Изобретение относится к строительной индустрии, а именно к установкам для формования объемных строительных элементов широкой номенклатуры, и может быть использовано, например, для изготовления санитарно-технических кабин, шахт лифтов и вентиляционных блоков.
Известна установка для формования объемных элементов, содержащая установленные на подвижных по горизонтали осно- в.аниях наружные борта, шарнирно соединенные посредством многозвенника с приводным механизмом, подъемно-опускной сердечник, установленный на стойках, образованных шарнирными звеньями, соединеными тягами с подвижными основаниями (1).
Наиболее близким по технической сущности и достигаемому результату является установка для формования объемных элементов, содержащая опорную и подъемно- опускную рамы, сердечники, наружные продольные борта и внутренние поперечные борта с раслалубочным приспособлением, направляющие стоки, соединенные с приводом и винтовым механизмом выпрессовки с шарнирно-рычажной системой распалубки (2).
Недостатком известного технического решения является его большая материалоО
о
4
емкость. Кроме того, такая установка обладает большой энергоемкостью из-за значительной площадки отрыва при раскрытии продольных бортов.
Целью изобретения является снижение материалоемкости и энергоемкости.
Достигается это тем, что в установке для формования обьемных элементов, содержащей опорную и подъемно-опускную рамы, сердечники, наружные продольные борта и внутренние поперечные борта с распалу- бочным приспособлением, направляющие стойки, соединенные с приводом и винтовым механизмом выпрессовки с шарнирно- рычажной системой распалубки, она снабжена установленными на подъемно- опускной раме наружными поперечными бортами, имеющими приспособление для распалубки в виде копира, шарнирно установленного на подъемно-опускной раме, и ролика, закрепленного на опорной раме, при этом направляющие стойки с механизмом выпрессовки и распалубки размещены между внутренними поперечными бортами, а раг.