Изобретение относится к машиностроению и может быть использовано на пред- приятиях при точении, строгании, растачивании и фрезеровании заготовок из конструкционных и труднообрабатываемых материалов.
Целью изобретения является повышение качества при обработке N-гранным резцом,, получающим дополнительные повороты.
В способе комбинированной обработки путем резания и поверхностной пластической деформации роликом, установленным под углом относительно режущего элемента по одну с ним сторону относительно продольной плоскости симметрии обрабатываемого изделия, предусматривающий изменение усилия деформирования в процессе обработки, согласно изобретению изменение усилия деформирования осуществляют путем увеличения его проекции на направление радиальной составляющей силы резания в процессе поворота резца, выдерживая следующее соотношение:
С Py + Pgcosa С+ dp , где Ру - текущая радиальная сила резания:
Рд - текущее усилие деформирования;
а - текущий центральный угол расположения деформирующего элемента и резца относительно оси обрабатываемой детали;
С - постоянная величина; 5р - допуск на изменение силы деформирования.
Увеличение проекции усилия деформирования на направление радиальной со00
о
N5
XI со
стэвляющей силы резания осуществляют или путем уменьшения угла установки ролика относительно резца, или путем увеличения усилия деформирования.
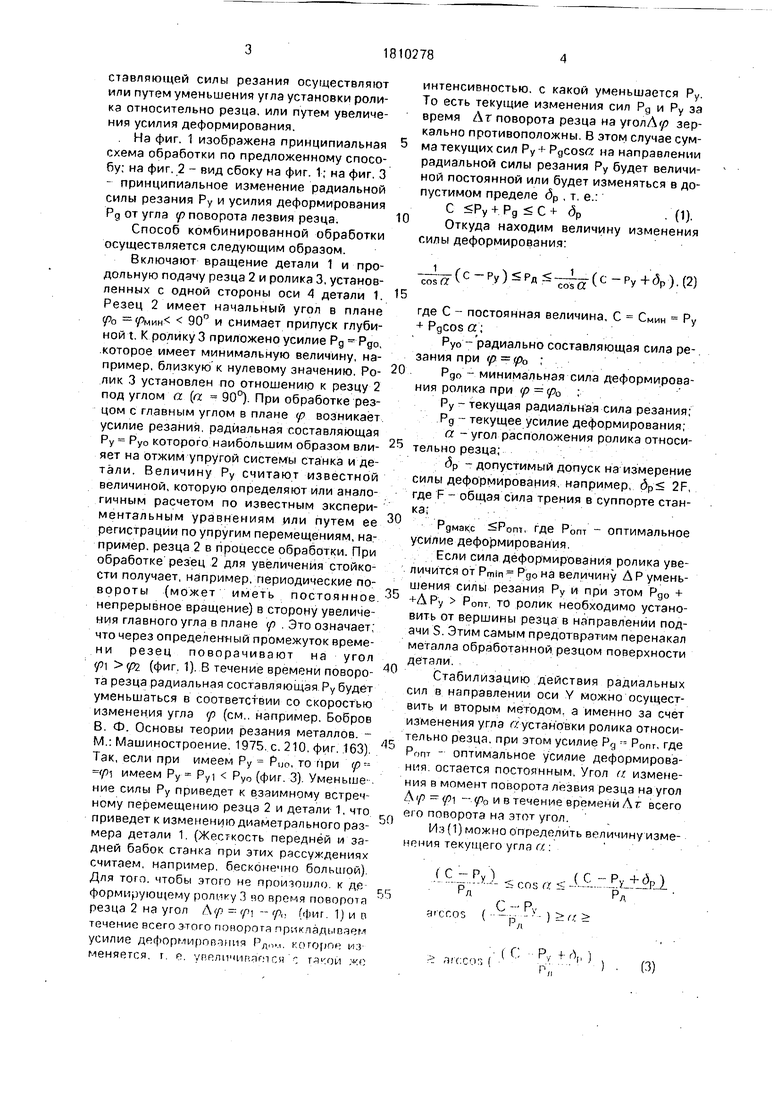
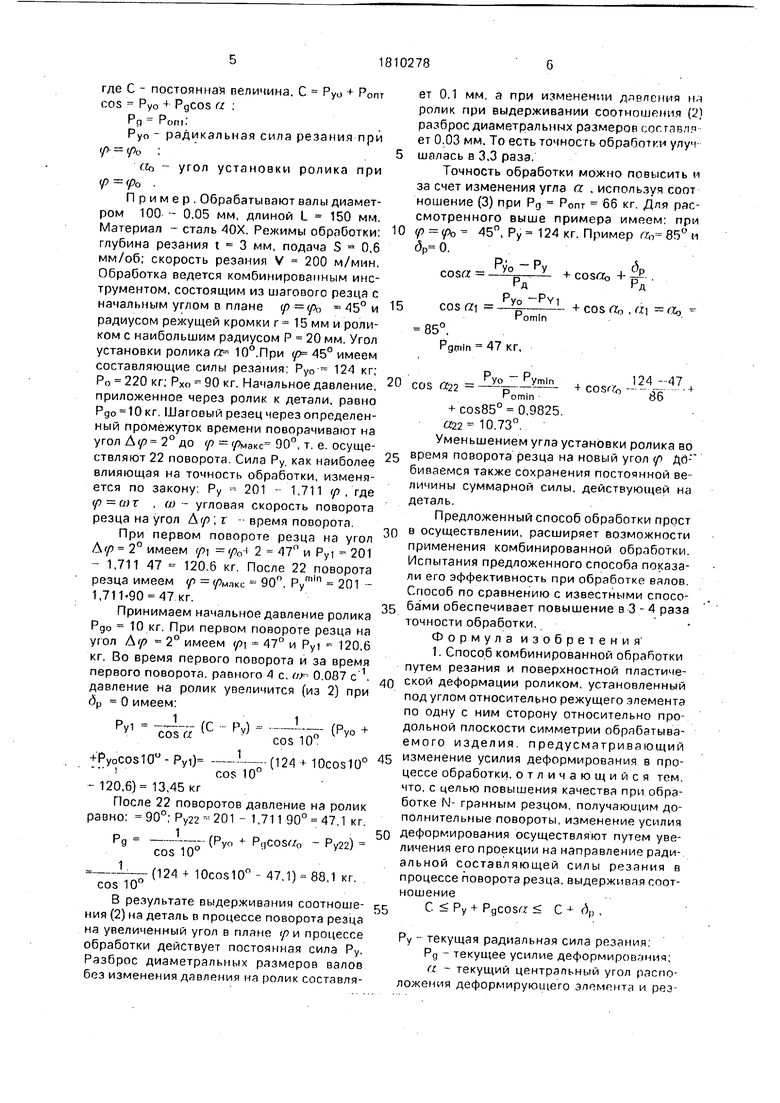
. На фиг. 1 изображена принципиальная схема обработки по предложенному способу; на фиг. 2 - вид сбоку на фиг. 1; на фиг. 3 - принципиальное изменение радиальной силы резания Ру и усилия деформирования Рд от угла р поворота лезвия резца.
Способ комбинированной обработки осуществляется следующим образом.
