00
о
v|
2
Изобретение относится к оборудованию для формования строительных изделий способом полусухого прессования и может быть использовано в промышленности строительных материалов для прессования сборных мелкоштучных элементов для экранирований помещений от радиационных излучений.
Целью изобретения, является повышение производительности и возможность прессования изделий с выступами и впадинами в виде шевронов на боковых поверхностях.
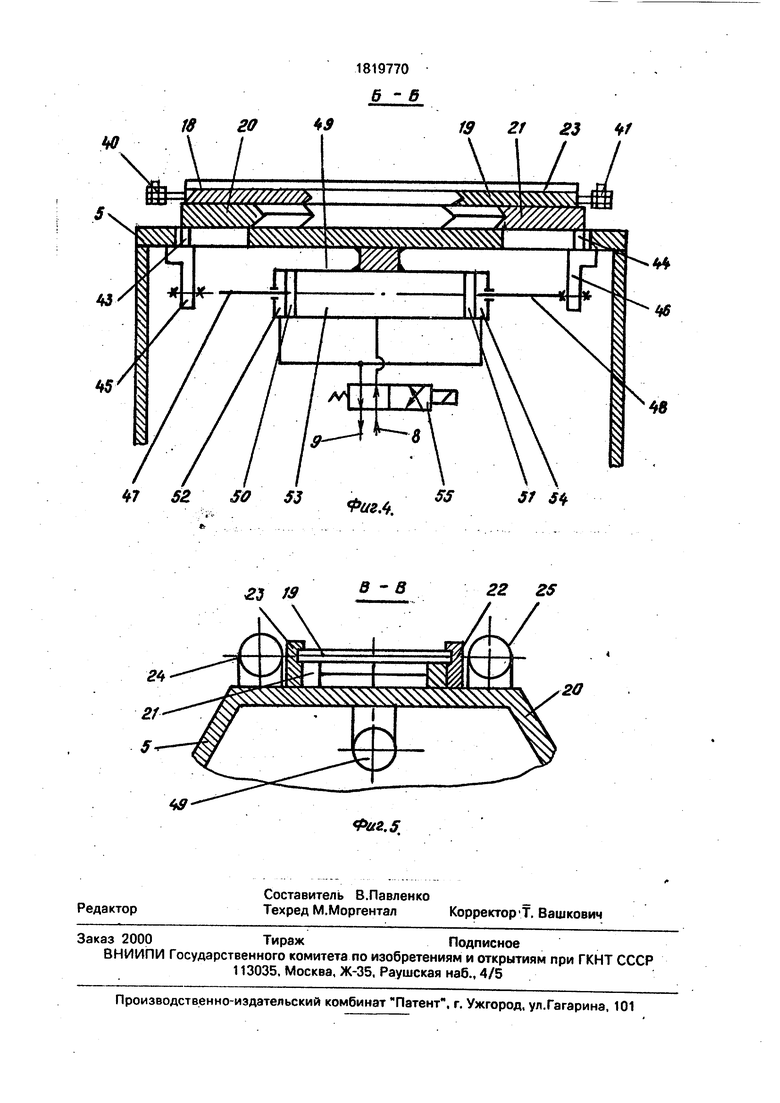
Сущность изобретения поясняется чертежами: фиг. 1 - полуконструктивная схема устройства, вид-сбоку; на фиг, 2 - полуконструктивная схема устройства, вид спереди; на фиг. 3- вид по стрелке А на фиг. 1; на фиг 4 - сечение Б-Б на фиг. 3; фиг. 5 - сечение В-В на фиг.З. .
На станине 1 (фиг. 1) закреплено загрузочное устройство 2, снабженное дозатором с электромагнитным управлением работой заслонки дозатора. В подшипниках 3 установлен с возможностью вращения вал 4. на котором неподвижно закреплен многогранный барабан 5. Конструктивно возможна также установка неподвижной оси 4, на которой, с возможностью вращения, в подшипниках (на чертежах не показаны)установлен многогранный барабан 5.-Возле одной из боковых сторон многогранного барабана, например возле правой, установлены узел очистки 6 пресс-форм и узел смазки пресс-форм 7. Узел очистки 6 пресс-форм представляет собой, например, цилиндрическую щетку с ворсом, установленную на валу с возможностью вращения. Привод узла очистки 6 пресс-форм на чертежах не показан.
