Изобретение относится к обработке поверхности изделий, а именно к способу плазменной обработки поверхности изделия и устройству для его осуществления, и может быть использовано, например, в электротехнике, машиностроении, электронике и других областях.
Известен способ плазменной обработки твердого тела [1] при котором обработку изделия проводят вне вакуумной камеры при непрерывном перемещении изделия, то есть обрабатываемое изделие вводят в поток плазмы, во время обработки изделия перемещают в потоке плазмы и затем выводят обрабатываемое изделие из потока плазмы. Обработку изделия проводят за несколько циклов. Такая динамическая обработка обладает высокой производительностью. Однако обработка поверхности, проходящая в незащищенном пространстве, приводит к тому, что при выводе изделия из потока плазменной струи на обрабатываемую поверхность попадают частицы пыли из окружающей среды. Такое загрязнение обрабатываемой поверхности совершенно не допустимо при обработке, например, подложек печатных схем СБИС, в которых оно приводит к полному браку изделия.
Данный способ реализован в установке для плазменной обработки твердого тела, содержащей генератор плазменной струи атмосферного давления с системой подачи плазмообразующего газа, носитель изделия и держатель изделия. Причем генератор и носитель установлены с возможностью взаимного относительного перемещения. Такая установка не требует герметичной камеры с вакуумными средствами откачки и сразу готова к работе. Однако эта установка обладает теми же недостатками, что и вышеописанный способ.
Цель изобретения создание способа плазменной обработки поверхности изделия, в котором обрабатываемое изделие защищают потоком газа, препятствующего попаданию загрязняющих частиц из окружающей среды на обрабатываемую поверхность.
Цель достигается тем, что в способе плазменной обработки поверхности изделия, включающем введение обрабатываемого изделия в поток плазмы, непрерывное перемещение изделия в потоке плазмы и выведение обрабатываемого изделия из потока плазмы, до ввода изделия в поток плазмы и после вывода его из потока плазмы обдувают поверхность изделия струей защитного газа, параллельной обрабатываемой поверхности, при этом обрабатываемое изделие помещают в начальном участке струи защитного газа до начала основного участка струи.
Преимуществом предлагаемого способа плазменной обработки поверхности изделия является повышение качества обработки, поскольку при такой обработке изделия можно избежать попадания загрязняющих частиц из окружающей среды на обрабатываемое изделие. Эффект защиты достигается за счет того, что в начальном участке струи, где размещается обрабатываемая поверхность, отсутствуют частицы пыли и любые другие частицы из окружающей среды. Эти частицы проникают в струю за счет диффузии, при этом скорость диффузии направлена от периферии струи к ее центру. Сложение скоростей газа в струе и диффузии приводит к тому, что образуется начальный участок в виде конуса, свободный от примесей частиц из окружающей среды. Данный эффект достижим как при турбулентном, так и при ламинарном режимах течения газа в начальном участке струи, однако в случае ламинарного течения скорости диффузии значительно ниже скорости самого потока, и протяженность начального участка струи особенно велика. Для определения размера начального участка L используют соотношение
L=VгR2/D, (1) где Vг скорость газа в защитной струе;
R поперечный размер струи защитного газа;
D коэффициент диффузии вещества внешней среды в струе.
Если режим течения защитной струи в начальном участке турбулентный, то следует использовать значение для турбулентной диффузии, если ламинарный то обычный коэффициент молекулярной диффузии. Знание соотношения размеров и скоростей позволяет избежать попадания обрабатываемой поверхности в основной участок струи, в котором преобладает турбулентное перемешивание и происходит интенсивный перенос загрязняющих частиц окружающей среды и попадание их на обрабатываемую поверхность.
