Изобретение относится к способам обработки материалов резанием, а именно к способу охлаждения зоны резания и устройству для его осуществления.
Известен способ обработки материала резанием, при котором подают сжатый воздух через вихревую трубу в средство для ионизации потока воздуха. Для ионизации потока воздуха используют коронный разряд. При подаче тока на коронирующий электрод возникает коронный разряд, под действием электрического поля которого происходит ионизация и озонирование воздуха. Ионизированный и озонированный поток воздуха подается через патрубок в зону резания. Он охлаждает режущий инструмент и обрабатываемый материал. Кроме того, ионизированный поток воздуха ускоряет образование тонкой окисной пленки на поверхностях обрабатываемого материала и режущего инструмента. Такая окисная пленка служит смазкой в процессе резания, снижая трение, а следовательно уменьшает тепловыделение в зоне резания.
Однако такой способ не может обеспечить достаточно эффективное охлаждение и смазку поверхностей обрабатываемого материала и режущего инструмента. В зоне резания возникают значительные конвективные и газодинамические потоки, которые препятствуют попаданию в зону резания ионизированного и азонированного потока воздуха. Поэтому уменьшается надежность образования окисной пленки на обрабатываемой поверхности и режущем инструменте, что приводит к низкой стойкости инструмента и снижению качества обработки поверхности.
Известный способ может быть осуществлен с помощью устройства для обработки материалов резанием, содержащего источник тока отрицательной полярности, узел для создания потока воздуха и средство для ионизации потока воздуха с коронирующим электродом, подключенным к источнику тока. Средство для ионизации воздуха представляет собой патрубок с расположенным вдоль его оси коронирующим электродом. Узел для создания потока воздуха содержит источник сжатого воздуха, который через вихревую трубу соединен со входом средства для ионизации потока воздуха.
В основу изобретения положена задача создания способа охлаждения зоны резания, который обеспечил бы подачу в зону резания газообразной смазочно-охлаждающей среды с достаточной скоростью и регулируемыми физико-химическими параметрами, которые позволяют получить достаточную и равномерную толщину окисной пленки на взаимодействующих поверхностях материала и режущего инструмента и эффективный отвод тепла из зоны резания, а также создание устройства для осуществления этого способа.
Поставленная задача решается тем, что в способе охлаждения зоны резания, при котором газообразную смазочно-охлаждающую среду (СОС) подают в зону резания через ионизатор с коронирующим электродом, согласно изобретению скорость подачи газообразной СОС изменяют в зависимости от скорости резания из условия обеспечения ее величины, равной или большей скорости резания, а величину подаваемого на коронирующий электрод тока изменяют пропорционально изменению скорости подачи газообразной СОС.
При обработке материала в зоне резания образуются конвективные и газодинамические потоки, которые препятствуют попаданию потока газообразной смазочно-охлаждающей среды в зону обработки. Для предотвращения этого необходимо скорость подачи газообразной смазочно-охлаждающей среды устанавливать не менее скорости резания, использование для возбуждения коронного разряда регулируемого электрического тока позволяет получить в процессе обработки стабильную степень ионизации газообразной среды при изменении скорости ее подачи. Это приводит к образованию равномерной окисной пленки на поверхностях режущего инструмента и обрабатываемой поверхности, которая служит смазкой в процессе обработки. В результате чего повышается износостойкость инструмента и производительность, а также качество обработки материала и воспроизводимость хороших результатов для различных материалов и различных режимов обработки.
Целесообразно при изменении подачи газообразной смазочно-охлаждающей среды пропорционально изменять и величину электрического тока. Это позволит поддерживать необходимую степень ионизации среды, ее химическую активность, что обеспечит воспроизводимость обработки высокого качества и повысит долговечность режущего инструмента.
Для некоторых обрабатываемых материалов, таких как например автоматные стали, изменять величину электрического тока необходимо прямо пропорционально изменению скорости подачи газообразной смазочно-охлаждающей среды.
Устройство для охлаждения зоны резания содержит ионизатор, включающий связанный магистралью с источником подачи газообразной СОС корпус с соплом, направленным в зону резания, и электрически связанный с источником питания коронирующий электрод, согласно изобретению устройство снабжено регулятором скорости подачи газообразной СОС, установленным в магистрали ее подачи перед ионизатором, и регулятором величины тока, подаваемого на коронирующий электрод.
