Изобретение относится к области строительной индустрии и может быть использовано для изготовления облицовочной плитки методом выжигания выгораемых вставок, размещенных в массе заготовок керамических плиток, с образованием наружу пустот.
Известен способ изготовления керамических изделий, включающий размещение в полости формы выгораемых вставок (графитовых или углеродных), засыпку керамического порошка и выжигание вставок с образованием закрытых пустот заданной конфигурации.
Недостаток известного способа заключается в том, что пустоты в изделиях из керамики выполняют закрытыми и в них невозможно разместить связующее вещество для удержания керамических изделий относительно лицуемой поверхности (например, стены).
Известен также способ изготовления керамических изделий, в которых для повышения качества пустот и удешевления процесса изготовления облицовочного материала в качестве выгораемых вставок используют отходы древесины.
Недостаток этого технического решения, где применяются цилиндрической формы вставки, заключается в том, что вставки не содержат плоских площадок для прилегания к основанию литейной формы, самопроизвольно перекатываются, нарушая симметрию размещения, и не обеспечивают при выгорании возможность изготовления открытых наружу пустот.
Целью изобретения является возможность получения открытых наружу пустот в массе керамических плиток при осуществленном повышении их качества.
Указанная цель достигается тем, что в полость формы (на ее основание) размещают вставки, выполненные из выгораемого малозольного материала. Затем проводят загрузку формы сырьевой массой, формуют заготовку, сушат и обжигают ее в термических печах. В процессе обжига вставки, выполненные из малозольного материала, выгорают и образуют в керамической массе плиток (на стороне, противолежащей лицевому слою) открытые наружу пустоты. Материал, из которого формируют вставки, представляет собой легкосгораемые отходы древесины в виде опилок, стружек, некондиционной щепы, а также отходы легкосгораемого пластика, например целлулоида, и других малозольных компонентов. При этом поверхность каждой вставки, прилегающую к основанию (поду) формы, предварительно выполняют плоской.
Наружные контуры выгораемых вставок, могут быть разнообразными и произвольного вида круглой, эллипсоидной, треугольной, многогранной и т. п. формы, а их высота должна варьироваться в пределах 1/2 3/4 толщины плитки, чтобы не нарушить прочность последней.
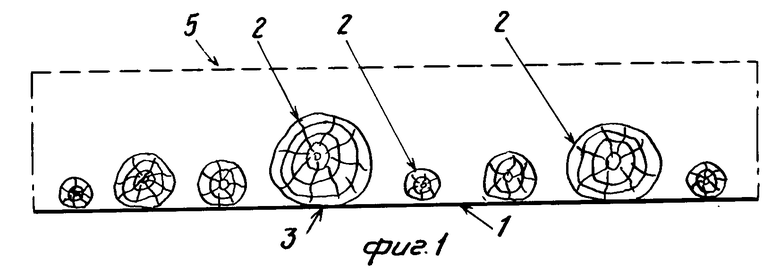
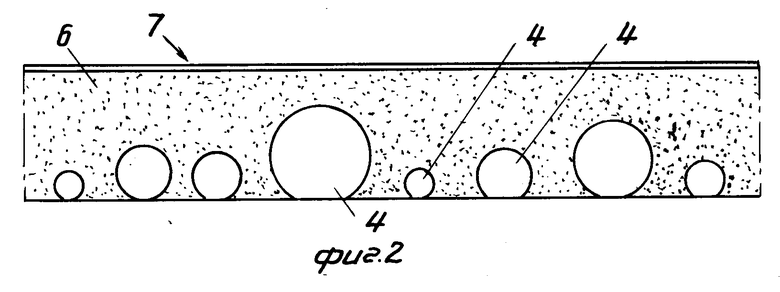
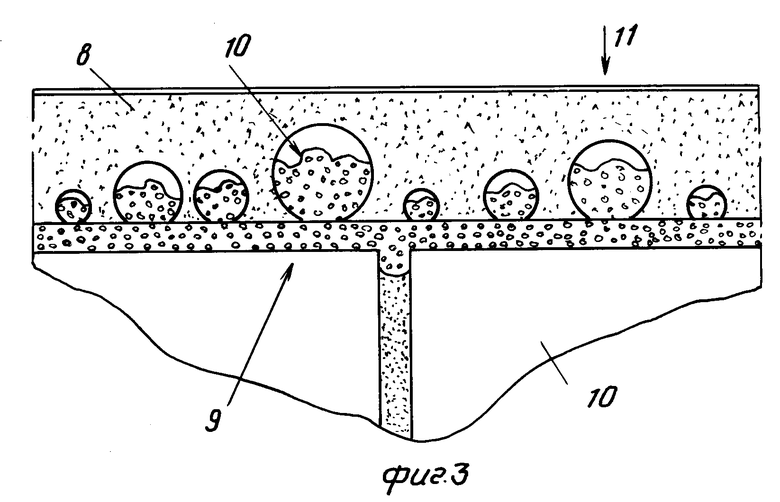
На фиг. 1 показано размещение цилиндрических вставок, каждая из которых содержит плоскую площадку для плотного прилегания к основанию формы; на фиг. 2 готовая плитка (в разрезе), включающая открытые наружу пустоты, например, цилиндрической (или шаровой) формы; на фиг. 3 закрепление облицовочной плитки к лицуемой поверхности пола, при котором связующее вещество (например, цементный раствор) проникает в открытые наружу пустоты и при затвердевании образует надежные "замки", прочно удерживающие плитку относительно лицуемой поверхности и предотвращающие ее отслоение.