Наиболее полно эффект предотвращения загрязнения обрабатываемой поверхности частицами окружающей среды и протекания на ней нежелательных химических реакций может быть достигнут не только при расположении изделия в начальном участке струи защитного газа до и после вывода обрабатываемого его в поток плазмы, но и во время обработки, для чего обработку проводят начальным участком плазменной струи, длина которого определяется из соотношения
l=Vпd2/D, (2) где Vп скорость плазменной струи;
d диаметр плазменной струи;
D коэффициент диффузии.
При такой обработке изделия можно избежать прохождения нежелательных химических реакций на обрабатываемой поверхности, в частности окисления наносимого на поверхность слоя, используя нейтральный защитный газ.
Предлагаемый способ может быть реализован с помощью установки для плазменной обработки поверхности изделий, содержащей генератор плазменной струи атмосферного давления с системой подачи плазмообразующего газа и носитель, снабженный держателем обрабатываемого изделия, генератор и носитель установлены с возможностью взаимного относительного перемещения для ввода изделия в зону обработки и вывода из этой зоны, установка снабжена формирователем струи защитного газа в виде патрубка, сообщенного с источником защитного газа и установленного на носителе выходным отверстием к держателю обрабатываемого изделия, причем расстояние S от выходного отверстия патрубка до противолежащего края держателя обрабатываемого изделия выбирают из соотношения
S ≅ Vгb2/D, (3) где Vг скорость струи защитного газа;
b диагональ или диаметр выходного отверстия патрубка;
D коэффициент диффузии внешней среды в струе защитного газа.
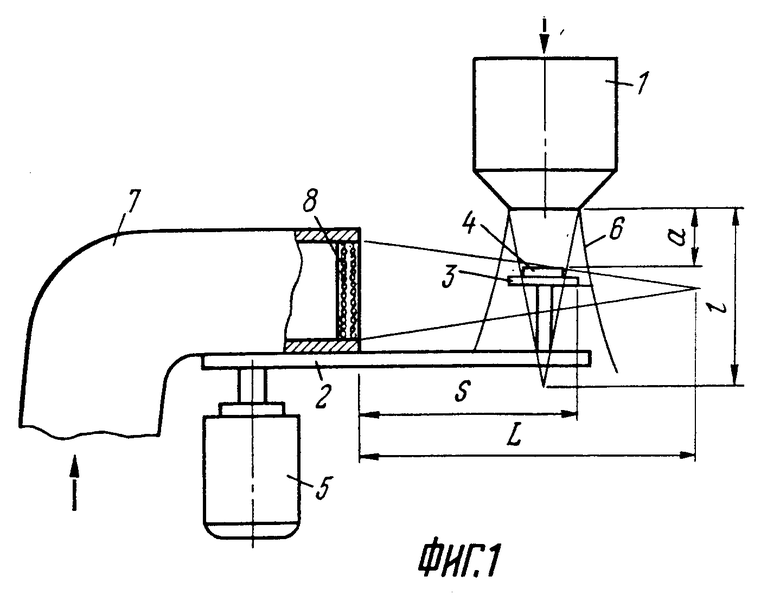
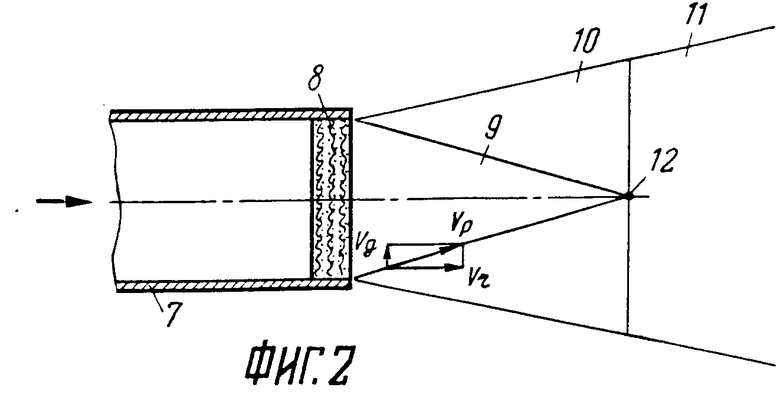
На фиг. 1 изображена схема выполнения предлагаемой установки, вариант; на фиг. 2 структура начального участка потока или струи.