Узел смазки 7 пресс-форм представляет собой, например, распыляющую форсунку, крепление которой на чертежах не показано, связанную через дроссель с напорной гидромагистралью 8 внешней гидросистемы. Дроссель и гидравлическая связь узда смазки пресс-форм с напорной гидромагистралью внешней гидросистемы на чертежах не показаны. Напорная 8 и сливная 9 гидромзгистрали внешней гидросистемы подведены внутрь многогранного барабана 5 через вращающийся вал 4. Под многогранным барабаном 5 установлен с.возможностью транспортирования готовых изделий отводящий конвейер 1Q. Привод многогранного барабана 5 содержит электродвигатель 11. муфту 12, редуктор с вариатором скорости 13 и цепную передачу 14, ведущая звездочка 15 которой закреплена-на выходном валу редуктора 13, а ведомая звездочка 16
на валу 4 (фиг. 2). Каждая пресс-форма, выполненная на внешней поверхности каждой грани 17 (фиг. 3) многогранного барабана 5, образуется внешней поверхностью грани 17
многогранного .барабана 5 внутренней поверхностью двух крышек пресс-форм 18,19 и рабочими поверхностями двух боковых пуансонов 20, 21. Крышки пресс-форм 18, 19 на поверхности их стыка имеют шевронное
сечение (фиг. 4), что обеспечивает в закрытом их состоянии на внутренней поверхности крышек пресс-форм 18, 19 плоскость, герметичную для прессуемой смеси. На внешней поверхности грани 17 многогран5 ного барабана 5, неподвижно закреплены направляющие 22, 23 боковых пуансонов 20, 21 и крышек пресс-форм 18, 19, а также два двухпоршневых цилиндра закрытия 24, 25, поршни которых 26, 27, 28, 29 делят
0 указанные гидроцилиндры на полости 30, 31, 32, 33, 34, 35. Штоки 36, 37 гйдроцилин- дра закрытия 24 и штоки 38, 39 гидроцилиндра закрытия 25 связаны посредством резьбового соединения с траверсами 40,41,
5 которые связаны с возможностью установочной регулировки с крышками пресс- : форм 18, 19, посредством резьбовых соединений, Полости 30, 32 гидроцилиндра закрытия 24 и полости 33,35 гидроцилиндра
0 закрытия 25 гидравлически связаны оо сливной гидромагистралью 9 (в исходном положении, когда крышки пресс-форм 18, 19 полностью раздвинуты) через гидрораспределитель 42.с электромагнитным управле5 нием. Боковые пуансоны 20, 21. выполнены с возможностью возвратно-поступательного перемещения вдоль оси многогранного барабана в направляющих 22, 23 и неподвижно соединены посредством тяг 43, 44 и
0 кронштейнов 45,46 со штоками 47,48 прессующего двухпоршневого гидроцилиндра 49, пори/ни которого 50,51 делят указанный гидроцилиндр на полости 52,53, 54, причем полости 52,54 в исходном положении (когда
5 пуансоны 20, 21 полностью разведены) гидравлически связаны со сливной гидромагистралью 9 через гидрораспределитель 55 с электромагнитным управлением. Тяги 43,44 проходят через две прорези в грани 17 мно0 гогранного барабана 5, а прессующий гидроцилиндр 49 неподвижно закреплен под пресс-формой внутри многогранного барабана 5. Гидрораспределители 42, 55 также расположены внутри многогранного бара5 бане-5.
Полости 31, 34 гидроцилиндров закрытия 24, 25 в исходном положении гидравлически связаны через гидрораспределитель 42 с напорной гидромагистралью 8..Полость 53 прессующего гидроцилиндра 49 (в исходном положении) гидравлически связана с напорной гидромагистралью 8 через гидро- распредёлитель 55; Рабочие поверхности боковых пуансонов 20, 21 выполнены шевронной формы, шевронного сечения, причем на одном из пуансонов шевронное сечение выпуклое (левый боковой пуансон 20 на фиг. 4), а на другом вогнутое (правый боковой пуансон 21 на фиг. 4), кроме того, одна боковая поверхность каждого из пуансонов 20.21 служит направляющей для другого пуансона (фиг. 3. 5)..
Система автоматического электроуправления, содержащая путевые переключающие устройства, смонтированные на одном из торцов многогранного барабана и пространственные кулачки, закрепленные на станине 1, на чертежах не показаны.
