Изобретение относится к промышленности строительных материалов и может быть использовано при пластическом формовании двухслойной стеновой керамики, например лицевого кирпича.
Наиболее близким к изобретению является способ пластического формования двухслойной строительной керамики, включающий все специфические процессы до резки бруса, а также нормированные конструктивно-технологические параметры серийной установки СМ-1173 и характерные параметры керамической массы.
Существенным недостатком этого способа является завышенный предел резервно-аккумулирующего объема межлопаст- ного пространства нагнетающей части шнека вспомогательного пресса, а также отсутствие четкого критерия для оперативного технологического контроля соотношения пластической прочности основного бруса и фактурного слоя.
Новая совокупность существенных признаков направлена на усовершенствование известного способа и достижение более высокого технического результата. При этом сущность способа заключается в том, что нанесение фактурного слоя на основной брус осуществляют при оптимизированном значении резервно-аккумулирующего объема, равном 0,17-0,33 от величины среднего объема затворной части шнека вспомогательного пресса, а оперативное определение пластической прочности керамической массы фактурного слоя производят по формуле
Рф (0,6-0,9)  где Рф пластическая прочность фактурного слоя, МПа;
где Рф пластическая прочность фактурного слоя, МПа;
Рб пластическая прочность свежеотформованного бруса, МПа;
Wо относительная формовочная влажность основной массы,
Wф относительная формовочная влажность фактурной массы,
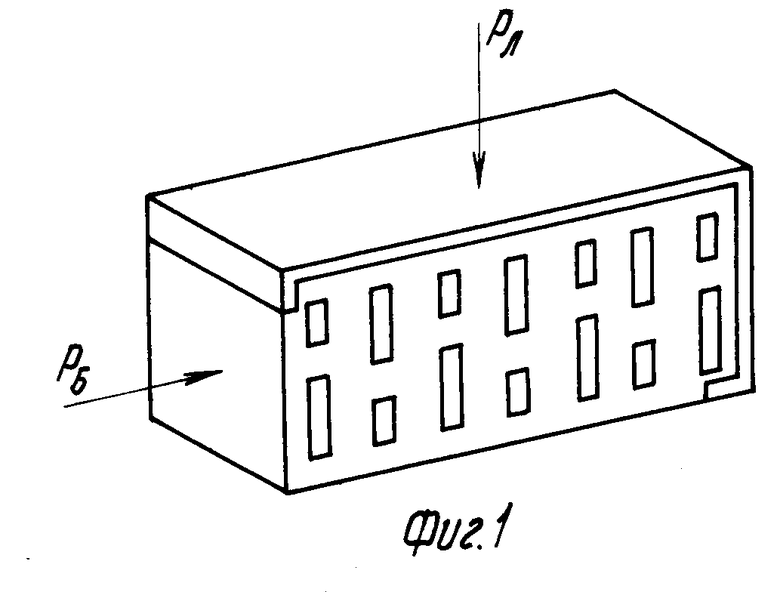
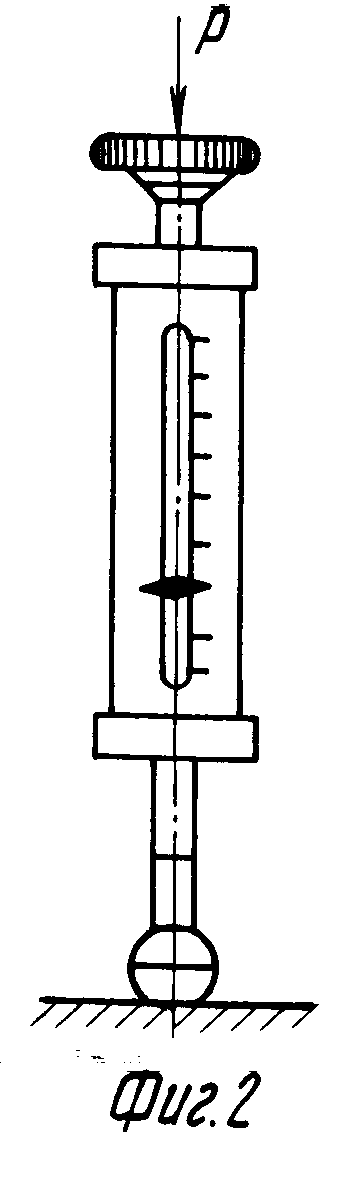
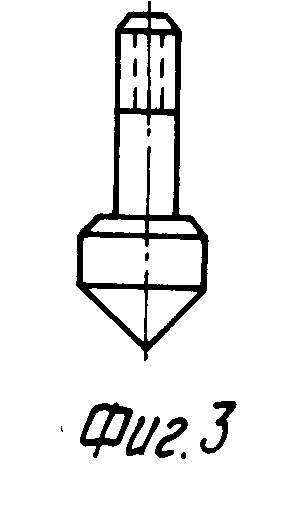
На фиг. 1 показаны направления замеров пластической прочности фактурного слоя (Рф) и основного бруса (Рв); на фиг. 2 пружинный консистометр со сменным шаровым наконечником диаметром 11,3 мм; на фиг. 3 конический сменный наконечник для жесткого бруса.