палубочное приспособление этих бортов выполнено в виде установленных на опорной раме кронштейнов с, по крайней мере, одной парой роликов, попеременно контактирующих с помощью смонтированных на внутренних поперечных бортах дополнительных кронштейнов, причем подъемно-опускная рама снабжена механизмом синхронизации ее перемещения, выполненным в виде, по крайней мере, четырех пар рычагов, попарно связанных тягами, и рычаги в каждой паре шарнирно соединенными одним концом друг с другом и с тягой, а другими - соответственно с опорной и подъемно-опускной рамами.
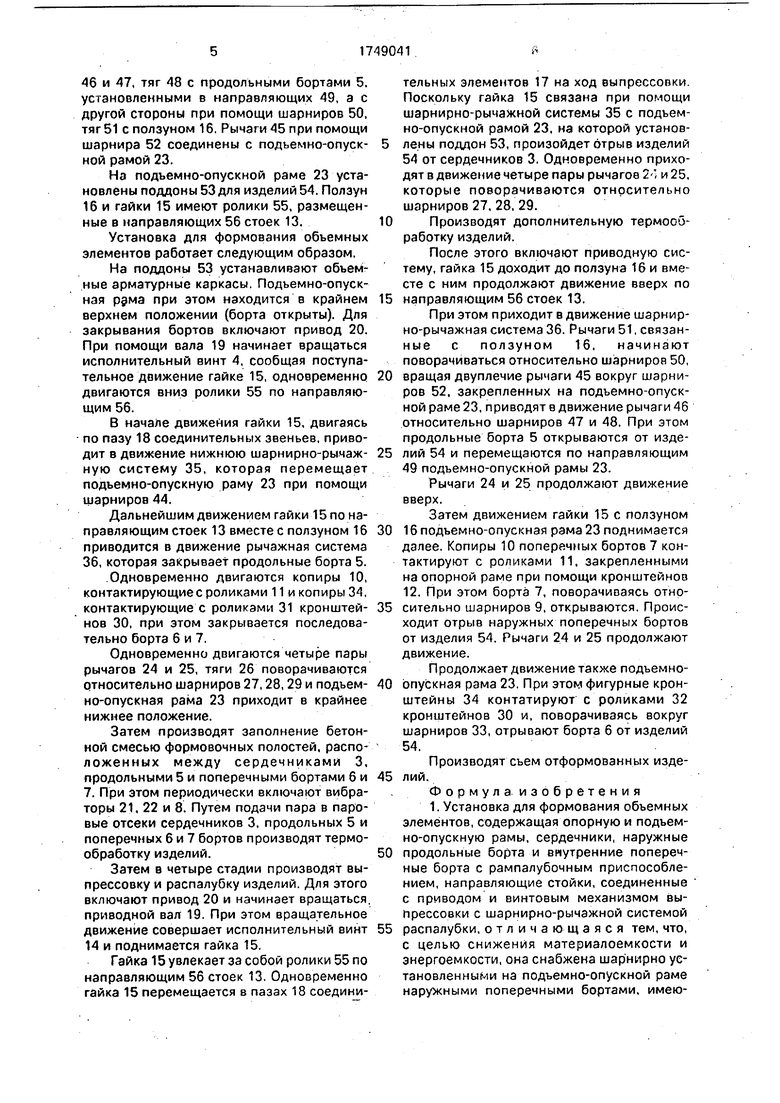
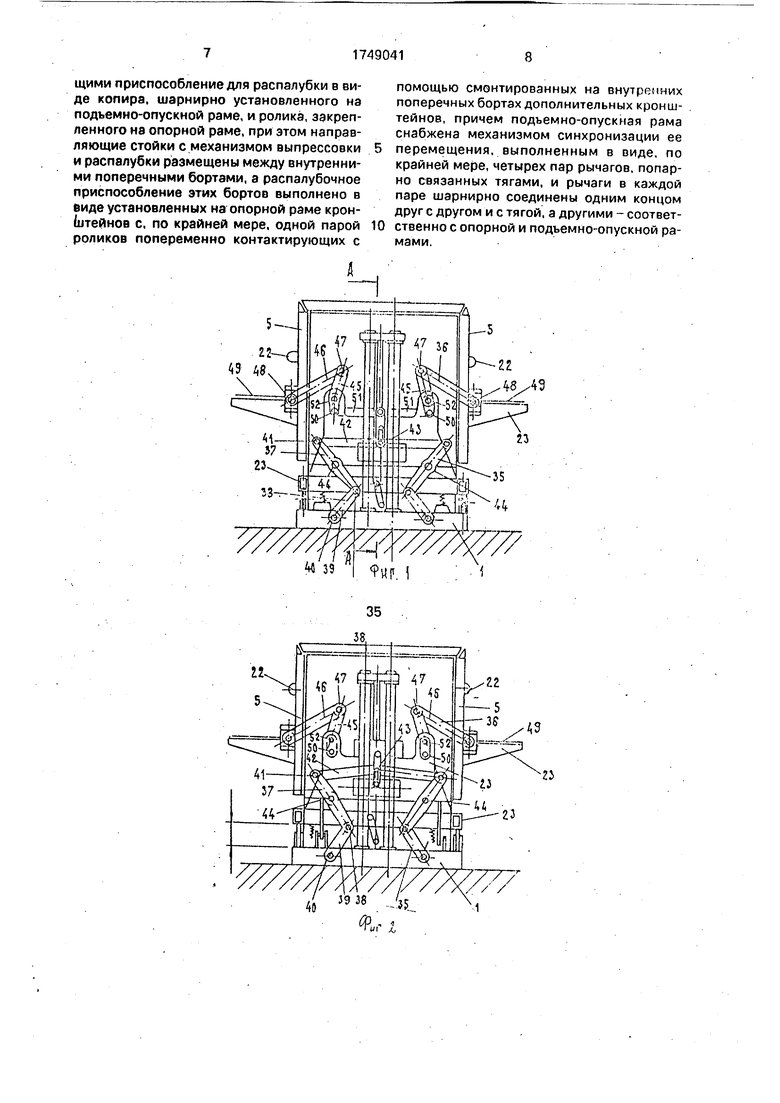
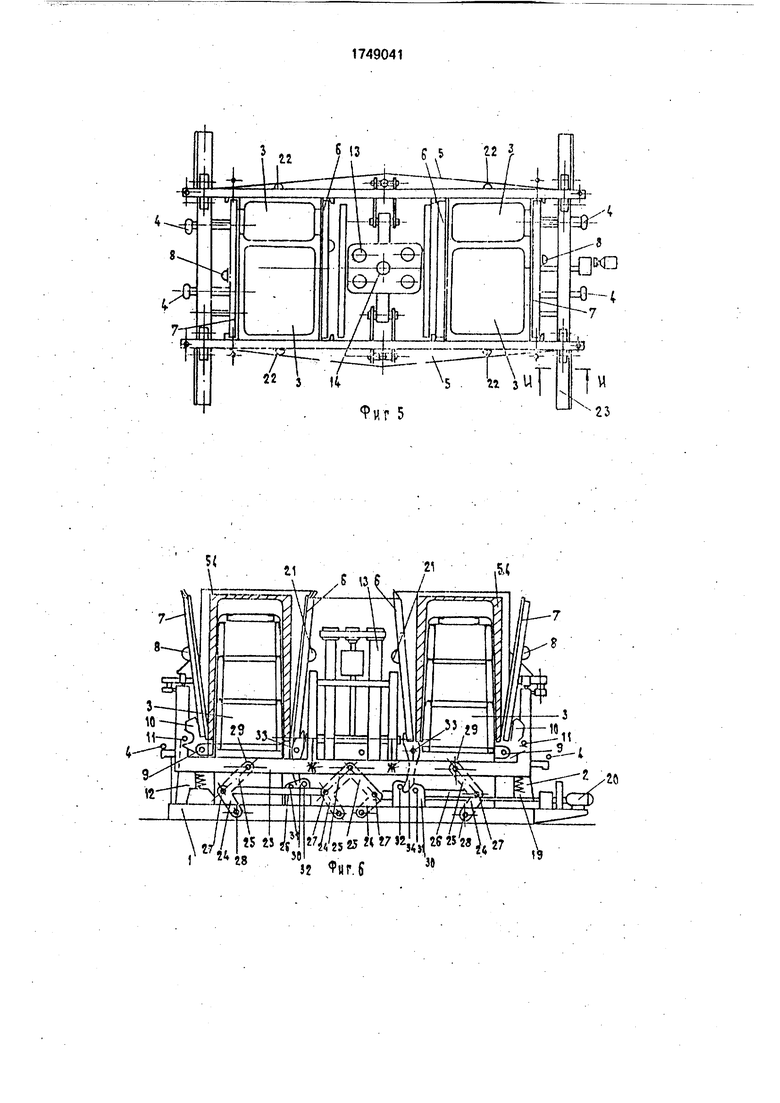
На фиг. 1 изображена установка для формования объемных элементов, вид сбоку при закрытом положении бортов; на фиг. 2 - то же, вид сбоку, положение при отрыве изделий от сердечников; на фиг. 3 - то же, вид сбоку, открытое положение бортов: на фиг. 4 - то же, разрез1 А-А на фиг. 1 при закрытом положении бортов; на фиг. 5 - то же, вид сверху при закрытом положении бортов; на фиг. 6 - то же, разрез А-А на фиг. 1 при открытом положении бортов; на фиг.