Установка (фиг. 1) включает в себя генератор 1 потока плазмы атмосферного давления, с помощью которого возможно осуществлять различные операции: очистку, травление, нанесение слоев, активация поверхности и другие, в зависимости от того, какие активные частицы подаются через систему подачи плазмообразующего газа (не показана). Носитель 2, снабженный держателем 3 обрабатываемого изделия 4, имеет привод 5 для ввода и вывода изделия 4 в зону обработки плазменной струи 6 генератора 1. На носителе 2 жестко установлен формирователь, выполненный в виде патрубка 7 круглого сечения, выходное отверстие которого имеет диаметр 2˙10-2 м. Патрубок 7 сообщен с источником защитного газа (не показан), в качестве защитного газа может быть использован, например, холодный азот. Выходное отверстие патрубка 7 обращено в сторону держателя 3 изделия 4. Ось струи защитного газа, направляемой из патрубка 7, параллельна поверхности изделия 4. В выходном отверстии патрубка 7 установлена проницаемая для газа перегородка 8, выполненная из набора сеток. Такая перегородка 8 позволяет получить на выходе патрубка 7 равномерный поток газа. Расстояние S между противолежащим краем обрабатываемого изделия 4 и выходным отверстием патрубка 7 выбирается из условия
S ≅ Vгb2/D, (4) где Vг газодинамическая скорость струи защитного газа;
b диаметр выходного отверстия патрубка 7;
D коэффициент диффузии атомов и молекул внешней среды в струе защитного газа.
Предлагаемое устройство работает следующим образом.
Обрабатываемую пластину (изделие 4) устанавливают на держателе 3 и подают защитный газ (холодный азот) в патрубок 7 со скоростью Vг=0,25 м/с. Зная диаметр трубы b=2˙10-2 м и коэффициент диффузии для холодного азота D=10-4 м2/с, определяют величину начального участка струи защитного газа из равенства (1)
Z=0,25˙ (2˙10-2)2/10-4=1 м.
Для надежной защиты обрабатываемой пластины (изделия 4) необходимо установить расстояние S между выходным отверстием патрубка 7 и противолежащим патрубку 7 концом держателя 3 менее 1 м, например, S=0,7 м, при этом ось струи защитного газа лежит в плоскости, образованной поверхностью обрабатываемой пластины (изделия 4). Таким образом пластина (изделие 4) полностью находится в начальном участке струи защитного газа.
Перед включением генератора 1 необходимо установить его так, чтобы проводить обработку пластины (изделия 4) начальным участком плазменной струи.
Вариант для аргоновой плазмы.
Диаметр сопла генератора 1 d=10-3 м, скорость потока плазмы Vп=100 м/с, коэффициент диффузии для аргоновой плазмы при давлении 105 Па и температуре 104 К D=10-3 м2/с. Подставляют эти значения в равенство (2):
l=100˙ (10-3)2/10-3=10 см.
Устанавливают расстояние а, равное 7 см. Это расстояние а между поверхностью пластины (изделия 4) и плоскостью выходного отверстия сопла генератора 1.
После включения генератора 1 включают привод 5, и носитель 2 перемещает пластину (изделие 4) на держателе 3 в зону обработки плазменной струей 6 генератора 1. Перемещая пластину в плазменной струе 6 генератора 1, производят необходимую обработку поверхности пластины. При этом не происходит разбивания потока плазмы струей защитного газа из патрубка 7, так как скоростной напор потока плазмы значительно превышает скоростной напор струи газа. При выходе обрабатываемой пластины (изделия 4) из плазменной струи она вновь обдувается струей защитного газа. И цикл обработки может быть повторен вновь.
