Изобретение относится к машиностроению и может быть использовано на предприятиях при отделочно-упрочняющей совмещенной обработке резанием и поверхностно-пластическим деформированием деталей (ППД) типа валов при точении и втулок при растачивании.
Известны способы комбинированной обработки резанием и ППД [1-3] Способы имеют такие общие признаки, как наличие режущего и деформирующего элементов, компенсирующих взаимные усилия при обработке.
Наиболее близким по технической сущности к изобретению является способ [3] в котором обработку ведут комбинированным инструментом, состоящим из трех деформирующих элементов, один из которых установлен по отношению к резцу по другую сторону относительно оси детали, а два других со стороны резца и по разные стороны относительно него, при этом обработку осуществляют последовательно режущим и деформирующим элементами с частичным уравновешиванием усилия деформирования и резания.
Недостатком известного способа обработки является то, что он не регламентирует величину силовой неуравновешенности, что не позволяет прогнозировать получение определенного качества обработки, т.е. шероховатости поверхности и точности.
Целью изобретения является улучшение качества обработки.
Это достигается тем, что предварительно определяют суммарную силу трения отдельно в передней и задней бабках станка путем их нагружения в местах закрепления детали усилием, превышающим силу резания, а обработку ведут с усилиями деформирующих элементов, соответствующими следующему соотношению:
0 ≅Pд1sinα1+Pд2sinα2-Pд3sinα3
Pz ≅ Fmin, где Pд1, Pд2, Pд3 соответственно усилия деформирования, прикладываемые к каждому из деформирующих элементов, Н;
α1, α2,α3 соответственно углы наклона деформирующих элементов к режущему элементу, град;
