Изобретение относится к машиностроению и может быть использовано на предприятиях бумажной промышленности при точении длинномерных валов из различных материалов.
Целью изобретения является улучшение качества обработанной поверхности и повышение точности при обработке валов, имеющих статический прогиб, направленность которого сохраняется в процессе обработки.
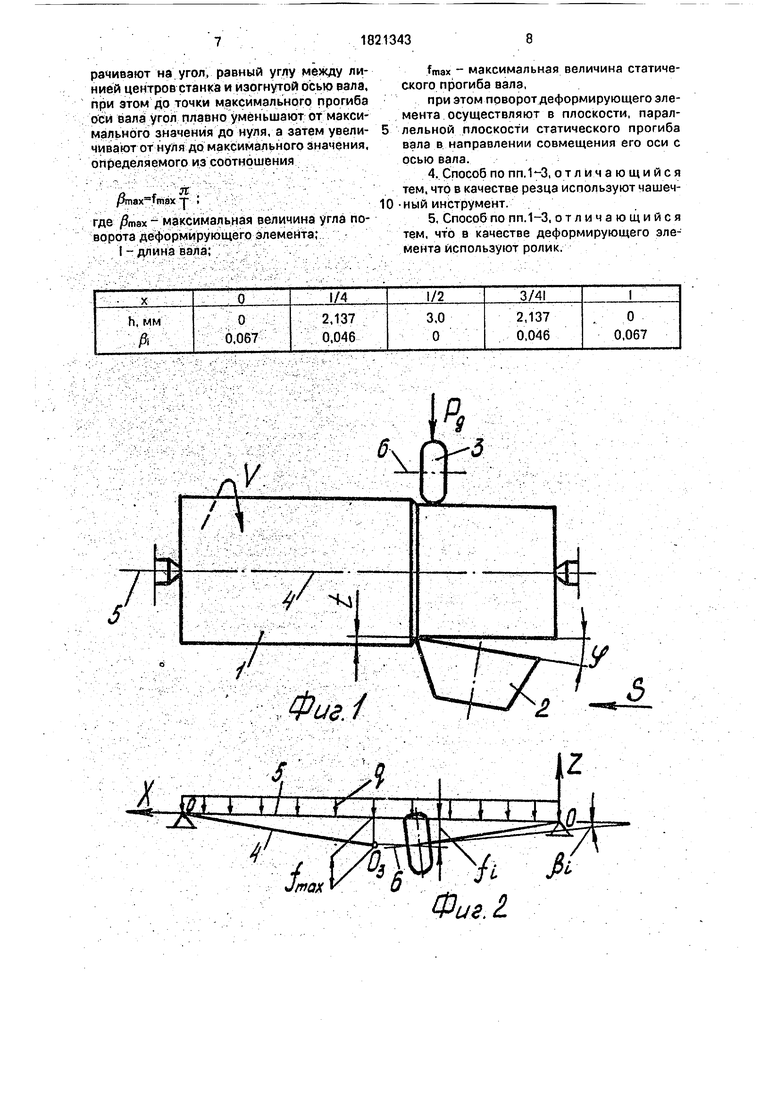
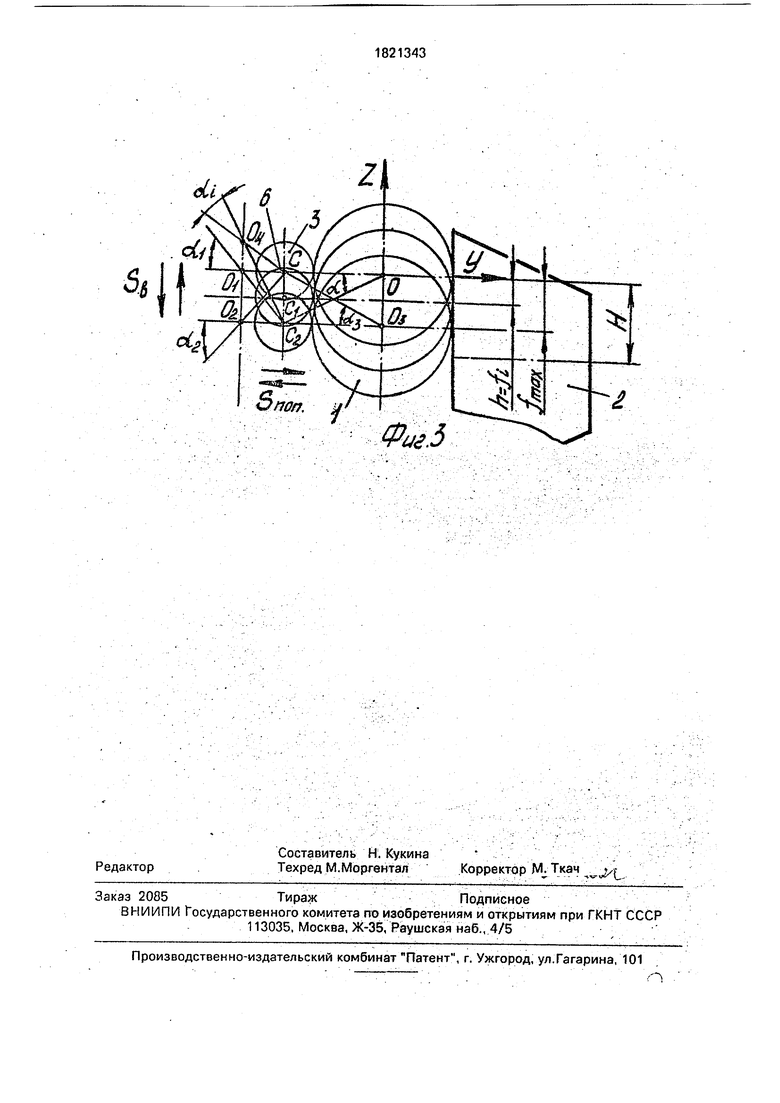
На фиг.Т изображена принципиальная схема обработки по предложенному способу; на фиг.2 - нагружения вала и прогиб его оси под действием собственной массы и осевых сил; на фиг.З - вал с резцом и роликом, вид сбоку на фиг,1.
Обработку по предложенному способу осуществляют следующим образом.
Перед обработкой измеряют статический прогиб вала вдоль его длины и находят сечение, в котором он максимален. Максимальный прогиб вала fmax лежит обычно.на половине длине вала (фиг.2). Затем детали (валу) 1 придают вращение со скоростью V, а комбинированному инструменту, состоящему из режущего элемента, например, чашечного резца 2 и деформирующего элемента, например, ролика 3, установленного по отношению к резцу 2 по другую сторону относительно оси 4 детали 1 и в начале обработки на уровне линии центров 5 станка, сообщают подачу