Включают вращение детали 1 и продольную подачу резца 2 и ролика 3, установленных с одной стороны оси 4 детали 1. Резец 2 имеет начальный угол в плане фо - УМИН 90° и снимает припуск глубиной t. К ролику 3 приложено усилие Рд Рдо, .которое имеет минимальную величину, например, близкую к нулевому значению. Ролик 3 установлен по отношению к резцу 2 под углом а (а 90°). При обработке резцом с главным углом в плане р возникает, усилие резания, радиальная составляющая РУ Ру0 которого наибольшим образом влияет на отжим упругой системы станка и детали. Величину Ру считают известной величиной, которую определяют или аналогичным расчетом по известным экспериментальным уравнениям или путем ее регистрации по упругим перемещениям, например, резца 2 в процессе обработки, При обработке резец 2 для увеличения стойкости получает, например/периодические повороты (может иметь постоянное, непрерывное вращение) в сторону увеличения главного угла в плане р . Это означает; что через определенный промежуток време- ни резец поворачивают на угол р Р2 (фиг. 1). В течение времени поворота резца радиальная составляющая Ру будет уменьшаться в соответствии со скоростью изменения угла р (см.. например. Бобров В. Ф. Основы теории резания металлов. - М.: Машиностроение. 1975,с. 210. фиг. .163). Так, если при имеем Ру Рис, то при ip /Э1 имеем Ру Pyi Руо (фиг. 3). Уменьше-. ние силы Ру приведет к взаимному встречному перемещению резцэ 2 и детали 1, что приведет к изменениюдиаметрального размера детали 1. (Жесткость передней и задней бабок станка при этих рассуждениях считаем, например, бесконечно большой). Для того, чтобы этого не произошло, к деформирующему ролику 3 во время поворота резца 2 на угол - -- гр„ (фиг. 1) и о течение всего этого поворота прикладываем усилие деформирования РД11м. которое из
меняется, г. е. УВРЛИЧИР.ЯОЧСН
м
0
интенсивностью, с какой уменьшается Ру. То есть текущие изменения сил Рд и Ру за время Л т поворота резца на уголД р зеркально противоположны. В этом случае сумма текущих сил Ру + Pgcosa на направлении радиальной силы резания Ру будет величиной постоянной или будет изменяться в допустимом пределе (5Р , т. е.:
С РУ + Рд С + др. (1).
Откуда находим величину изменения силы деформирования:
1
cos a
(С -Ру) Рд (€ -Ру -rcSp). (2)
15
0
5
0
5
0
5
0
где С - постоянная величина, С Смин Ру + Pgcos а;. . ;
Руо - радиально составляющая сила ре-. зания при :
Рдо- минимальная сила деформирования ролика при р р0
РУ - текущая радиальная сила резания;
Рд - текущее усилие деформирования; ее -угол расположения ролика относительно резца;
(5Р - допустимый допуск на измерение силы деформирования, например, 3Р 2F, где F - общая сила трения в суппорте станка;
Рдмакс Ропт, где РОПТ - оптимальное усилие деформирования.
Если сила деформирования ролика увеличится от Prom Рдо на величину Д Р уменьшения силы резания Ру и при этом Рдо + +Д Ру РОПТ, то ролик необходимо установить от вершины резца в направлении подачи S. Этим самым предотвратим перенакал металла обработанной резцом поверхности детали. . .
Стабилизацию действия радиальных сил в направлении оси Y можно осуществить и вторым методом, а именно за счет изменения угла аустан о вки ролика относительно резца, при этом усилие PQ Роль где РОПТ - оптимальное усилие деформирования, остается постоянным. Угол а изменения в момент поворота лезвия резца на угол Д (/7 - р- -.ро и в течение времени Д т всего его поворота на этот угол.
Из (1) можно определить величину изменения текущего угла «:
( с РУ -- ( С - Ру + др )
........-..-„/.... . ft .---......- -...1
рд
С - Pv Рл
arccos ( ---к - .
arc: С о:; (
(С Ру f rt(1 j
Р)
где С - постоянная величина, С РУо + РОПТ cos Ру0 + Pgcos a :
Рр РОЩ.
Руо - радикальная сила резания при ( :
(.to - угол установки ролика при
Пример. Обрабатывают валы диаметром 100 - 0,05 мм, длиной I 150 мм. Материал - сталь 40Х. Режимы обработки: глубина резания t 3 мм, подача S 0,6 мм/об; скорость резания V 200 м/мин. Обработка ведется комбинированным инструментом, состоящим из шагового резца с начальным углом в плане (р fo, - 45° и радиусом режущей кромки г 15 мм и роликом с наибольшим радиусом Р 20 мм. Угол установки ролика г 10°.При р 45° имеем составляющие силы резания; Руо 124 кг; Ро 220 кг; Рхо 90 кг. Начальное давление, приложенное через ролик к детали, равно Рдо Юкг. Шаговый резец через определенный промежуток времени поворачивают на угол Дуз 2° до f) - /Эмакс 90°, т. е. осуществляют 22 поворота. Сила Ру. как наиболее влияющая на точность обработки, изменяется по закону: Ру --- 201 - 1,711 р , где f) - (DT , а) - угловая скорость поворота резца на угол Д|/э; г - время поворота.