Для упрощения на чертежах не указаны также элементы крепления гидроцилиндров закрытия 24. 25 и направляющих 22, 23 на гранях многогранного барабана 5; прессующего гидроцилиндра 49 внутри многогранного барабана 5; тяг 43.44 с кронштейнами 45, 46 и боковыми пуансонами 20, 21.
Работает устройство следующим образом.
Многогранный барабан 5, закрепленный на валу 4,-установленному в подшипниках 3, получает вращательное движение от электродвигателя 11 через муфту 12, редуктор с вариатором скорости 13 и цепную передачу 14, посредством звездочек 15, 16. Вращаясь, например, в сторону против часовой стрелки, относительно станины 1, одна из граней 17 вращающегося многогранного барабана 5 занимает верхнее горизонтальное положение под загрузочным устройством 1-. Расстояние между загрузочным устройством 2 и многогранным барабаном 5 выбрано таким, чтобы осуществлялась возможность свободного вращения многогранного барабана 5 и загрузки пресс-форм прессуемой смесью. В положении грани 17 под загрузочным устройством 2 пресс-форма находится в исходном положении (крышки пресс-формы 18,19 и боковые пуансоны 20, 21 полностью разведены). В этот момент по команде системы автоматического электроуправления из загрузочного устройства 2 в пресс-форму засыпается необходимое для формования изделия количество прессуемой смеси. Процесс засыпки прессуемой смеси в пресс-форму происходит при непрерывном вращении многогранного барабана 5, при этом за время заполнения прессуемой смесью пресс-формы многогранный барабан повернется вокруг своей оси на некоторый угол, величина которого будет зависеть от частоты вращения многогранного барабана 5; размеров пресс-форм и количества прессуемой смеси, необходимой для формования изделия.
Как только процесс заполнения прессуе- 5 мой смесью пресс-формы закончен, путевое переключающее устройство (на чертежах не показано) гидроцилиндров закрытия 24, 25 переключает гидрораспределитель 42, который гидравлически соэдиняет полости 30,32
0 и 33, 35 с напорной гидромагистралью 8 внешней гидросистемы, а полости 31, 34 со сливной гидромагистралью 9 внешней гидросистемы. При этом поршни 26,27,28,29 сме5 стятсй в крайнее к центру гидроцилиндров закрытия 24,25 положение а штоки 36,37,38, 39 через тра версы 40.41 сдвинут до соприкосновения между собой крышки пресс-форм 18, 19. Пресс-форма с загруженной прессуемой
0 смесью становится герметически закрытой, поскольку крышки пресс-форм 18, 19 на поверхности их стыка имеют шевронное сечение, что и обеспечивает в закрытом их состоянии на внутренней поверхности кры5 шек пресс-форм 18,19 плоскость, герметичную для прессуемой смеси.
Как только крышки пресс-форм 18, 19 сдвинутся до соприкосновения друг с другом, путевое переключающее устройство (на
0 чертежах не показано) прессующего гидроцилиндра 49 переключает гидрораспределитель 55, который гидравлически соединяет полости 52,54 с напорной гидромагистралью 8 внешней гидросистемы, а по5 л остью 53 со сливной гидромагистралью 9 внешней гидросистемы. При этом поршни 50.51 сместятся в крайнее к центру прессующего гидроцилиндра 49 положение, а штоки 47, 48 через тяги 43, 44 и кронштейны 45,
0 46 переместят в направлении к центру пресс-формы боковые пуансоны 20,21. Происходит прессование изделий, уплотнение
прессуемой смеси за счет перемещения частиц, их деформации и частичного разрушения.
5 Обеспечивается процесс предпочтительного двухстороннего прессования, при этом соответствующая гидросхема внешней гидросистемы способна обеспечить прессование при многократном (ступенчатом) приложении на0 грузки, что позволяет получить готовые изделия более высокого качества.