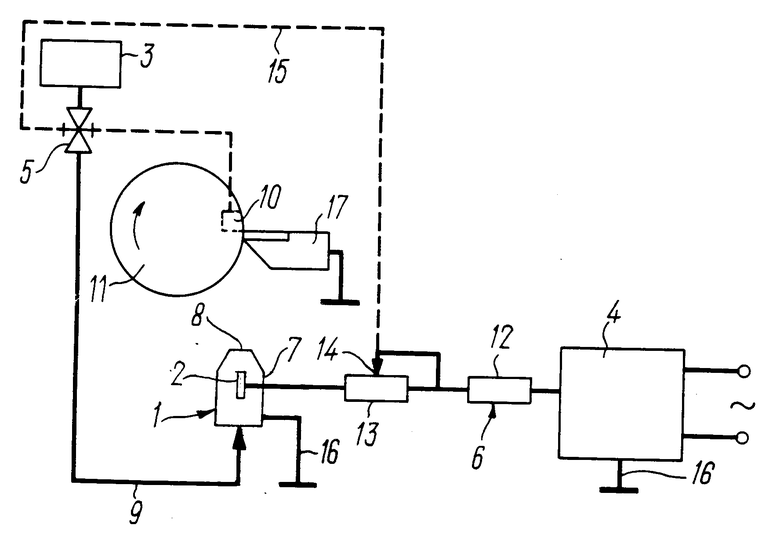
На чертеже показано устройство для охлаждения зоны обработки материала резанием, работа которого осуществляется в соответствии с предлагаемым способом.
Устройство для охлаждения зоны резания содержит ионизатор 1 любой конструкции с коронирующим электродом 2, например отрицательным, источник 3 подачи газообразной смазочно-охлаждающей среды, источник 4 питания, подключенный к коронирующему электроду 2, регулятор 5 скорости подачи газообразной смазочно-охлаждающей среды, и регулятор 6 величины выходного электрического тока в цепи питания.
Ионизатор 1 содержит полый корпус 7, являющийся, например, положительным электродом, имеет выходное сопло 8, направленное в зону резания, и в этом корпусе по его продольной оси размещен коронирующий электрод 2, подключенный к источнику 4 питания, в качестве которого использован источник переменного тока или источник тока отрицательной полярности, или источник тока положительной полярности, выбор которого зависит от материала заготовки, режущего инструмента, режимов резания и состава газообразной смазочно-охлаждающей технологической среды.
Корпус 7 сообщен с магистралью 9 с источником 3 подачи газообразной смазочно-охлаждающей среды, например сжатого воздуха, который при прохождении через корпус 7 и взаимодействии с полем коронного разряда, возбуждаемом между коронирующим электродом 2 и корпусом 7, ионизируется с одновременным образованием озона и в виде направленного потока подается через сопло 8 в зону резания.
Регулятор 5 скорости подачи газообразной смазочно-охлаждающей среды включен в магистраль 9 и выполнен в виде известного устройства, обеспечивающего поддержание в заданных пределах скорости подачи этой среды не менее скорости резания, в качестве которого можно использовать, например, вентиль, управление исполнительным (запорным) органом которого можно осуществлять вручную по показаниям прибора, измеряющего скорость резания, или автоматически по сигналам датчика 10, установленного на обрабатываемой детали 11. Линия связи датчика 10 с исполнительным органом регулятора 6 также показана пунктиром.
Регулятор 6 величины выходного электрического тока включен в цепь питания коронирующего электрода 2 между источником 4 питания и ионизатором 1 и выполнен, например, в виде электронного усилителя с отрицательной обратной связью по току или в виде двух последовательно соединенных постоянного и переменного резисторов 12 и 13, суммарное значение сопротивлений которых больше сопротивления коронного разряда, обеспечивающих регулировку величины электрического тока в соответствии с изменением скорости подачи газообразной смазочно-охлаждающей среды. При этом управление исполнительным механизмом 14 резистора 13 может осуществляться вручную в соответствии с изменением положения исполнительного органа регулятора 5 или автоматически, если вход исполнительного механизма 14 резистора 13 подключен к выходу исполнительного органа регулятора 6 линией связи 15.
Источник 4 питания и ионизатор 1 подключены к шинам 16 нулевого потенциала.
Работа такого устройства в соответствии с предлагаемым способом осуществляется следующим образом.
При обработке резанием обрабатываемую деталь 11 приводят во вращение с заданной скоростью v, подводят ее к поверхности режущий инструмент 17 и при их контакте и взаимном относительном перемещении производится обработка детали резанием. Скорость резания устанавливают в соответствии с выбранной технологией и изменяют в зависимости от материала заготовки и режущего инструмента, от типа используемого оборудования и т.д.
Одновременно с обработкой детали в зону резания подают газообразную смазочно-охлаждающую среду, ионизированную известным образом в поле коронного разряда ионизатора, и подается в виде направленного потока через сопло 8 его корпуса 7. Поток ионизированного воздуха охлаждает режущий инструмент 17 и обрабатываемый материал детали 11, кроме того, ионизированный поток воздуха ускоряет образование тонкой окисной пленки на поверхности обрабатываемого материала детали и режущего инструмента, которая служит смазкой и снижает тепловыделение в зоне резания.
