором требуется остановка процесса на загрузку смеси и выгрузку готовых изделий, при этом обеспечивается высокое качество прессуемых изделий за счет двустороннего прессования (синхронного сближения верхней и нижней плит), разделенного на предварительное и окончательное.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для полусухого прессования кирпича, содержащее станину, загрузочный бункер, поворотный стол с пресс-формами, прессующие гидроцилиндры, механизм открытия и закрытия крышек пресс-форм, механизм выталкивания готовых изделий, отводящий конвейер, гидропривод и систему электроавтоматического управления.
Недостатком устройства является одностороннее прессование изделий, а следовательно, невозможность достижения высокого качества прессуемых изделий, сопутствующего двустороннему формованию изделий.
Задача, решаемая изобретением, заключается в обеспечении высокого качества готовых изделий за счет двустороннего их формования при высокой производительности устройства, обеспечиваемой осуществлением процесса прессования изделий при непрерывном вращении поворотного стола.
Сущность изобретения заключается в том, что каждая пресс-форма поворотного стола, установленного с возможностью вращения в вертикальной плоскости вокруг неподвижной горизонтальной оси, снабжена двумя прессующими гидроцилиндрами, штоки которых расположены соосно в горизонтальной плоскости и шарнирно соединены с боковыми пуансонами с возможностью двустороннего прессования