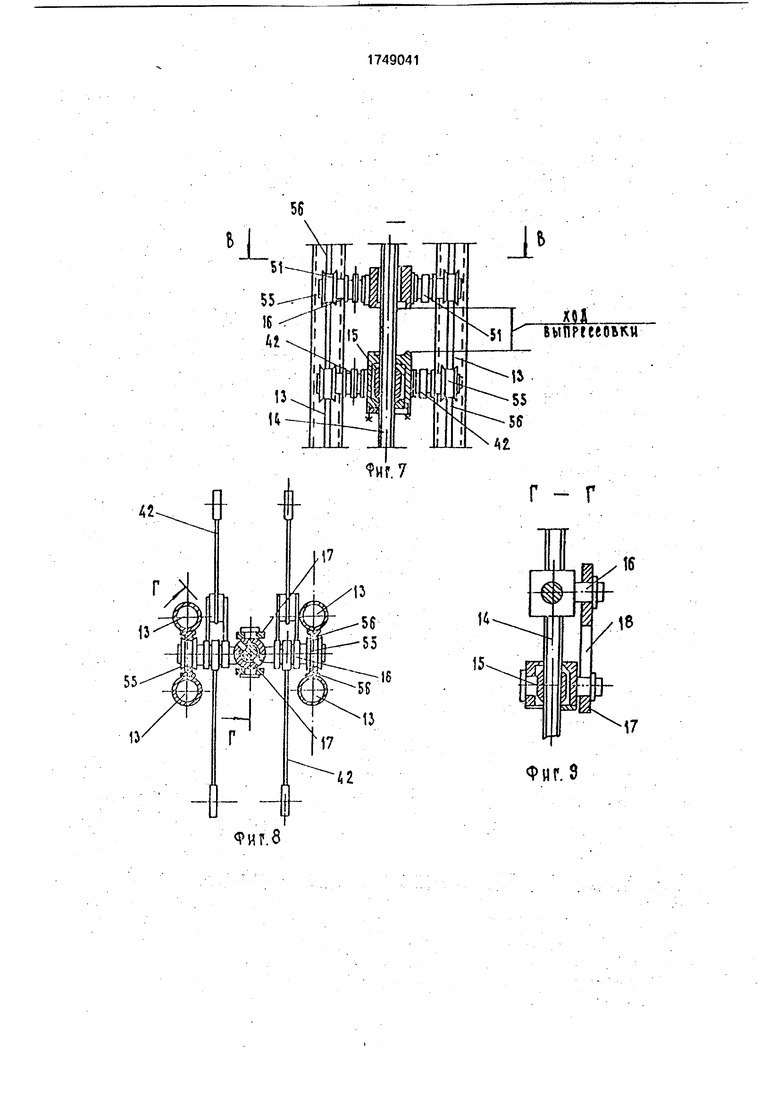
7- разрез Б-Б на фиг. 4 соединение исполнительного винта с гайкой и направляющими стойками; на фиг. 8 разрез В-В на фиг. 7, соединение исполнительного винта с гайкой, направляющими и рычагами механизма распалубки; на фиг. 9 - разрез Г-Г на фиг.
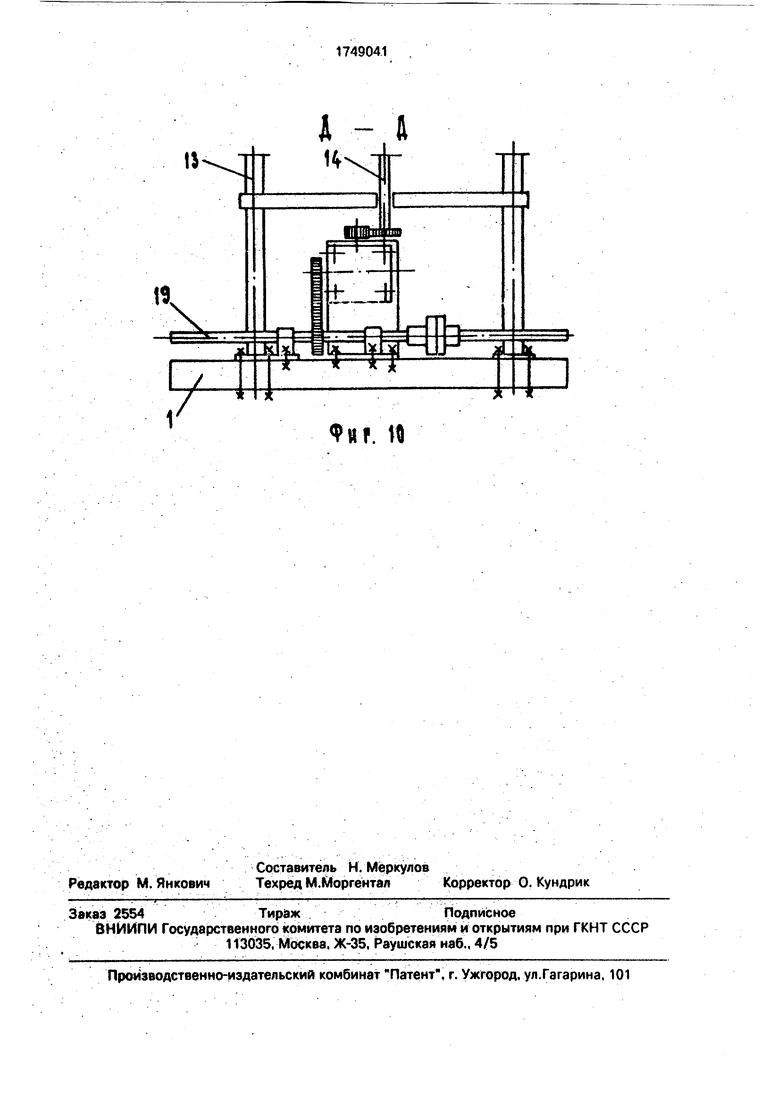
8исполнительный винт с гайкой и пазом; на фиг. 10 - разрез Д-Д на фиг. 3 соединение винта с приводным валом.
Установка для формования объемных элементов состоит из опорной рамы 1 с установленными на ней через виброопоры 2 сердечниками 3, имеющими вибраторы 4, и
бортов, состоящих из наружных продольных 5, внутренних поперечных 6 и наружных поперечных 7.
На наружных поперечных бортах смонтированы вибраторы 8. Приспособления для
0 распалубки этих бортов выполнены в виде установленных на бортах 7 при помощи шарниров 9 копиров 10 и роликов 11, закрепленных на кронштейнах 12 опорной рамы 1.
5 Между внутренними поперечными бортами 6 жестко закреплены направляющие 13, внутри которых расположен исполнительный винт 14 с гайкой 15. Выше гайки 15 на винте 14 расположен ползун 16, связан0 ный с гайкой 15 при помощи соединительных звеньев 17 с пазами 18. Винт 14 соединен с приводным валом 19 и электродвигателем 20.