Рz касательная к детали составляющая силы резания, Н;
Fmin меньшая суммарная сила трения в одной из бабок станка, Н.
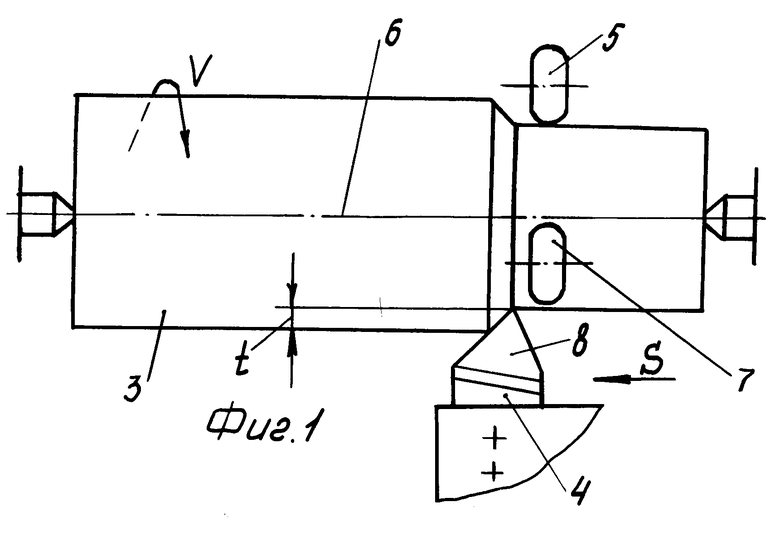
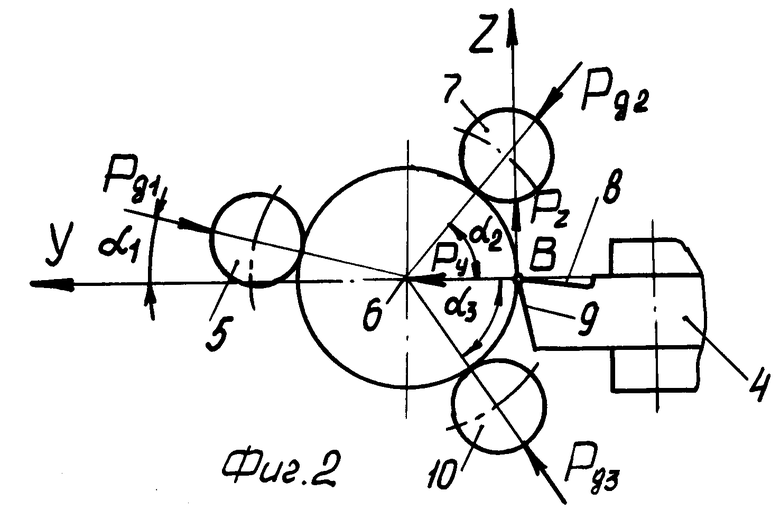
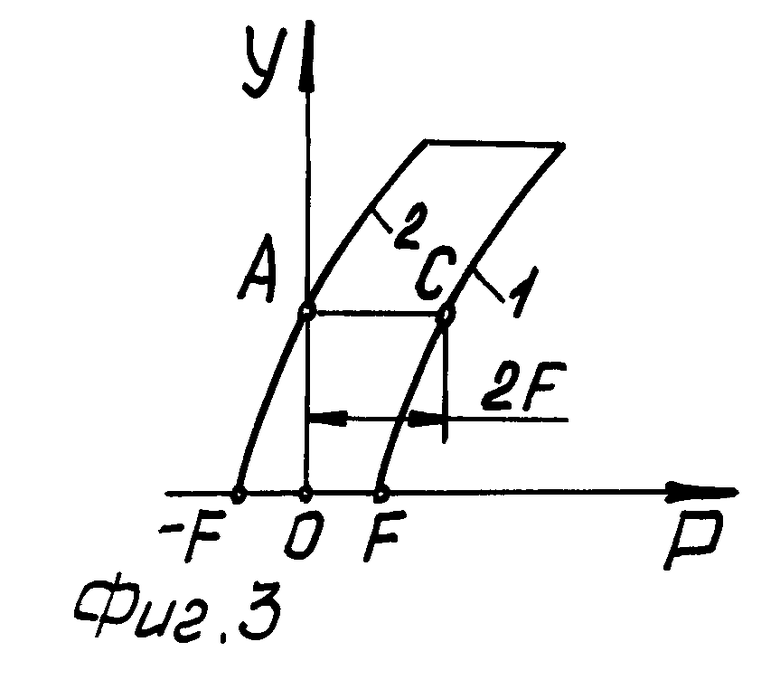
На фиг. 1 изображена принципиальная схема обработки по предлагаемому способу; на фиг. 2 то же, вид сбоку; на фиг. 3 график упругих перемещений узла станка от нагрузки.
Способ комбинированной обработки резанием и ППД осуществляется следующим образом.
Предварительно отдельно для каждой опоры определяют суммарную силу трения передней и задней бабок станка. Для чего постепенно нагружают, например, заднюю бабку станка в месте закрепления детали до усилия, превосходящего усилия резания, например в 2-3 раза, с фиксированием упругих перемещений задней бабки станка. После чего постепенно снимают нагрузку до нуля с фиксированием перемещений задней бабки станка. Нагружение задней или передней бабок станка производят в направлении касательной силы резания Рz, точка приложения которой совпадает с вершиной резца точкой В (фиг.1). Если перемещение опор детали зависит только от величины силы и не зависит от направления силы, то выполнение этого условия не обязательно.
По результатам измерений строят кривую 1 перемещений при нагрузке и кривую 2 перемещений при разгрузке опоры детали (фиг.3). В месте пересечения кривой разгрузки с осью ординат проводят прямую, параллельную оси абсцисс, до пересечения с кривой нагрузки. Отрезок АС, лежащий между кривыми 1 и 2, в масштабе оси абсцисс и представляет собой удвоенную величину суммарной силы трения F1, например, в задней бабке станка одной из опор детали. Обозначим: F1 суммарная сила трения в задней бабке станка; F2 суммарная сила трения в передней бабке станка. Предположим, что F2 < F1.