Обработку изделия проводят начальным участком потока плазмы при непрерывном перемещении изделия в нем, а до ввода изделия в поток плазмы и после вывода из потока плазмы обдувают обрабатываемую поверхность струей защитного газа, параллельной обрабатываемой поверхности, при этом изделие помещают в начальном участке струи защитного газа до основного участка струи.
При подаче в патрубок 7 с проницаемой перегородкой 8 защитного газа на выходе патрубка 7 скорость течения газа равномерна (фиг. 2). В этом случае вытекающая струя имеет три участка, границы которых показаны на фиг. 2: начальный участок 9, зона 10 смещения струи газа и окружающей среды и основной участок 11 струи. Начальный участок 9 имеет вид конуса (фиг. 2). Конус образуется в результате стремления частиц газа окружающей среды диффундировать в струю защитного газа со скоростью Vд в направлении, перпендикулярном оси струи, и стремления частиц защитного газа двигаться по инерции со скоростью Vг в осевом направлении. В результате сложения этих двух векторов скорости получают вектор результирующей скорости Vр. Это действительное направление, в котором движется частица, попадающая в струю газа.
Частица газа окружающей среды, находящаяся в зоне 10 смешения, может попасть на ось струи защитного газа только в точках, расположения правее точки 12. Эта точка 12 определяет протяженность Z защитной зоны от плоскости выходного отверстия патрубка 7. В зоне (участке) 9 отсутствуют частицы из окружающей среды. Расстояние l для потока плазмы может быть определено из соотношения (2).
Располагая обрабатываемую пластину (изделие) 4 (фиг. 1) на расстоянии S<Z от патрубка 7 и на расстоянии a<l от генератора 1 потока плазмы, можно гарантировать непопадание загрязняющих частиц из окружающей среды.
Предлагаемый способ плазменной обработки поверхности изделий позволяет при высоких скоростях обработки получать изделия высокого качества, применяется при изготовлении интегральных схем СБИС. Он позволяет, меняя подаваемые в генератор плазмы активные компоненты, проводить полное изготовление интегральных схем СБИС от предварительной очистки до нанесения слоев в условиях гидродинамической защиты, что исключает попадание загрязняющих частиц на поверхность изделия. Полная изоляция обрабатываемой поверхности от загрязняющего воздействия внешней среды позволяет вести плазменную обработку в любой газовой среде, в частности на воздухе.
Использование: обработка поверхности деталей, а именно плазменная. Обрабатываемое изделие до введения в поток плазмы и после выведения из него обдувают струей защитного газа, параллельном участке струи защитного газа до развитого участка струи. Установка для плазменной обработки поверхности изделия содержит генератор плазменной струи атмосферного давления и носитель, снабженный держателем изделия. Генератор и носитель установлены с возможностью взаимного относительного перемещения для ввода и вывода изделия из зоны обработки. Установка снабжена формирователем струи защитного газа в виде патрубка, сообщенного с источником защитного газа и установленного на носителе выходным отверстием к держателю изделия. 2 с. и 2 з.п. ф-лы, 2 ил.
L Vг · R2/D,
где Vг газодинамическая скорость струи защитного газа;
R диаметр струи защитного газа;
D коэффициент диффузии атомов и молекул внешней среды в струе защитного газа.
l Vп · d2/D,
где Vп газодинамическая скорость потока плазмы;
d диаметр потока плазмы;
D коэффициент диффузии атомов и молекул внешней среды в потоке плазмы.
S ≅ Vг · b2/D,
где Vг газодинамическая скорость струи защитного газа;
b диагональ или диаметр выходного отверстия патрубка;
D коэффициент диффузии внешней среды в струе защитного газа.
| Данилин Б.С | |||
| и Киреев В.Ю | |||
| Применение низкотемпературной плазмы для травления и очистки материалов | |||
| М.: Энергоатомиздат, с.48-50. |
