Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через отдельный патрубок непосредственно в кристаллизатор под уровень металла. В этих условиях вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-проводом. Уровень металла в вакуум-камере поддерживают постоянным [1]
Недостаток известного способа недостаточная производительность и стабильность процесса непрерывной разливки металлов. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизатора. В этих условиях прекращается процесс непрерывной разливки. Кроме того, невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки.
Наиболее близким по технической сущности является способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижних торцов патрубков и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в камере. Уровень металла в вакуум-камере устанавливают переменным [2]
Недостаток известного способа недостаточная производительность и стабильность процесса поточного вакуумирования металла при непрерывной разливке. Это объясняется тем, что в процессе поточного вакуумирования капли жидкого металла из его струи налипают и навариваются на футерованные боковые стенки рабочей полости вакуум-камеры, образуя наплывы. Вследствие этого в процессе разливки разливочного ковша с течением времени уменьшается объем внутренней рабочей полости вакуум-камеры, что приводит к снижению эффективности и производительности процесса поточного вакуумирования металла.
Цель изобретения повышение производительности и эффективности процесса поточного вакуумирования металла при непрерывной разливке.
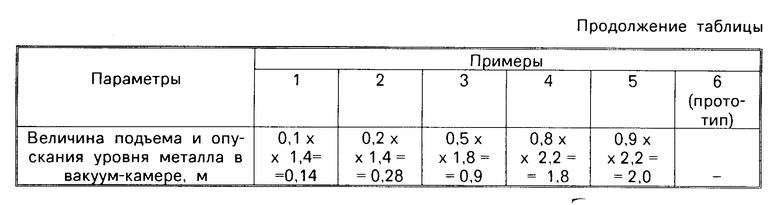
Указанная цель достигается тем, что металл подают из разливочного ковша в вакуум-камеру, снабженную вакуум-проводом, создают в ней необходимое по технологии остаточное давление, обрабатывают металл в вакуум-камере, подают металл в промежуточный ковш через патрубок и далее в кристаллизаторы, а также вытягивают из кристаллизаторов слитки. В процессе разливки периодически поднимают и опускают уровень металла в рабочей полости вакуум-камеры на величину, равную 0,2-0,8 высоты рабочей полости вакуум-камеры. Повышение производительности и эффективности процесса поточного вакуумирования металла при непрерывной разливке будет происходить вследствие сохранения объема рабочей полости вакуум-камеры постоянным из-за устранения с ее боковых стенок наплывов застывшего металла посредством его расплавления.
Диапазон значений величины подъема и опускания уровня металла в пределах 0,2-0,8 высоты рабочей полости вакуум-камеры объясняется закономерностями образования на ее боковых стенках наплывов и наростов затвердевшего металла. При меньших значениях не будет происходить расплавление и удаление затвердевшего металла со стенок вакуум-камеры. При больших значениях возможно попадание жидкого металла в вакуум-провод, расположенный в верхней части вакуум-камеры. В этом случае прекращается процесс струйного поточного вакуумирования металла. Указанный диапазон устанавливают в прямой пропорциональной зависимости от объеме металла, разливаемого через вакуум-камеру из разливочного ковша, и времени его разливки.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Способ поточного вакуумирования металла при непрерывной разливке осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают жидкую нераскисленную сталь марки ст3 из разливочного ковша в вакуум-камеру и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,3-0,5 кПа в зависимости о раскисленности стали. Разряжение создают посредством вакуум-провода, расположенного в верхней части рабочей полости вакуум-камеры и соединенного с вакуум-насосом. Металл из вакуум-камеры подают в промежуточный ковш емкостью 50 т через сливной огнеупорный патрубок. Далее металл из промежуточного ковша подают через удлиненные огнеупорные стаканы в кристаллизаторы под уровень металла. Из кристаллизатора вытягивают непрерывнолитой слиток сечением 250 х 1600 мм со скоростью 1,0 м/мин. Расходы металла из разливочного и промежуточного ковшей регулируют при помощи стопоров.
