Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разрежения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через патрубок непосредственно в кристаллизатор под уровень металла. При этом вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-проводом. Уровень металла в вакуум-камере поддерживают постоянным [1]
Недостатком известного способа является недостаточная производительность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизатора. В этих условиях прекращается процесс непрерывной разливки. Кроме того, при известном способе происходит разрушение футеровки вакуум-камеры вследствие постоянства уровня металла в ней.
Наиболее близким по технической сущности к изобретению является способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разрежения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в камере. Уровень металла в вакуум-камере поддерживают постоянным [2]
Недостатком известного способа является низкая стойкость вакуум-камеры. Это объясняется тем, что уровень металла в вакуум-камере поддерживают постоянным. В этих условиях огнеупорная футеровка внутренней полости боковых стенок вакуум-камеры разъедается металлом на уровне его мениска вследствие колебания и барботажа уровня. В результате возможны разрушение футеровки, прожигание корпуса вакуум-камеры, ее разгерметизация и выход из строя. Сказанное приводит к аварийному прекращению процесса непрерывной разливки металла, что снижает производительность и стабильность процесса непрерывной разливки.
Технический эффект при использовании изобретения заключается в повышении производительности и стабильности процесса поточного вакуумирования при непрерывной разливке, а также в повышении стойкости вакуум-камеры.
Указанный технический эффект достигают тем, что металл подают из разливочного ковша в вакуум-камеру, создают в ней остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы, вытягивают слитки.
В процессе поточного вакуумирования периодически увеличивают уровень металла в промежуточном ковше на величину 0,4-40,6 начальной глубины погружения патрубка под уровень металла в промежуточном ковше, при этом уровень металла повышают через время, равное 0,1-0,9 времени разливки разливочного ковша.
Увеличение производительности и стабильности процесса поточного вакуумирования металла при непрерывной разливке, а также повышение стойкости вакуум-камеры будет происходить вследствие периодического повышения уровня металла в вакуум-камере за счет повышения уровня металла в промежуточном ковше. Вместе с этим будет повышаться уровень металла в вакуум-камере на ту же высоту. При этом высота столба металла от уровня в промежуточном ковше до уровня металла в вакуум-камере будет оставаться постоянной, равной 1,5 м при постоянном остаточном давлении в камере, и определяется барометрическим давлением. В процессе периодического подъема уровня металла в вакуум-камере мениск будет контактировать каждый раз с новыми здоровыми участками боковой стенки футеровки.
Диапазон величины периодического подъема уровня металла в промежуточном ковше в пределах 0,4-0,6 начальной глубины погружения патрубка под уровень металла в промежуточном ковше объясняется величиной верхнего слоя металла, участвующего в его барботаже на днище вакуум-камеры. При меньших значениях участки разрушения боковой стенки футеровки вакуум-камеры будут перекрывать друг друга, что приведет к ускоренному износу футеровки. Большие значения устанавливать не имеет смысла, т.к. в этом случае уменьшается частота случаев подъема уровня металла в вакуум-камере.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от начальной величины заглубления патрубка под уровень металла в промежуточном ковше.
Диапазон времени, через которое осуществляют подъем уровня металла в промежуточном ковше, в пределах 0,1-0,9 времени разливки разливаемого ковша объясняется закономерностями разрушения и разъедания огнеупорной футеровки вакуум-камеры уровнем металла в ней. При больших значениях будут происходить разрушение футеровки вакуум-камеры и выход ее из строя. При меньших значениях увеличивается частота изменения уровня металла без дальнейшего увеличения стойкости футеровки вакуум-камеры. Указанный диапазон устанавливают в обратной пропорциональной зависимости от времени разливки разливочного ковша. В общем случае предлагаемый способ можно применять при непрерывной разливке нескольких разливочных ковшей в одну и ту же вакуум-камеру.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ поточного вакуумирования металла при непрерывной разливке осуществляют следующим образом.
П р и м е р. В процессе обработки металла подают жидкую нераскисленную сталь марки ст3 из разливочного ковша в вакуум-камеру и создают в ней разрежение до необходимого по технологии остаточного давления в пределах 0,2-0,3 кПа в зависимости от раскисленности стали. Металл подают из вакуум-камеры через огнеупорный патрубок с диаметром проходного отверстия в пределах 180-240 мм. Далее металл из промежуточного ковша подают через удлиненные огнеупорные стаканы в два кристаллизатора под уровень металла, из которых вытягивают слитки.
В процессе поточного вакуумирования периодически увеличивают уровень металла в промежуточном ковше на величину 0,4-0,6 начальной глубины погружения патрубка под уровень металла в промежуточном ковше, при этом уровень металла повышают через время, равное 0,1-0,9 времени разливки разливочного ковша.