На внутренних поперечных бортах уста5 новлены вибраторы 21, на продольных бортах 5 - вибраторы 22.
Опорная рама 1 шарнирно соединена с подъемно-опускной рамой 23 при помощи механизма синхронизации ее перемеще0 ния, выполненным в виде четырех пар рычагов 24 и 25, попарно связанных между собой тягами 26. Рычаги 24 и 25 в каждой паре одним концом соединены при помощи шарнира 27 друг с другом и с тягой 26. Другим
5 концом рычаги 24 и 25, соответственно, при помощи шарниров 28 и 29 соединены с опорной 1 и подъемно-опускной рамами.
На опорной раме 1 смонтированы рас- палубочные приспособления, выполненные
0 в виде кронштейнов 30 с парой роликов 31, попеременно контактирующих со смонтированными при помощи шарниров 33 на внутренних поперечных бортах кронштейнов 34.
5 Механизм выпрессовки и распалубки содержит шарнирно-р ычажные системы: нижнюю 35 и верхнюю 36. Шарнирно-ры- чажная система 35 состоит из разноплечих рычагов 37 с одной стороны соединенных
0 при помощи шарниров 38 с рычагами 39, связанных с опорной рамой 1 при помощи шарниров 40. С другой стороны рычаги 37 соединены при помощи шарниров 41 с тягами 42, соединенными шарнирами 43 с гай5 кой 15. Разноплечие рычаги 37 при помощи ширниров 44 закреплены на подъемно-опускной раме 23.