Детали 3, закрепленной в передней и задней бабках станка, сообщают вращение со скоростью V, а комбинированному инструменту, состоящему из режущего элемента резца 4 и трех деформирующих элементов 5, 7 и 10 подачу S. Один из элементов 5 расположен в противоположной режущему элементу 4 стороне относительно оси 6 поперечного сечения детали 3, параллельной касательной к окружности, очерчивающей его, в точке приложения усилия резания, а два других 7 и 10 деформирующих элемента установлены со стороны режущего элемента 4 относительно оси 6 детали, но по разные его стороны. Например, дефор- мирующий элемент 7 установлен со стороны передней 8 поверхности резца 4, а деформирующий элемент 10 со стороны его задней поверхности 9.
Резец 4 снимает припуск глубиной t, а деформирующий ролик 5 укатывает обработанную резцом 4 поверхность детали 3, произведя поверхностно-пластическое деформирование под действием силы Pд1Pопт, где Ропт оптимальное усилие деформирования. Усилие деформирования Рд1, уравновешивает силу Ру, но не уравновешивает касательную силу Pz, действующие на деталь 3 со стороны резца 4.
Для уравновешивания силы Pz устанавливают ролик 7, минимальное давление Pд2min которого на деталь для уравновешивания сил по оси BZ (фиг.2) равно Pд2min x sin α2 Pz Pд1 ˙sin α1. Ролик 7 установлен со стороны режущего элемента резца 4 по отношению к оси 6 детали 3 и со стороны его передней поверхности 8 под углом α2 к оси ВУ. Но, с другой стороны, давление Рд2 должно быть таким, чтобы оно было близко или равно оптимальному усилию деформирования и ролик (шарик) 7 не только уравновешивал бы силы по оси BZ но и производил бы поверхностно-пластическое деформирование с получением оптимальной шероховатости обработанной поверхности. Для этого необходимо изменить (уменьшить или увеличить) силу деформирования на ролике 7 против величины Рд2min, а это привело бы к разбалансировке сил по оси BZ. Для этого по отношению к оси 6 детали 3 со стороны резца 4 и со стороны его задней 9 рабочей поверхности установлен третий деформирующий ролик 10 под углом α3 к оси ВУ.
При изменении давления Рд2 на деформирующем ролике 7 до оптимального Рд2 Ропт необходимую балансировку сил осуществляют изменением давления Рд3 на деформирующем ролике 10. Обработку производят с нагружением деформирующих элементов роликов 7 и 10 с разницей проекций деформирующих усилий и усилия резания на касательное к детали 3 относительно вершины резца точки В (фиг.2) направление, не превышающей минималь- ного значения суммарной силы трения одной из двух опор детали, т.е. не превышающей Fmin F2 (если F2 < F1), т.е. должно выполняться соотношение 0 ≅Pд1sinα1+Pд2sinα2-Pд3sinα3-
Pz ≅ Fmin (1) Касательными силами при деформировании роликами из-за их малости пренебрегают.
Если равнодействующая всех сил, действующих вдоль оси BZ, будет меньше Fmin, то в этом случае, как видно из фиг.3, не будет иметь место перемещение опоры детали. Притом, если передняя опора детали (задняя бабка станка) перемещается после вступления в работу деформирующего элемента 5 по линии разгрузки (кривая 2, фиг.3), то задняя опора детали (передняя бабка станка) перемещается по линии 1 нагрузки. Она не будет перемещаться, если равнодействующая сил будет меньше величины Fmin.
Для уменьшения погрешности обработки необходимо, чтобы равнодействующая всех сил была бы направлена для передней опоры детали (задней бабки станка) в противоположную сторону действия нагрузки, т.е. в сторону, обратную направлению силы Рz, действующей на деталь. Это приведет к повышению точности обработки и уменьшит вибрации, что положительно скажется на качестве обработанной поверхности.