После окончания процесса прессования изделия путевое переключающее устройство (на чертежах не показано) прессующего гидроцилиндра 49 переключает гидрорасп ределитель 55, который гидравлически сое- диняет полости 52, 54 со сливной гидромагистралью 9 внешней гидросистемы, а полость 53 с напорной гидромагистралью 8 внешней гидросистемы. При этом поршни 50, 51 сместятся в исходное положение (фиг. 4) (крайнее от центра прессующего гидроцилиндра 49),-а штоки 47,48 через тяги 43,44 и кронштейны 45,.4б переместят в исходное положение (когда они полностью раздвинуты) боковые пуансоны 20, 21. Процесс прессования изделий и возврата боковых пуансонов 20, 21 в исходное положение должен по длительности во времени завершиться не более чем за 0,5 оборота многогранного барабана 5. Другими словами, угол поворота многогранного барабана, соответствующий процессам: заполнения пресс- формы прессуемой смесью, -закрытия крышек пресс-форм 18, 19, прессования изделий и возврат боковых пуансонов 20,2,1 в исходное положение, не должно превышать 175°.
При повороте многогранного барабана 5 на угол примерно 176...178° путевое переключающее устройство (на чертежах не показано) гидроцилиндров закрытия 24, 25 переключает гидрораспределитель 42, который гидравлически соединяет полости 30, 32 и 33, 35 со сливной гидромагистралью 9 внешней гидросистемы, а полости 31, 34 с напорной гидромагистралью 8 внешней гидросистемы. При этом поршни 26, 27, 28, 29 сместятся в крайнее от центра гидроцилиндров закрытия 24,25 (исходное) положение, а штоки 36, 37, 38, 39 через траверсы 40, 41 полностью раздвинут крышки пресс- форм 18,19 и выведут их за пределы готового изделия, которое под действием гравитационных сил выпадает на отводящий конвейер Юмбудеттранспортаровать- ся им от устройства. Перемещение крышек пресс-форм 18, 19 и боковых пуансонов 20, 21 осуществляется в направляющих 22, 23..
При дальнейшем относительном вращательном движении многогранного барабана 5 открытая пресс-форма (в исходном положении) очищается вращающейся цилиндрической щеткой с ворсом узла очистки 6, а затем смазывается из узла смазки 7, для предотвращения залипания прессующей смеси в пресс-форме.
8 момент, когда многогранный барабан повернется на 360° вокруг своей оси, открытая, очищенная и смазанная пресс-форма опять займет горизонтальное положение под загрузочным устройством 2 и процесс изготовления элемента для экранирования
помещения от радиационных излучений автоматически повторится, по описанному выше циклу.
Формула изобретения Устройство для прессования элементов
экранирования помещений от радиационных излучений, содержащее станину, загрузочное устройство, поворотный стол с пресс-формами, гидропривод, прессующие гидроцилиндры, механизм поворота стола,
узел смазки пресс-форм и систему автоматического электроуправления, отличающееся тем, что, с целью повышения производительности и возможности прессования изделий с выступами и впадинами в
виде шевронов на боковых поверхностях, поворотный стол выполнен в виде многогранного барабана, установленного с возможностью вращения на горизонтальном валу, а каждая пресс-форма расположена на
внешней поверхности каждой грани многогранного барабана и образованы внешней поверхностью грани многогранного барабана, внутренней поверхностью двух крышек пресс-форм и рабочими поверхностями
двух боковых пуансонов, выполненных с возможностью возвратно-поступательного перемещения в направляющих вдоль оси многогранного барабана и неподвижно соединенных через две прорези в грани мног.огранного барабана со штоками неподвижно закрепленного под пресс-формой внутри многогранного барабана двух- поршневого прессующего-гидроцилиндра, причем рабочие поверхности боковых пуансонов выполнены шевронной формы, на одном из пуансонов шевронное сечение выпуклое, а на другом - вогнутое, при этом на внешней поверхности грани многогранного барабана смонтированы два двухпоршневых гидроцилиндра закрытия, штоки которых через траверсы с возможностью регулируемой установки связаны с крышками пресс-форм.