Шарнирно-рычажная система 36 имеет по два разноплечих рычага 45, с одной стороны соединенных при помощи шарниров
46 и 47, тяг 48 с продольными бортами 5. установленными в направляющих 49, а с другой стороны при помощи шарниров 50, тяг 51 с ползуном 16, Рычаг и 45 при помощи шарнира 52 соединены с подъемно-опускной рамой 23.
На подъемно-опускной раме 23 установлены поддоны 53 для изделий 54. Ползун 16 и гайки 15 имеют ролики 55, размещенные в направляющих 56 стоек 13.
Установка для формования объемных элементов работает следующим образом.
На поддоны 53 устанавливают объемные арматурные каркасы. Подъемно-опускная рама при этом находится в крайнем верхнем положении (борта открыты). Для закрывания бортов включают привод 20. При помощи вала 19 начинает вращаться исполнительный винт 4, сообщая поступательное движение гайке 15, одновременно двигаются вниз ролики 55 по направляющим 56.
В начале движения гайки 15, двигаясь по пазу 18 соединительных звеньев, приводит в движение нижнюю шарнирно-рычаж- ную систему 35, которая перемещает подъемно-опускную раму 23 при помощи шарниров 44.
Дальнейшим движением гайки 15 по направляющим стоек 13 вместе с ползуном 16 приводится в движение рычажная система 36, которая закрывает продольные борта 5.
Одновременно двигаются копиры 10, контактирующие с роликами 11 и копиры 34, контактирующие с роликами 31 кронштейнов 30, при этом закрывается последовательно борта 6 и 7.
Одновременно двигаются четыре пары рычагов 24 и 25, тяги 26 поворачиваются относительно шарниров 27,28,29 и подъемно-опускная рама 23 приходит в крайнее нижнее положение.
Затем производят заполнение бетонной смесью формовочных полостей, расположенных между сердечниками 3, продольными 5 и поперечными бортами 6 и 7. При этом периодически включают вибраторы 21, 22 и 8. Путем подачи пара в паровые отсеки сердечников 3, продольных 5 и поперечных 6 и 7 бортов производят термообработку изделий.
Затем в четыре стадии производят вы- прессовку и распалубку изделий. Для этого включают привод 20 и начинает вращаться, приводной вал 19. При этом вращательное движение совершает исполнительный винт 14 и поднимается гайка 15.
Гайка 15 увлекает за собой ролики 55 по направляющим 56 стоек 13. Одновременно гайка 15 перемещается в пазах 18 соединительных элементов 17 на ход выпрессовки Поскольку гайка 15 связана при помощи шарнирно-рычажной системы 35 с подъемно-опускной рамой 23, на которой установлены поддон 53, произойдет отрыв изделий 54 от сердечников 3. Одновременно приходят в движение четыре пары рычагов 2, и 25. которые поворачиваются относительно шарниров 27, 28, 29.
0 Производят дополнительную термообработку изделий.
После этого включают приводную систему, гайка 15 доходит до ползуна 16 и вместе с ним продолжают движение вверх по
5 направляющим 56 стоек 13.
При этом приходит в движение шзрнир- но-рычажная система 36. Рычаги 51, связан- ные с ползуном 16, начинают поворачиваться относительно шарниров 50,
0 вращая двуплечие рычаги 45 вокруг шарниров 52, закрепленных на подъемно-опускной раме 23, приводят в движение рычаги 46 относительно шарниров 47 и 48. При этом продольные борта 5 открываются от изде5 лий 54 и перемещаются по направляющим 49 подъемно-опускной рамы 23.
Рычаги 24 и 25 продолжают движение вверх.
Затем движением гайки 15 с ползуном
0 16 подъемно-опускная рама 23 поднимается далее. Копиры 10 поперечных бортов 7 контактируют с роликами 11, закрепленными на опорной раме при помощи кронштейнов 12. При этом борта 7, поворачиваясь отно5 сительно шарниров 9, открываются. Происходит отрыв наружных поперечных бортов от изделия 54. Рычаги 24 и 25 продолжают движение.
Продолжает движение также подъемно0 опускная рама 23. При этом фигурные кронштейны 34 контатируют с роликами 32 кронштейнов 30 и, поворачиваясь вокруг шарниров 33, отрывают борта 6 от изделий 54.