S. Резец 2 установлен под угломер и со смещением Н. Резец снимает припуск глубиной t а деформирующий элемент 3 имеет возможность автономного регулирования усилия деформирования Рд. Поскольку ось 4 детали и линия центров 5 станка не совпадают (фиг.2), ввиду наличия
со го
Сл)
N
со
статического прогиба fi детали, то в процессе : обработки ролик 3, т.е, его ось б, непрерывно смещают в направлении статического прогиба вала 1 (в плоскости 02)(фиг.З) на величину этого прогиба fi. То есть, перемещение деформирующего (обкатывающего) ролика 3 происходит в плоскости, перпендикулярной плоскости подач со скоростью Sb (фиг.З). Величина смещения h ролика 3 равна величине статического прогиба fi вала 1. При этом до точки Оз максимального прогиба, равного f max, смещение ролика при обработке плавно увеличивают от нуля ДО fmax (обцч- но до х 1/2), а затем смещение плавно уменьшают от fmax до нуля. На фиг.З представлены положения деформирующего ро- л. ика 3: С- начальное и конечное положение : оси ролика; Сг-положениеоси ролика/, соответствующее максимальному прогибу вала; Ci -промежуточное положение. Величину смещения h . fi ролика 3 при обработке можно определить не только Замером величины статического прогиба до обработки, а теоретически пр. формуле :
h fi
т
где q .