Возможность и целесообразность промышленного применения данного способа подтверждается примерами, получившими опытное обоснование.
П р и м е р 1. Двухслойный лицевой кирпич с белой фактурной массой нашел широкое применение в Санкт-Петербурге, а с красной в Минске. В обоих случаях пластическое формование производят при нормальной влажности. В этих условиях замеры пластической прочности по схеме, показанной на фиг. 1, производят консистометром с шаровым наконечником (фиг.2), который при опорной площади в 1 см2 должен утопать до метки посередине, включая выпуклый "мениск".
Оператор установки или мастер ОТК в любой момент могут сделать замеры на свежеотформованном брусе и откорректировать соотношение пластической прочности изменением формовочной влажности основной или фактурной массы. Оптимизированное значение находят по эмпирической формуле или по заранее рассчитанной номограмме.
П р и м е р 2. В настоящее время находит применение метод прессования при пониженной влажности, а также выпуск лицевого кирпича с заниженной толщиной фактурного слоя (менее 5 мм). В этих случаях замеры производят коническим наконечником, диаметр и опорная площадь которого эквивалентны шаровому. Угол при вершине конуса 90о. Утопание конуса контролируют по линии перехода его в цилиндр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования кирпичаС РАздЕльНыМ НАНЕСЕНиЕМ фАКТуРНОгОСлОя | 1966 |
|
SU246366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКСТРУЗИОННЫХ КЕРАМИЧЕСКИХ БЛОКОВ | 1991 |
|
RU2043194C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 1992 |
|
RU2043930C1 |
| Установка для пластического формованиядВуХСлОйНыХ издЕлий | 1971 |
|
SU422202A1 |
| Устройство для автоматического регулирования влажности формуемой массы | 1989 |
|
SU1759635A1 |
| Установка для пластического формования двухслойных керамических изделий | 1973 |
|
SU447270A1 |
| ЗАХВАТ ДЛЯ ШТАБЕЛЯ КИРПИЧА | 1992 |
|
RU2037411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПЛИТ С ЗАЩИТНО-ДЕКОРАТИВНЫМ ПОКРЫТИЕМ | 1990 |
|
RU2007294C1 |
| Шнековый пресс для формования изделий из керамической смеси | 1991 |
|
SU1791126A1 |
| Установка для пластического формования двуслойных изделий | 1968 |
|
SU303189A1 |
Использование: производство лицевого кирпича повышенного качества. Сущность изобретения: при нанесении фактурного слоя резервно-аккумулирующий объем керамической массы в межлопастном пространстве нагнетающей части шнека вспомогательного пресса равен 0,17 - 0,33 от величины среднего объема затворной части шнека. После нанесения фактурного слоя производят оперативное определение пластической прочности керамической массы фактурного слоя по формуле: 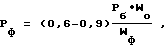 где Pф - пластическая прочность фактурного слоя, МПА; Pб - пластическая прочность свежеотформованного бруса, МПА; Wo - относительная формовочная влажность основной массы, %; Wф - относительная формовочная влажность фактурной массы. 3 ил.
где Pф - пластическая прочность фактурного слоя, МПА; Pб - пластическая прочность свежеотформованного бруса, МПА; Wo - относительная формовочная влажность основной массы, %; Wф - относительная формовочная влажность фактурной массы. 3 ил.
СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ ДВУХСЛОЙНОЙ КЕРАМИКИ, включающий формование бруса основным прессом и нанесение на него фактурного слоя вспомогательным шнековым прессом с нормированным значением резервно-аккумулирующего объема керамической массы, отличающийся тем, что при нанесении фактурного слоя резервно-аккумулирующий объем массы в межлопастном пространстве нагнетающей части шнека вспомогательного пресса равен 0,17 0,33 от величины среднего объема затворной части шнека, при этом после нанесения фактурного слоя производят оперативное определение пластической прочности керамической массы фактурного слоя по формуле
где Рф пластическая прочность фактурного слоя, МПа;
Рб пластическая прочность свежеотформованного бруса, МПа;
wо относительная формовочная влажность основной массы,
wф относительная формовочная влажность фактурной массы,
| Патент СССР N 1478552, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