В процессе обработки металла на днище вакуум-камеры поддерживают рабочий уровень металла от днища вакуум-камеры. В процессе вакуумной обработки металла на боковых огнеупорных стенках рабочей полости вакуум-камеры образуются наплывы закристллизовавшегося металла. В процессе разливки периодически поднимают и опускают уровень металла в рабочей полости вакуум-камеры на величину равную 0,2-0,8 высоты рабочей полости вакуум-камеры.
В данном примере уровень металла поднимают и опускают через каждые 10-20 мин времени разливки разливочного ковша. Процесс изменения уровня металла в вакуум-камере производят посредством перекрытия канала сливного патрубка, например, при помощи шиберного затвора. После подъема уровня металла на необходимую высоту начинают производить процесс его опускания.
В процессе изменения уровня металла в вакуум-камере происходят расплавление и удаление наплывов металла на ее боковых огнеупорных стенках. В результате объем внутренней рабочей полости вакуум-камеры восстанавливается до прежних размеров. Вследствие этого сохраняется высокая эффективность и производительность процесса поточного вакуумирования металла в вакуум-камере.
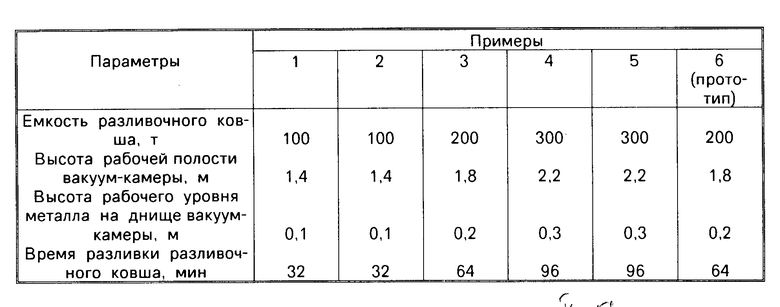
В таблице приведены примеры осуществления способа поточного вакуумирования металла при непрерывной разливке при различных технологических параметрах.
В первом примере вследствие малой величины подъема и опускания уровня металла не происходит удаление наплывов затвердевшего металла на стенках вакуум-камеры, что приводит к уменьшению ее рабочего объема.
В пятом примере вследствие большей величины подъема и опускания уровня металла происходит попадание жидкого металла в вакуум-провод, что приводит к прекращению струйного источника вакуумирования металла.
В шестом примере (прототипе) вследствие постоянства положения уровня металла на днище вакуум-камеры происходит уменьшение ее рабочего объема из-за образования наплывов затвердевшего металла на боковых стенках. В этих условиях снижается интенсивность вакуумирования металла.
В примерах 2-4 вследствие оптимальной величины изменения уровня металла в вакуум-камере сохраняется объем ее рабочей полости и интенсивность вакуумирования металла.
Применение предлагаемого способа позволяет повысить производительность процесса поточного вакуумирования металла на 4% при его высокой эффективности и сохранении объема внутренней рабочей полости вакуум-камеры неизменным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2060858C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2086348C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030959C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098225C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098224C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048249C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
Способ поточного вакуумирования металла при непрерывной разливке включает подачу металла из разливочного ковша в вакуум-камеру, снабженную вакуум-проводом, создание в ней необходимого остаточного давления, обработку металла в вакуум-камере, подачу металла в промежуточный ковш через патрубок и далее в кристаллизаторы, а также вытягивание из кристаллизатора слитков. В процессе разливки периодически поднимают и опускают уровень металла в рабочей полости вакуум-камеры на величину, равную 0,2 0,8 высоты рабочей полости вакуум-камеры. 1 табл.
СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ, включающий подачу металла из разливочного ковша в вакуум-камеру с вакуум-проводом, создание в ней необходимого остаточного давления, обработку металла в вакуум-камере, подачу металла из нее в промежуточный ковш через патрубок и далее в кристаллизаторы и вытягивание из кристаллизаторов слитков, при этом осуществляют изменение уровня металла в вакуум-камере, отличающийся тем, что изменение уровня металла в вакуум-камере осуществляют периодически в пределах 0,2 0,8 высоты рабочей полости вакуум-камеры.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