Производят съем отформованных изде5 лий.
Формула изобретения 1. Установка для формования объемных элементов, содержащая опорную и подъемно-опускную рамы, сердечники, наружные
0 продольные борта и внутренние поперечные борта с рампалубочным приспособлением, направляющие стойки, соединенные с приводом и винтовым механизмом выпрессовки с шарнирно-рычажной системой
5 распалубки, отличающаяся тем, что, с целью снижения материалоемкости и энергоемкости, она снабжена шарнирно установленными на подъемно-опускной раме наружными поперечными бортами, имеющими приспособление для распалубки в виде копира, шарнирно установленного на подъемно-опускной раме, и ролика, закрепленного на опорной раме, при этом направляющие стойки с механизмом выпрессовки и распалубки размещены между внутренними поперечными бортами, а распалубочное приспособление этих бортов выполнено в виде установленных на опорной раме крон- Штейнов с, по крайней мере, одной парой роликов попеременно контактирующих с
помощью смонтированных на внутренних поперечных бортах дополнительных кронштейнов, причем подъемно-опускная рама снабжена механизмом синхронизации ее перемещения, выполненным в виде, по крайней мере, четырех пар рычагов, попарно связанных тягами, и рычаги в каждой паре шарнирно соединены одним концом друг с другом и с тягой, а другими - соответственно с опорной и подъемно-опускной рамами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов | 1986 |
|
SU1473951A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1996 |
|
RU2165845C2 |
| Установка для формования объемных элементов | 1981 |
|
SU992194A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Установка для формования объемных элементов | 1990 |
|
SU1705088A1 |
| Установка для формования объемных строительных изделий | 1981 |
|
SU1016175A1 |
| Установка для формования объемных элементов | 1976 |
|
SU636088A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Устройство для извлечения сердечника при формовании объемных элементов | 1982 |
|
SU1066821A1 |
| Установка для изготовления объемных элементов | 1974 |
|
SU478727A1 |
Использование: для формования объемных строительных элементов, например, для изготовления санитарно-технических кабин, шахт лифтов и вентиляционных блоков. Сущность изобретения: установка снабжена шарнирно установленными на подьемно-опускной раме наружными поперечными бортами, имеющими приспособление для распалубки в виде копира, шарнирно установленного на пбдъемно- опускной раме, и ролика, закрепленного на опорной раме. Направляющие стойки с механизмом выпрессовки и распалубки размещены между внутренними поперечными бортами. Распалубочное приспособление этих бортов выполнено в виде установленных на опорной раме кронштейнов с. по крайней мере, одной парой роликов, поперечных вбортах дополнительных кронштейнов. Подъемно-опускная рама снабжена механизмом синхронизации ее перемещения, выполненным в виде, по крайней мере, четырех пар рычагов, попарно связанных тягами, и рычаги вп&жЯой паре шарнирно соединены одним концом друг с другом и с тягой, а другими - соответственно с опорной и подъемно-опускной рамами. 1 п. ф-лы, 10 ил. « Ј
5 -
%V///1
АИ 39
rMii-V
u
гъ to
/ J f I5
JK
Iffit
21 Qsfcr-Jr-FP
К
10
й{ti w ТГТЗйг тг
.Tfrrj--c --- -Jov- -r s -T;--jrz h
x L-№CV I VaT-
ч-- P ,/л,riT- rrrZjil-, . /,xX
T.CoYITV; V
24 ts
„Фиг.З
,5
Jr-FP
/
S3
3ZJ
-2 ,«
r4 Ь24
2 « 19
or г
«
,2
S 4tl(t К
8 „z .
и: е:стадссг 1 I
Ь s 1
s
S J«6
1Ю6Ш
42
ФИР.8
Фиг. 3
3
Я
Nr. И
| Установка для формования объемных элементов | 1975 |
|
SU545471A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Установка для формования объемных элементов | 1986 |
|
SU1473951A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