фиг.1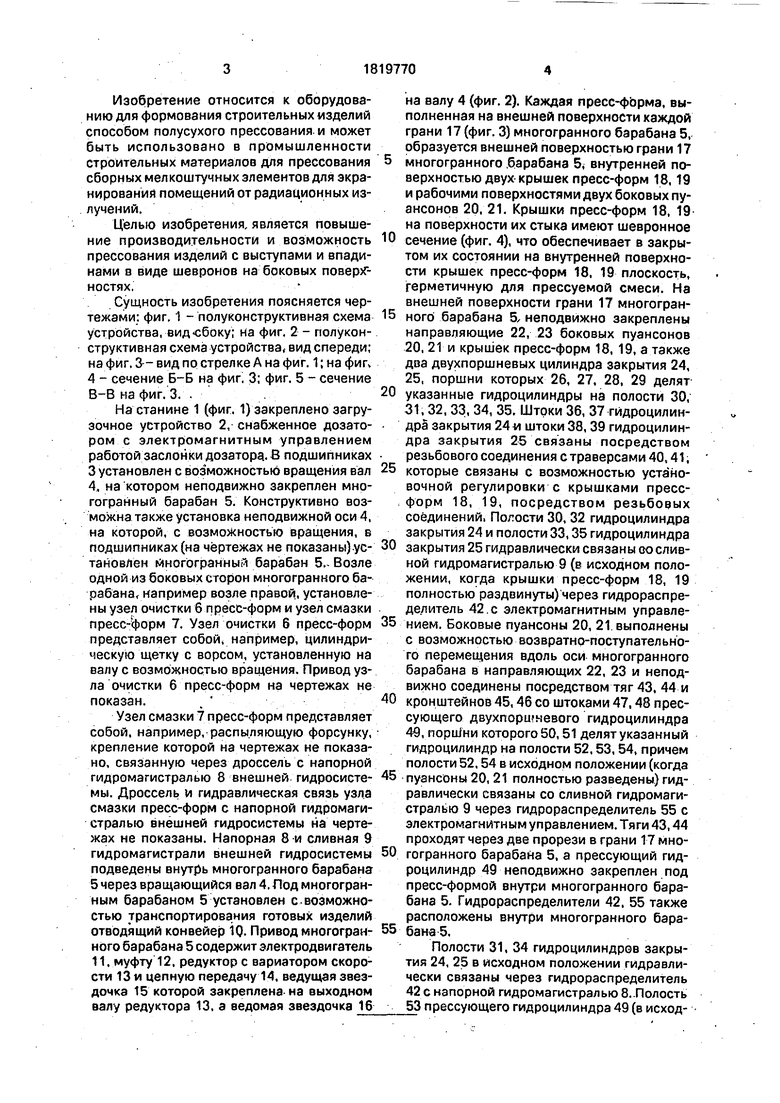
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1791123A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2016 |
|
RU2651712C2 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
| Пресс для изготовления строительных блоков и кирпичей | 1992 |
|
SU1823810A3 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ, ПРЕИМУЩЕСТВЕННО ИЗ КОРНЕЙ И КОРНЕВИЩ ЛАКРИЦЫ | 1999 |
|
RU2161090C1 |
Назначение: оборудование для формования строительных изделий способом полусухого прессования. Сущность изобретения: многогранный барабан 5 установлен с возможностью вращения с валом 4 в подшипниках 5. Привод многогранного барабана 5 включает электродвигатель 11, муфту 12, редуктор 13 и цепную передачу 14. На каждой грани многогранного барабана 5 смонтированы пресс-формы, состоящие из внешней поверхности грани 17 многогранного барабана 5, внутренней поверхности двух крышек 18,-19 пресс-форм и рабочих поверхностей двух боковых пуансонор 20,21 .Крышки 18,19 связаны е гидроцилиндрами закрытия 24, 25, а пуансоны 20, 21 связаны с прессующим гидррцилиндром 49. Гидроцилиндры закрытия 24 25 и прессующий гидроцилиндр 49 гидравлически связаны с напорной 8 и сливкой 9 гидромагистралями через гидрораспределители 42 и 55. Над многогранным барабаном 5 смонтировано загрузочное устройство 2, а под многогранным барабаном 5 отводящий конвейер 10. Рабочие поверхности пуансонов 20,21 выполнены шевронной формы, шевронного сечения.. При непрерывном вращении многогранного барабана 5 происходит загрузка пресс-форм, закрытие крышек 18,19, прессование смеси двумя пуансонами 20, 21, открытие пресс-форм-и отвод готовых изделий от устройства. Устройство позволяет прессовать изделия с выступами и впадинами в виде шевронов на боковых поверхностях. 5 ил, to
fdL
Ьг
.
В:
Щиг.1
W
18 20
tt Ю
19 21 23 V
SI $4
В - В
22 25
| Гидравлический пресс | 1973 |
|
SU654414A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