Повышение уровня металла в промежуточном ковше осуществляют посредством уменьшения скорости вытягивания слитков из кристаллизаторов или посредством увеличения расхода металла из разливочного ковша.
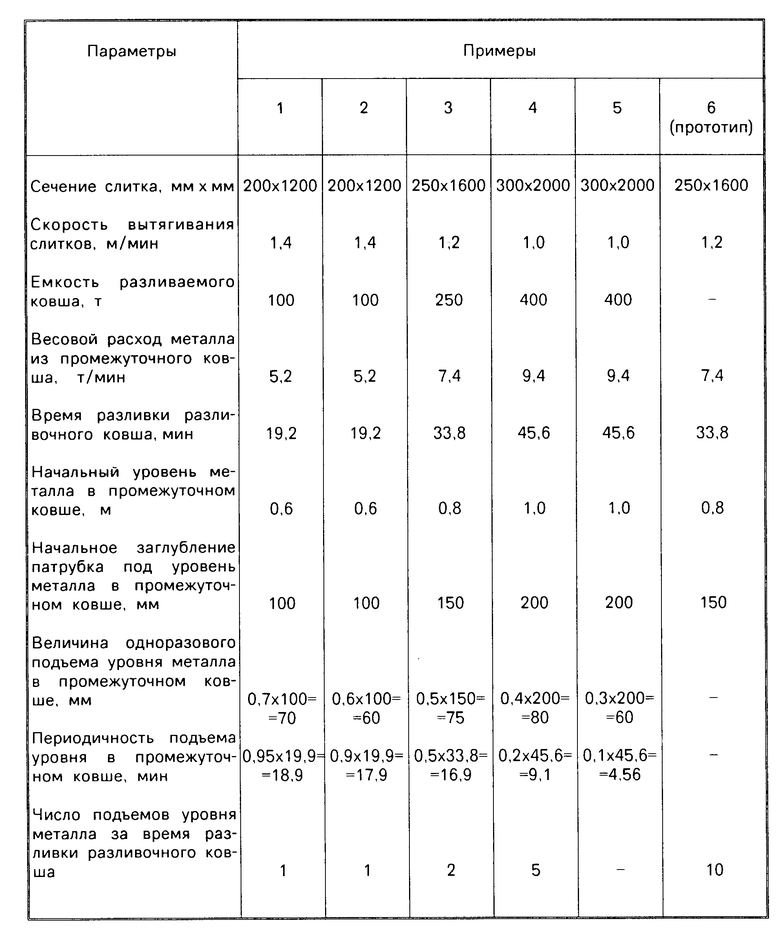
В таблице приведены примеры осуществления способа поточного вакуумирования металла при непрерывной разливке с различными технологическими параметрами.
В первом примере вследствие большого времени между операциями подъема уровня металла в промежуточном ковше и в вакуум-камере происходит разрушение футеровки боковых стенок вакуумной камеры.
В пятом примере вследствие малого одноразового подъема уровня металла в промежуточном ковше и в вакуум-камере участки разрушения боковой футеровки вакуум-камеры будут перекрывать друг друга, что приведет к ускоренному разрушению футеровки.
В шестом примере (прототипе) вследствие отсутствия изменения уровня металла в промежуточном ковше и в вакуум-камере происходит разрушение боковой футеровки стенок вакуум-камеры под действием уровня металла в ней.
В примерах 2-4 вследствие увеличения уровня металла в промежуточном ковше и в вакуум-камере с оптимальной частотой и в оптимальных пределах по высоте увеличивается стойкость футеровки вакуум-камеры, уменьшается ее разрушение во времени.
Применение предлагаемого способа позволяет повысить производительность процесса поточного вакуумирования при непрерывной разливке на 6% за счет устранения аварийных выходов вакуум-камеры из строя.
Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ поточного вакуумирования металла при непрерывной разливке, применяемый на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2048248C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2051004C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030959C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2060858C1 |
В способе поточного вакуумирования металла при непрерывной разливке металл подают из разливочного ковша в вакуум-камеру, создают в ней остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы, вытягивают из них слитки. В процессе поточного вакуумирования периодически увеличивают уровень металла в промежуточном ковше на величину 0,4 ... 0,6 первоначальной глубины погружения патрубка под уровень металла в промежуточном ковше, при этом уровень металла повышают через время, равное 0,1 ... 0,9 времени разливки разливочного ковша. 1 табл.
СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней остаточного давления, обработку металла в вакуум-камере, подачу металла в промежуточный ковш под уровень через патрубок и далее в кристаллизаторы и вытягивание из них слитков, отличающийся тем, что в процессе поточного вакуумирования осуществляют периодическое повышение уровня металла в промежуточном ковше на 0,4 0,6 первоначальной глубины погружения патрубка под уровень металла, при этом период повышения уровня металла устанавливают равным 0,1 0,9 времени разливки разливочного ковша.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