При первом повороте резца на угол Д (/) 2° имеем р (/)„+ 2 47° и РУ1 - 201 - 1,711 47 120,6 кг. После 22 поворота резца имеем р 90°, Pymln 201 - 1,711-90 47 кг.
Принимаем начальное давление ролика Рдо 10 кг. При первом повороте резца на угол 2° имеем р 47° и Pyi - 120,6 кг. Во время первого поворота и за время первого поворота, равного 4 с, (IF- 0.087 с 1, давление на ролик увеличится (из 2) при 3р 0 имеем:
Py1 соГ« (С
v) . V cos 10°
(Р
1
+Pyocos10° - Pyi) --I-- (124 + 10cos10°
. cos 10°
-120,6) 13,45кг
После 22 поворотов давление на ролик равно: 90°; - 1,711 90° 47,1 кг.
-- (Руо PejCOS«0 - Ру22)
cos 10°
(124 + 10cos10° - 47,1) 88,1 кг. cos 10°
В результате выдерживания соотноше- ния (2) на деталь в процессе поворота резца на увеличенный угол в плане р и процессе обработки действует постоянная сила Ру. Разброс диаметральных размеров валов без изменения давления на ролик составля
ет 0,1 мм. а при изменении давления ы ролик при выдерживании соотношения (2) разброс диаметральных размеров сое га вял ет 0.03 мм. То есть точность обработки улучшалась в 3,3 раза.
Точность обработки можно повысить и за счет изменения угла а , используя соот ношение (3) при Pg Ропт 66 кг. Для рассмотренного выше примера имеем: при 45°, Ру 124 кг. Пример г2о 85° и 5Р 0. .
15
25
30
35
40
45
50
5 20
COS «22
Руо-Р
- .,
г omin
+ cos85° 0.9825.
,73°.
Уменьшением угла установки ролика во время поворота резца на новый угол р Дб; биваемся также сохранения постоянной величины суммарной силы, действующей на деталь.
Предложенный способ обработки прост в осуществлении, расширяет возможности применения комбинированной обработки. Испытания предложенного способа показали его эффективность при обработке валов. Способ по сравнению с известными способами обеспечивает повышение в 3 - 4 раза точности обработки.
Формула изобретения
1. Способ комбинированной обработки путем резания и поверхностной пластической деформации роликом, установленный под углом относительно режущего элемента по одну с ним сторону относительно продольной плоскости симметрии обрабатываемого изделия, предусматривающий изменение усилия деформирования в процессе обработки, отличающийся тем. что, с целью повышения качества при обработке N- гранным резцом, получающим дополнительные повороты, изменение усилия деформирования осуществляют путем увеличения его проекции на направление радиальной составляющей силы резания в процессе поворота резца, выдерживая соотношение
С Ру + PgCOStt С + д() ,
Ру - текущая радиальная сила резания: Рд - текущее усилие деформирования; ft - текущий центральный угол расположения деформирующего элемента и резц относительно оси обрабатываемой детали;
С-постоянная величина;
dp - допуск на изменение силы деформирования. .
2. Способ по п. 1, о т л и ч а ю щ и и с я .тем, что увеличение проекции усилия деформирования на направление радиальной составляющей силы резания осуществляют путем уменьшения угла установки ролика относительно резца.