к тому, что в каждый момент времени ось б ролика 3 все время находится на уровне оси 4 вала 1, что приводит к неизменности усилия в направлении оси ОУ,
Смещение деформирующего ролика 3 в направлении статического прогиба детали 1 можно производить путем его поворота в плоскости, перпендикулярной линии центров 5 стайка (в плоскости чертежа фиг.З)
вокруг оси, не совпадающей с геометрической осью 6 деформирующего ролика 3. Ось поворота может совпадать: с точкой 0, лежащей на линии центров станка 5 (фиг,3); с точкой Од, лежащей на уровне линии центров станка; с точкой Ог, лежащей на уровне
низшей точки Оз оси детали; с точкой Оз, совпадающей с точкой максимального прогиба оси 4 вала; с любой другой точкой, например, 04. При.этом поворот ролика осуществляется.на углы ос, а,аг (Хз х от нуля до ма симальнргр их значения на длине обработки вала, равной х 0,5 I, а затем от максимальнрго Значения до нуля. При этом ролику 3 сообщают поперечное (радиальное) перемещение со скоростью Snori, кине. ма тйче с к и связанное су г л о в ы м е г о
поворотом, на длине х 0,51 в одну сторону,
а затем в противоположную. Например, при
повороте вокруг оси, проходящей через точKyOi-. имеем (фиг.З) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821344A1 |
| Способ обработки тел вращения ротационным резцом | 1985 |
|
SU1303264A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Способ токарной обработки | 1987 |
|
SU1502203A2 |
| Способ механической обработки нежестких деталей | 1980 |
|
SU984690A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
Сущность изобретения: перед обработкой измеряют статический прогиб вала и при обработке деформирующий элемент, например ролик, непрерывно смешают в направлении статического прогиба вала на величину этого прогиба, при этом до точки максимального прогиба вала смещение плавно увеличивают, а затем уменьшают. Смещение ролика осуществляют путем кинематически связанными его радиального перемещения и поворота в плоскости, перпендикулярной линии центров станка вокруг оси, не совпадающей с геометрической осью ролика. При обработке ролик дополнительно непрерывно поворачивают на угол, равный углу между линией центров станка и касательной к изогнутой оси вала. Поворот ролика осуществляют в плоскости параллельной плоскости статического прогиба вала, в направлении совмещения проекций осей ролика и вала на эту плоскость. 4 з.п. ф-лы. 3 ил.
h Помещение оби ролика; Д .
-;: I лйна вала; .; V.f- .; G,-..(:-- : V ;-v: ; l.--;V7ivv ;:-:v 4;; - . -;.. ; х - расстояние от торцаг вала до текуще- 35 го положёнил ролика 3; -.. ;.V . , . . : С, V; ; Е.- жесткрсть;;вала,.. -:-,. .- v ; ...:.;. ..-, :;: При х 1/2 имеем .: .. ..
fmax
384EI
(2)
где Ё - модуль упругости (для стали Е . (2,0-2,1); 10J,кг см2 ; i&&$: v-x : , - ..: .;Шмо|лё ;1г нвр1Д11и/длявала .4 45 .-:.f.,-/ - ; еличинусме щения Ьрблика можнооп- р ёйелйть по уравнению изогнутой оси вала, н йТр у ж нбгоосевой силой к
.ь в йидеТси нусдиды:; . } . ..
50
h;
v ftX---- fmax Sin -|- ..(3)
где fmax - .максимальная величина статиче- ckpro прргйба;..вала; -/:,i,-: ;,:, : ....
. Г:-; дли назвал а.; ::;;:: л-г -. ; .;; .- . v Таким образом, плйвное перемещение
ролика в процессе обрабо и в н;а;правле- нйм СтатиЧе ского прогиба детали приводит
(4)
гдеР1 01С,
a fi определяется, например, по формуле (1):
:Sncm Sn
RH -Ri VRl + ff -ЯГ,- r x/Sn - .