изделий. Механизм открытия и закрытия крышек пресс-форм выполнен в виде неподвижно закрепленного по окружности пространственного кулачка, в профильном пазу которого установлены ролики, шарнирно соединенные с крышками каждой пресс-формы. Механизм выталкивания готовых изделий включает неподвижно закрепленный на неподвижной горизонтальной оси плоский кулачок, в профильном пазу которого установлены ролики, шарнирно соединенные с выталкивателями готовых изделий каждой пресс-формы, причем загрузочный бункер установлен со стороны боковой цилиндрической поверхности поворотного стола.
Предлагаемое устройство обеспечивает высокую производительность, поскольку процесс прессования осуществляется при непрерывном вращении поворотного стола, при высоком качестве формуемых изделий, поскольку в устройстве обеспечивается процесс синхронного двустороннего прессования изделий, при котором боковые пуансоны синхронно движутся навстречу друг другу. Использование определенной гидросхемы с соответствующей схемой управления ее работой может быть реализована схема ступенчатого прессования (предварительного с высокой скоростью и низким давлением и окончательного с меньшей скоростью и высоким давлением до заданного предела), что обеспечивает наилучшее качество готовых изделий.
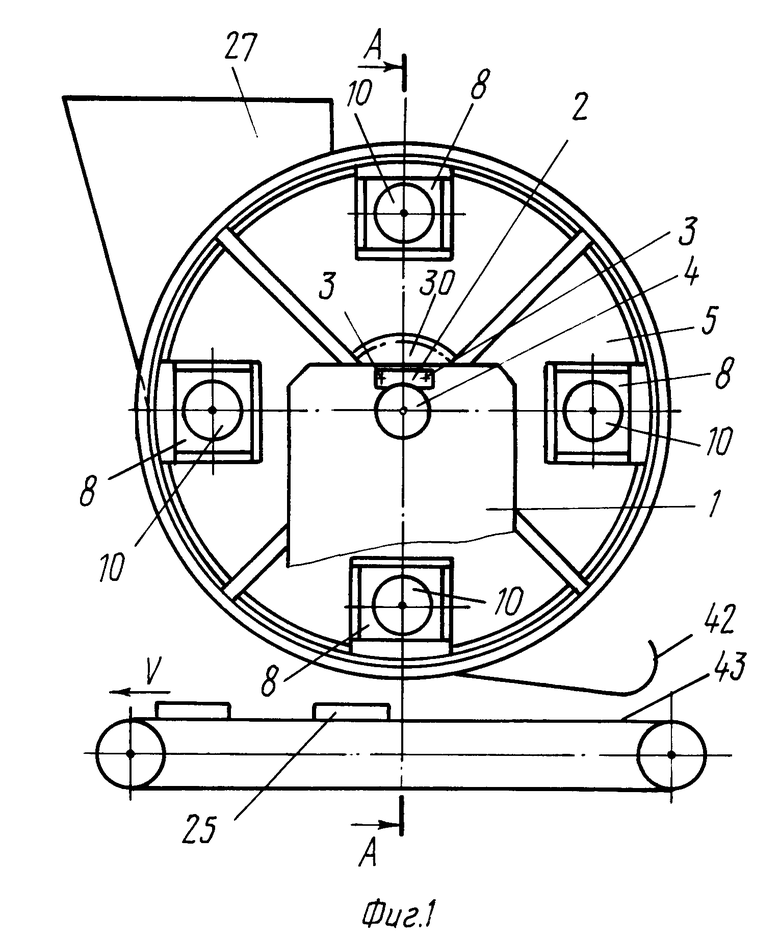
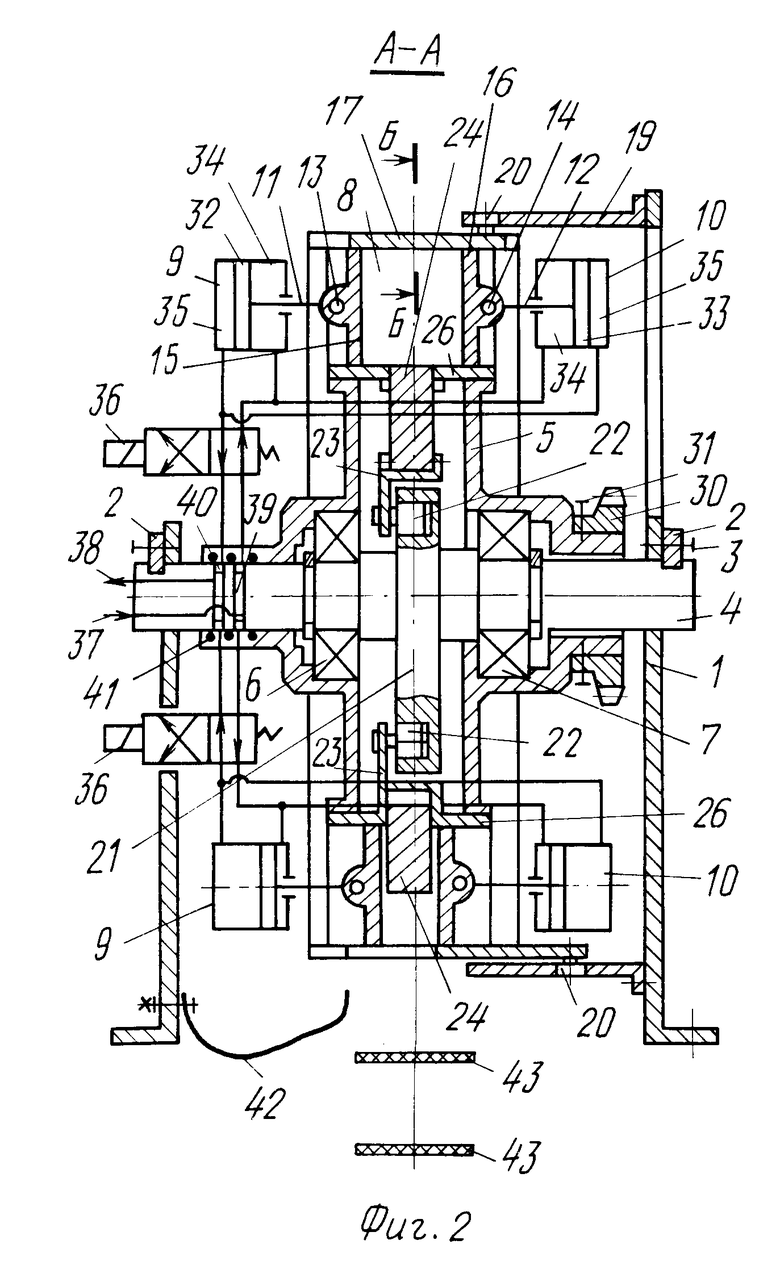
На фиг.1 показано устройство, вид спереди; на фиг.2 сечение А-А на фиг. 1; на фиг.3 сечение Б-Б на фиг.2.