В соответствии с установленной или измененной скоростью резания регулятором 5 задают скорость v1 подачи газообразной смазочно-охлаждающей среды, которую устанавливают равной или больше скорости резания, что позволяет потоку этой среды преодолеть конвективные и газодинамические потоки воздуха, создаваемые в зоне резания.
Для поддержания параметров ионизированного потока воздуха на заданном уровне в соответствии с установленной или измеренной скоростью резания используют для возбуждения коронного разряда в ионизаторе регулируемый стабилизированный электрический ток, начиная с 12 мкА величину которого устанавливают в соответствии с измерением скорости v1 подачи газообразной смазочно-охлаждающей среды. Для этого управляющий сигнал с выхода регулятора 5 подают на вход регулятора 6, т.е. резистора 13, который изменяет величину электрического тока пропорционально или прямо пропорционально изменению скорости подачи газообразной смазочно-охлаждающей среды, что зависит от вида обработки резания и типа используемого материала обрабатываемой детали и режущего инструмента.
Регулировку величины силы тока, осуществляют с 1 мкА, это обусловлено тем, что при величине тока менее 1 мкА коронный разряд в ионизаторе не возбуждается.
П р и м е р 1. На токарном станке обработку резанием осуществляли детали из стали 20 Г, использовали режущий инструмент МС-1460, скорость резания 160 м/мин, скорость подачи газообразной смазочно-охлаждающей среды 600 м/мин. Для возбуждения коронного разряда используют силу электрического тока 60 мкА. При изменении скорости резания и доведения ее до 250 м/мин скорость подачи газообразной смазочно-охлаждающей среды составила 900 м/мин, при этом силу электрического тока, регулируемого стабилизатором, изменили пропорционально, что составило 80 мкА.
В результате стойкость инструмента по прототипу составляла 34 и 19 мин соответственно, а при обработке предлагаемым способом 61 и 31 мин соответственно.
П р и м е р 2. На фрезерном станке вели обработку резанием детали из стали 45 фрезами из сплава Р6М5. При этом скорость резания 15 м/мин, скорость подачи газообразной смазочно-охлаждающей среды 120 м/мин. Для возбуждения коронного разряда использована сила электрического тока 50 мкА. При изменении скорости резания и доведения ее до 25 м/мин скорость подачи газообразной смазочно-охлаждающей среды составила 200 м/мин, при этом силу электрического тока, регулируемого стабилизатором, изменили прямо пропорционально, что составило 83 мкА.
При этом стойкость фрез по сравнению с прототипом увеличилась в обоих случаях в 1,45 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2014962C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 2002 |
|
RU2230647C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 1991 |
|
RU2030276C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ | 1998 |
|
RU2125929C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1991 |
|
RU2030275C1 |
| СПОСОБ ЛЕЧЕНИЯ ТРОФИЧЕСКИХ ТКАНЕВЫХ ДЕФЕКТОВ И УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ТРОФИЧЕСКИЕ ТКАНЕВЫЕ ДЕФЕКТЫ ЭЛЕКТРИЧЕСКИМ ПОЛЕМ | 2004 |
|
RU2261732C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИОНИЗИРОВАННЫХ И ОЗОНИРОВАННЫХ СОТС | 2004 |
|
RU2287419C2 |
| СПОСОБ ПОДАЧИ ГАЗООБРАЗНЫХ ТЕХНОЛОГИЧЕСКИХ СРЕД В ЗОНУ РЕЗАНИЯ | 2013 |
|
RU2562579C2 |
| Способ охлаждения и смазки режущих инструментов | 2016 |
|
RU2677441C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2411115C2 |
Использование: обработка материалов резанием с охлаждением. Сущность изобретения: согласно способу охлаждения зоны резания газообразную смазочно-охлаждающую среду, обработанную в ионизаторе в поле коронного разряда, подают в зону резания со скоростью не менее скорости резания и используют для возбуждения коронного разряда регулируемый электрический ток, величину которого изменяют в соответствии с изменением скорости подачи газообразной смазочно-охлаждающей среды. При этом в устройстве для осуществления этого способа, содержашем ионизатор, имеющий корпус с выходным соплом, сообщенный магистралью с источником подачи газообразной смазочно-охлаждающей среды, коронирующий электрод, размещенный в корпусе, и источник питания, электрически соединенный с коронирующим электродом, имеется регулятор, включенный в магистраль подачи газообразной смазочно-охлаждающей среды, и регулятор величины выходного электрического тока, включенный в цепь питания коронирующего электрода. 2 с. и 1 з.п. ф-лы, 1 ил.
| Устройство для обработки влажного воздуха | 1987 |
|
SU1483205A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