Если предположить, что Рд1 Рд2 Ропт, то
Рд3sin α3≥ Ропт (sin α1 + sin α2)
Pz Fmin (2)
Если предположить, что Рд1 Рд3 Ропт, то
Рд2sin α2≅ Ропт (sin α3 sin α1) +
+ Pz + Fmin (3)
Если предположить, что Рд2 Pд3 Ропт, то
Рд1sin α1≅ Pопт (sin α3 sin α2) +
+ Pz + Fmin (4)
Из выражений (2), (3), (4) определяются предельные значения сил Рд3min, Pд2max, Pд1max. Другие значения сил можно определить из тех же соотношений при Fmin 0. Каждый из деформирующих элементов может быть использован в качестве завершающего регулируемого силового элемента.
П р и м е р. Производится обработка вала диаметром 70 мм резцом длиной 600 мм на режимах: V 120 м/мин; t 0,5 мм; S 0,28 мм/об. Сила Ру 660 Н; Рz 520 Н; с последующим обкатыванием роликами диаметром 40 мм. Известно Ропт 660 Н; α1 10о; α2=α3 60о. Все деформирующие ролики расположены в одной плоскости. Предварительно определялись суммарные силы трения задней и передней опор детали соответственно: F1 90 Н; F2 Fmin 55 Н и Рд1 Рд2 Ропт 680 Н.
Используя соотношение (2), определяем значение деформирующей силы
P 680(sin10°+sin60°)-520-55=241 H
680(sin10°+sin60°)-520-55=241 H
P
Комбинированный способ обработки может быть осуществлен и в режиме автоматического регулирования процессом механической обработки путем регистрации датчиками упругих перемещений соответствующих упорных элементов, возникающих под действием сил резания и усилия деформирования.
Предложенный способ обработки прост в осуществлении, он обеспечивает повышение на 20-40% качества обработки: уменьшение шероховатости обработанной поверхности за счет снижения вибраций системы и точности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036068C1 |
| Способ комбинированной обработки | 1991 |
|
SU1810278A1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1990 |
|
RU2038942C1 |
| Способ комбинированной обработки | 1991 |
|
SU1779559A1 |
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821343A1 |
| Способ комбинированной обработки деталей Шатурова Г.Ф. | 1982 |
|
SU1027018A1 |
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821344A1 |
| Способ обработки резанием чашечным резцом | 1990 |
|
SU1738471A1 |
| Способ определения оптимального коэффициента трения на задней поверхности резца | 1990 |
|
SU1768352A1 |
| Способ обработки резанием с пластическим деформированием | 1980 |
|
SU933266A1 |
Сущность изобретения: предварительно определяют суммарную силу трения отдельно в передней и задней бабках станка, а обработку ведут с усилиями деформирующих элементов, соответствующими соотношению приведенному в формуле изобретения. 3 ил.
СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ комбинированным инструментом, включающий последовательную обработку детали, закрепленной в передней и задней бабках станка, режущим и тремя деформирующими элементами, один из которых расположен в противоположной режущему элементу стороне относительно оси поперечного сечения детали, параллельной касательной к окружности, очерчивающей его, в точке приложения усилия резания, а два других деформирующих элемента установлены со стороны режущего элемента относительно упомянутой оси, причем по разные его стороны, отличающийся тем, что, с целью улучшения качества обработки, предварительно определяют суммарную силу трения отдельно в передней и задней бабках станка путем их нагружения в местах закрепления детали усилием, превышающим силу резания, а обработку ведут с усилиями деформирующих элементов, соответствующими следующему соотношению:
где  соответственно усилия деформирования, прикладываемые к каждому из деформирующих элементов, Н;
соответственно усилия деформирования, прикладываемые к каждому из деформирующих элементов, Н;
α1, α2, α3 соответственно углы наклона деформирующих элементов к режущему элементу, град;
PZ касательная к детали, составляющая силы резания, Н;
Fmin меньшая суммарная сила трения в одной из бабок станка, Н.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Чистосердова П.С | |||
| Комбинированные инструменты для отделочно-упрочняющей обработки | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