На станине 1 (фиг.1) неподвижно посредством оседержателей 2 и болтов 3 закреплена горизонтальная ось 4. Поворотный стол 5 установлен на подшипниках 6, 7 (фиг.2) с возможностью вращения в вертикальной плоскости вокруг неподвижной горизонтальной оси 4. Конструктивно поворотный стол выполнен полым из двух жестко соединенных между собой, например болтами (не показаны), частей, при этом плоскость разъема расположена в вертикальной плоскости. В поворотном столе 5 по окружности установлены пресс-формы 8, количество которых может быть 2, 3, 4 и т.д. в зависимости от размеров прессуемых изделий и размеров поворотного стола 5. Конструкция поворотного стола 5 с одной пресс-формой возможна, но нежелательна ввиду неуравновешенности поворотного стола и необходимости установки соответствующего противовеса. Каждая пресс-форма 8 снабжена двумя прессующими гидроцилиндрами 9, 10, штоки 11, 12 которых расположены соосно в горизонтальной плоскости и шарнирами 13, 14 соединены с боковыми пуансонами 15, 16 с возможностью синхронного двустороннего прессования изделий по широким граням. Каждая пресс-форма 8 снабжена крышкой 17, установленной в направляющих 18 (фиг.3) с возможностью возвратно-поступательного движения в горизонтальной плоскости. В механизм открытия и закрытия крышек пресс-форм входит неподвижно закрепленный по окружности пространственный кулачок 19, в профильном пазу которого установлены ролики 20, шарнирно соединенные с крышками 17 каждой пресс-формы 8.
Механизм выталкивания готовых изделий включает неподвижно закрепленный на неподвижной горизонтальной оси 4 плоский кулачок 21, в профильном пазу которого установлены ролики 22, шарнирно соединенные с тягами 23, неподвижно соединенными с выталкивателями 24 готовых изделий 25 каждой пресс-формы 8. Выталкиватели 24 установлены с возможностью радиального перемещения в направляющих 26.
Загрузочный бункер 27 неподвижно закреплен на станине 1 со стороны боковой цилиндрической поверхности 28 поворотного стола 5 с возможностью регулировки расстояния между загрузочным бункером 27 и боковой цилиндрической поверхностью 28 (фиг. 3) поворотного стола 5 (регулировочное устройство на чертежах не изображено), обеспечивающей вращение поворотного стола 5 и предотвращение просыпания прессуемой смеси, находящейся в загрузочном бункере 27. Наружная поверхность 29 (фиг.3) крышки 17 выполнена выпуклой, с радиусом выпуклости равным наружному радиусу цилиндрической боковой поверхности 28 поворотного стола 5.
Привод поворотного стола, включающий электродвигатель, редуктор, вариатор скорости и цепную передачу (не показан). Ведомая звездочка 30 цепной передачи привода неподвижно соединена с поворотным столом 5 посредством посадки с натягом и винтов 31.
Гидроцилиндры 9, 10 делятся поршнями 32, 33 на полости 34, 35, гидравлически связанные с гидрораспределителем 36 с электрическим управлением. Гидрораспределители 36 гидравлически связаны с напорной 37 и сливной 38 гидромагистралями внешней гидросистемы, которые подведены в полость поворотного стола через неподвижную горизонтальную ось 4, в которой выполнены кольцевые проточки 39, 40 и соответствующие каналы в левой ступице поворотного стола 5. Герметизация гидромагистралей 37, 38 в подвижном соединении осуществляется уплотнениями 41.
Под поворотным столом 5 неподвижно закреплен сборник 42, предназначенный для сбора просыпающейся при работе устройства прессуемой смеси. Сборник 42 сообщен с загрузочным бункером 27 ковшевым элеватором (не показан), предназначенным для возврата прессуемой смеси из сборника 42 в загрузочный бункер 27. Под поворотным столом 5 смонтирован отводящий конвейер 43 с возможностью транспортирования готовых изделий 25.