(VRi -Mf-Rj) ,
(5)
где S - подача ролика; .
n-частота вращения вала;
fi- текущая величина статического прогиба вала.; -. .; ..: .. V . Поскольку деталь в процессе обработки сохраняет свой статический прогиб, а ось 6 ролика расположена параллельно оси 5 линий Центров станка и касательная к.оси 4 вала составляет некоторый угол с линией центров 5 станка, то ось ролика и ось деталиГ- скрещиваемые прямые, угол / между которыми меняется от максимального значения до нуля, принимающего в точке максимального прогиба детали. А это значит, что в процессе обработки меняется пятно контакта деформирующего ролика с деталью, что приводит к изменению удельного давления между ними и взаимного углубления. При автоколебаниях вала вдоль оси OZ это приводит к неоднородному качеству обработанной поверхности вдоль оси вала. Для устранения этого недостатка ось 6 ролика 3 непрерывно плавно поворачивают на угол, равный углу между линией центров станка и изогнутой осью вала, определяемый из соотношения:
(6)
где q G/f,
При этом до точки максимального прогиба детали 1 угол /Si плавно уменьшают от максимального значения до нуля, а затем увеличивают от нуля до максимального значения, определяемого из соотношения
fa
GL 24EI
(7)
Причем поворот ролика 3 осуществляют в плоскости XOZ статического прогиба вала в направлении совмещения его оси 6 и оси вала 4. Угол можно определить, взят производную от выражения (3). Тогда имеем
fir
f Л fmax Т COS-г(8)
и Дпах получим при х О
П
Дпах fmax
Т
. (9)
где Дпах - Максимальная величина угла поворота ролика;. .
I - длина вала;
fmax - максимальная величина статического прогиба вала.
Пример осуществления способа,
Производится обработка вала диамет ром D 700 мм, длина вала I 8600 мм. Режим обработки; подача S 1,0 мм/об; глубина резания t 0,6 мм; частота вращения вала п 160 об/мин. Вес вала G 17000 кг; Еприв 0,391.10 кг/см2. Рд Ру 100кг. Диаметр ролика dp -100 мм. Перед обработкой замеряем статический прогиб вала вдоль длины обработки и максимальный статический прогиб fmax 3,0 мм. В начале обработки ось ролика устанавливаем на уровне линии центров станка. При обработке вала ось ролика смещаем на величину статического прогиба. Для обеспечения постоянной величины контакта ролика с деталью и силы Рд ролик плавно поворачиваем на угол Д. Величина смещения h и ft. рассчитанные по зависимостям (1,3) и (6,8), для некоторых значений х приведены в таб- 5 лице.
В результате обработки получаем: шероховатость обработанной поверхности Ra 1,0 мм, точность по диаметру на всей длине 0,02 мм. При обработке без ролика
0 имеем Ra 3,0 мкм, точность - 0,15 мм
(имеем бочкообразность).
Ролик в направлении подачи может быть установлен после резца, дб резца или
на поверхности резания.
5 Способ обеспечивает уменьшение вибраций вала в направлении оси ОУ, т.е. в радиальном к детали направлении. Этим самым улучшается в 3 раза чистота обработанной поверхности. Благодаря тому, что ролик
0 все время находится на уровне Оси детали, имеем его постоянное давление на деталь. Тем самым обеспечивается постоянная разница радиальных усилий от резца и ролика, что предопредёляет получение деталей по5 вышенной точности. Точность обработки
повышается в 5-10 раз. Способ прост по осуществлению и позволяет применять его при обработке длинномерных изделий.
30
Формулаизобретения
поверхности и повышения точности при обработке валов, имеющих статический прогиб, направленность которого сохраняется в процессе обработки, предварительно измеряют статический прогиб вала и при обработке деформирующий элемент располагают с непрерывным смещением в направлении статического прогиба вала на величину этого прогиба, при этом до точки максимального прогиба вала смещения
плавно увеличивают, а затем уменьшают.
рачивают на угол, равный углу между линией центров станка и изогнутой осью вала, при этом до точки максимального прогиба оси вала угол плавно уменьшают от максимального значения до нуля, a затем увеличивают от -нуля до максимального значения, определяемого из соотношения
л ,-.ж .; ;: v .. . . . . . ..
Т . - ::
где / msx-максимальная величина угла поворота деформирующего элемента; I-длина вала; . .
Физ.1
0
fmax - максимальная величина статического прогиба вала,
при этом поворот деформирующего элемента осуществляют в плоскости, параллельной плоскости статического прогиба вала в направлении совмещения его оси с осью вала.
Фиг.1
Ч
Фм.5
| Чистосердов П.С | |||
| Комбинированные инструменты для отдел.очно-упрочняющей обработки, Минск, изд-во Беларусь, 1977, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