3. Способ по п. 1,отличающийся тем, что увеличение проекций усилия деформирования на направление радиальной составляющей силы резания осуществляют путем увеличения усилия деформирования.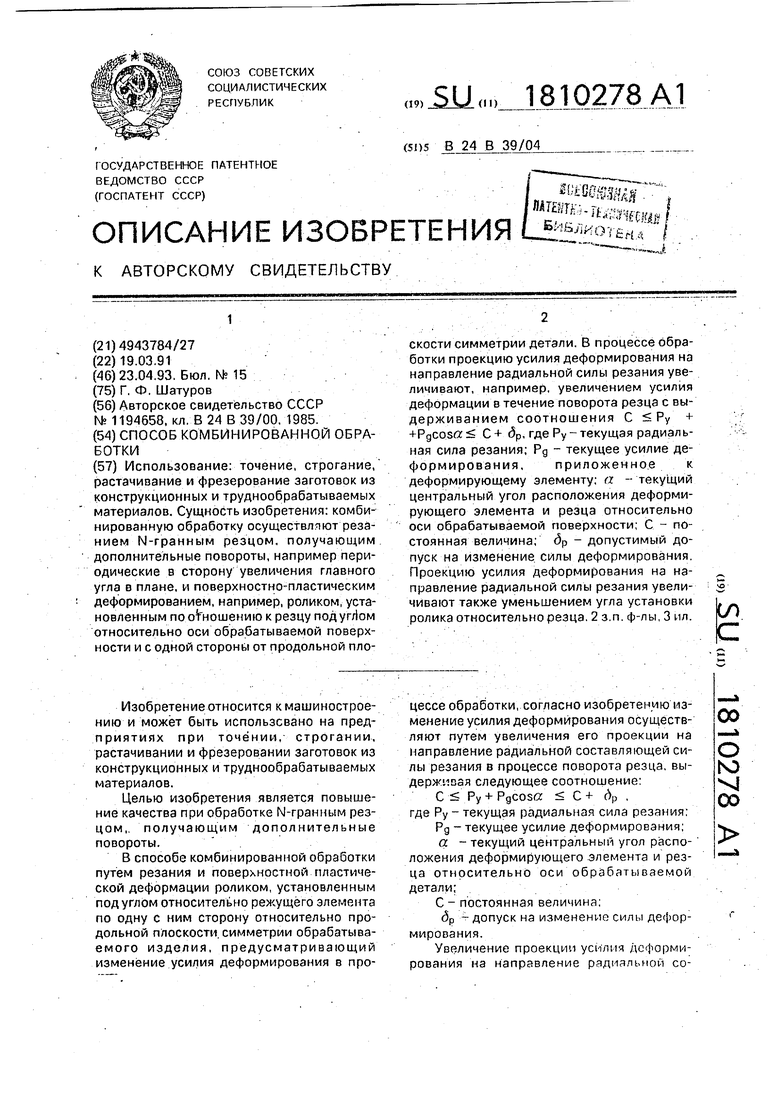
Использование: точение, строгание, растачивание и фрезерование заготовок из конструкционных и труднообрабатываемых материалов. Сущность изобретения: комбинированную обработку осуществляют резанием N-гранным резцом, получающим, дополнительные повороты, например периодические в сторону увеличения главного угла в плане, и поверхностно-пластическим деформированием, например, роликом, установленным по отношению к резцу подугтЬм относительно оси обрабатываемой поверхности и с одной стороны от продольной плоскости симметрии детали. В процессе обработки проекцию усилия деформирования на направление радиальной силы резания увеличивают, например, увеличением усилия деформации в течение поворота резца с выдерживанием соотношения С Ру + +Pgcosa C+ (5Р, где Ру-текущая радиальная сила резания; Рд - текущее усилие деформирования, приложенное к деформирующему элементу: а - текущий центральный угол расположения деформирующего элемента и резца относительно оси обрабатываемой поверхности; С - постоянная величина; 5Р - допустимый допуск на изменение силы деформирования. Проекцию усилия деформирования на направление радиальной силы резания увеличивают также уменьшением угла установки ролика относительно резца. 2 з.п. ф-лы, 3 ил. w Ј
Фи. Г
&я
Фие.6
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1984 |
|
SU1194658A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