Система электроавтоматического управления работой гидрораспределителей 36, включающая путевые переключающие устройства для каждого из гидрораспределителей, смонтированные на поворотном столе 5 и взаимодействующие с пространственными кулачками, выполненными на станине 1 (не показаны).
Работает устройство следующим образом.
Включением привода поворотного стола ведомая звездочка 30 через винты 31 приводит во вращение поворотный стол 5, вращающийся на подшипниках 6, 7, закрепленных на неподвижной горизонтальной оси 4. Неподвижность последней обеспечивается оседержателями 2, неподвижно закрепленными на станине 1 болтами 3 (фиг. 1, 2). При вращении поворотного стола 5, например, по часовой стрелке на позиции загрузки (при прохождении поворотным столом 5 зоны под загрузочным бункером 27) прессуемая смесь из загрузочного бункера 27 под действием гравитационных сил заполняет пресс-форму 8 (фиг.2). На позиции загрузки пресс-форма 8 открыта, крышка 17 по направляющим 18 сдвинута в крайнее правое положение. Боковые пуансоны 15, 16 разведены в крайние друг от друга положения и шарнирами 13, 14 соединены со штоками 11, 12 поршней 32, 33, которые делят соответственно гидроцилиндры 9, 10 на полости 34, 35, гидравлически связанные через гидрораспределители 36 с напорной 37 и сливной 38 гидромагистралями внешней гидросистемы. На позиции загрузки выталкиватель 24 готовых изделий 25 максимально приближен по направляющим 26 к горизонтальной оси вращения устройства за счет перемещения роликов 22 в профильном пазу плоского кулачка 21. При этом ролики 22 шарнирно соединены через тяги 23 с выталкивателями 24.
При дальнейшем вращательном движении поворотного стола 5 пресс-формы 8, заполненные прессуемой смесью, выходят из зоны загрузки, проходя загрузочный бункер 27. При этом просыпанию прессуемой смеси из загрузочного бункера 27 препятствует боковая цилиндрическая поверхность 28 поворотного стола 5 и наружная поверхность 29 крышки 17. Как только пресс-форма 8, заполненная прессуемой смесью, проходит зону загрузки, ролик 20, перемещаясь в профильном пазу пространственного кулачка 19 перемещает влево по направляющим 18 шарнирно соединенную с ним крышку 17, и пресс-форма 8 закрывается, а прессуемая смесь, сдвинутая крышкой 17, ссыпается в сборник 42, откуда она может возвращаться с помощью, например, ковшевого элеватора (не показан) в загрузочный бункер 27. После закрытия пресс-формы 8 крышкой 17 путевое переключающее устройство системы электроавтоматического управления (не показано) прессующих гидроцилиндров 9, 10, переключает гидрораспределитель 36, который соединяет напорную гидромагистраль 37 с полостями 35, а сливную гидромагистраль 38 с полостями 34. При этом поршни 32, 33 начинают синхронно перемещаться навстречу друг другу, перемещая штоки 11, 12 и связанные с ними шарнирами 13, 14 боковые пуансоны 15, 16. При этом происходит процесс синхронного двустороннего прессования изделий, отличающийся высоким качеством готовых изделий. При использовании специальной гидросхемы с соответствующей схемой управления ее работой может быть реализована схема двуступенчатого прессования предварительного с высокой скоростью и окончательного с меньшей скоростью и высоким давлением до заданного предела. Следует подчеркнуть, что процесс прессования происходит при непрерывном вращательном движении поворотного стола 5. Процесс прессования изделия по времени может длиться столько, сколько требуется поворотному столу 5 для осуществления 0,3-0,4 оборота вокруг неподвижной горизонтальной оси 4. При дальнейшем вращательном движении поворотного стола ролик 20, перемещаясь в профильном пазу пространственного кулачка 19, перемещает вправо по направляющим 18 шарнирно соединенную с ним крышку 17 и пресс-форма 8 открывается, подходя к позиции выгрузки (когда пресс-форма 8 совместно с поворотным столом 5 проходит крайнее нижнее положение). Подходя к позиции разгрузки, ролики 22, перемещаясь по профильному пазу плоского кулачка 21, перемещают тягу 23 и выталкиватель 24 в радиальном направлении от центра устройства к периферии, выталкивая готовое изделие на отводящий конвейер 43. В это же время путевое переключающее устройство системы электроавтоматического управления (не показано) прессующих гидроцилиндров 9, 10 переключает гидрораспределитель 36, который соединяет гидромагистраль 37 с полостями 34, а сливную гидромагистраль 38 с полостями 35. При этом поршни 32, 33 начинают синхронно перемещаться друг от друга, перемещая штоки 11, 12 и связанные с ними шарнирами 13, 14 боковые пуансоны 15, 16, что способствует выталкиванию готового изделия 25 из пресс-формы 8 на отводящий конвейер 43. При дальнейшем относительном вращательном движении поворотного стола 5 с пресс-формой 8 к позиции загрузки боковые пуансоны 15, 16 отводятся в крайние (наиболее удаленные друг от друга) положения, а ролики 22, перемещаясь в профильном пазу плоского кулачка 21, увлекают за собой тягу 23 и выталкиватель 24 в радиальном направлении к центру устройства, возвращая таким образом всю систему в исходное положение, в котором она оказывается на позиции загрузки. В дальнейшем цикл работы повторяется.
При работе устройства подвод и отвод рабочей жидкости по напорной 37 и сливной 38 гидромагистралям в полость поворотного стола 5 и из нее осуществляется через неподвижную горизонтальную ось 4 и кольцевые проточки 39, 40, а также каналы в левой ступице поворотного стола 5. Герметизация этого узла осуществляется уплотнениями 41.
Очистка пресс-форм 8 от остатков прессуемой смеси может осуществляться зачистным устройством (не показано) с вращающимися зачистными щетками, которое устанавливается снаружи поворотного стола в районе подхода открытых пресс-форм 8 к позиции загрузки (под загрузочным бункером 27).
Предлагаемое устройство по сравнению с прототипом обеспечивает более высокое качество готовых изделий за счет двустороннего их прессования. При этом устройство обеспечивает высокую производительность, поскольку процесс прессования изделий осуществляется при непрерывном равномерном вращении поворотного стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1791123A1 |
| Устройство для прессования элементов экранирования помещений от радиационных излучений | 1990 |
|
SU1819770A1 |
| УСТРОЙСТВО ДЛЯ УКУПОРКИ СТЕКЛЯННЫХ БАНОК МЕТАЛЛИЧЕСКИМИ КРЫШКАМИ | 1992 |
|
RU2054373C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ БЛОКОВ ИЗ ГРУНТА | 1990 |
|
RU2012492C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1997 |
|
RU2112658C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1761482A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

Использование: в промышленности строительных материалов для прессования плитки для полов и облицовки, в пищевой и химической промышленности для прессования брикетов. Сущность изобретения: поворотный стол, снабженный пресс-формами, установлен на подшипниках, закрепленных на неподвижной горизонтальной оси, закрепленной на станине. Каждая пресс-форма снабжена двумя боковыми пуансонами, шарнирно соединенными со штоками и поршнями гидроцилиндров. Поршни делят гидроцилиндр на полости, гидравлически связанные с гидрораспределителями. Напорная гидромагистраль и сливная гидромагистраль подведены в полость поворотного стола через проточки и каналы в левой ступице поворотного стола. Крышки шарнирно соединены с роликами, установленными в профильном пазу пространственного кулачка. Выталкиватель тягой связан с роликом, установленном в профильном пазу неподвижно закрепленного на неподвижной горизонтальной оси плоского кулачка. Прессуемая смесь из загрузочного бункера поступает в пресс-формы, затем крышка закрывает пресс-форму, а по команде путевых управляющих устройств гидрораспределителя соединяет напорную магистраль с полостями, а сливная гидромагистраль - с полостями гидроцилиндра. Происходит двустороннее прессование изделий. Затем крышка открывает пресс-формы, выталкиватель выталкивает готовое изделие на отводящий конвейер. 1 з.п. ф-лы, 3 ил.
| Пресс для двустороннего формования абразивных кругов | 1975 |
|
SU564156A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