Осуществлению способа изготовления облицовочной плитки предшествует изготовление легкосгораемых и малозольных вставок (фиг. 1), на каждой из которых выполняют плоскую площадку, плотно прилегающую к основанию 1 литейной формы и предотвращающую затекание под нее сырьевой керамической массы. Каждая из вставок 2 может быть выполнена не только круглой (или шарообразной) формы, но и иного вида, но обязательно должна содержать указанную площадку в виде плоской поверхности 3, благодаря которой при обжиге заготовки керамической плитки в ее массе (на стороне, противолежащей ее лицевому слою) образуются открытые наружу пустоты 4 (фиг. 2), высота которых от основания 1 литейной формы и до уровня 5 не должна превышать 1/2-3/4 толщины плитки во избежание нарушения ее прочности.
Перед обжигом керамической массы 6 на лицевую плоскость будущей плитки наносят глазурованный (в том числе цветной) слой 7 раствора солей металлов. После обжига готовой, например половой (фиг. 2) или кафельной, плитки 8 наносят связующее вещество 9 на лицуемое основание 10 (фиг. 3) и прижимают плитку к основанию в направлении стрелки 11 (с одновременным смещением плитки вверх-вниз, вправо-влево) для проникновения связующего вещества (например, цементного раствора) в открытые наружу пустоты, в результате в пустотах образуются (после затвердевания связующего вещества) прочные "замки" 12, препятствующие отслоению плитки от облицованной поверхности. При этом, выше "замков" 12 остаются части не заполненных раствором пустот в виде воздушных прослоек, способствующих утеплению облицованных полов (стен, колонн и т. п.) жилых и производственных помещений.
Известно, что из-за существенной разницы коэффициентов объемного (линейного) расширения связующего вещества и закрепляемых им керамических плиток последние при перепаде температур отслаиваются от облицованной поверхности, образуя проплешины, на заделку которых уходят силы и значительные материальные средства.
Во избежание указанных проблем и для повышения надежности крепления облицовочной плитки к лицуемой поверхности на оборотной (лицевому слою) стороне плитки, предназначенной для прилегания к лицевому основанию (полу, стене, колонне и т. п.), выполняют открытые наружу пустоты, число и объем которых могут варьироваться в широких пределах, а сами пустоты могут занимать до 30% массы керамической плитки, что дает экономию сырьевого материала. Ячеистая масса каждой керамической плитки обеспечивает ей дополнительную прочность за счет перемычек, разделяющих пустоты, а сами пустоты увеличивают (через открытые выходы) площадь нагрева каждой из облицовочных плиток. В результате за счет уменьшения массы и большой площади нагрева сокращается расход топлива при обжиге плиток.
Выполненные из бросового материала легкосгораемые и малозольные вставки требуют минимум материальных затрат на их изготовление, а при обжиге (и образовании открытых наружу пустот) не требуется дополнительной обработки плитки, так как уже из обжиговых печей она пригодна для употребления как высокоэффективный строительный материал. Облегченная плитка обеспечивает возможность более полно загружать контейнеры, что позволяет сократить транспортные расходы. Не до конца заполненные связующим веществом пустоты утепляют облицованные поверхности, а "замки" из полимеризованного (затвердевшего) связующего вещества обеспечивают качественное крепление плитки к лицуемой поверхности и исключают их самопроизвольное отслоение, что дает возможность успешного (и ответственного) лицевания наружных стен, ступеней парадных подъездов и т. п.
Керамическая плитка, изготовленная предложенным способом, найдет широкое применение в строительстве, так как ее изготовление предельно упрощено, не требует дополнительных материальных затрат и высокоэффективно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облицовочной плитки | 1991 |
|
SU1838281A3 |
| СПОСОБ СОРТИРОВКИ ПЛОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2028069C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛЕНИЯ НА ФРАКЦИИ СЫПУЧИХ МАТЕРИАЛОВ ТИПА СЕМЯН ЗЕРНОВЫХ И ДРУГИХ СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР | 1991 |
|
RU2053026C1 |
| ЭЛЕКТРОПРИЩЕПКА И СПОСОБ ПОДКЛЮЧЕНИЯ ЕЕ К ИЗОЛИРОВАННОМУ ЭЛЕКТРОПРОВОДУ СИСТЕМЫ ЭЛЕКТРОПИТАНИЯ | 1991 |
|
RU2026590C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2030614C1 |
| Устройство для сортировки плодов | 1990 |
|
SU1790389A3 |
| МЕДОГОНКА | 1992 |
|
RU2065698C1 |
| Поршень двигателя внутреннего сгорания | 1990 |
|
SU1792496A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ С ОТДЕЛКОЙ ПРИРОДНЫМ КАМНЕМ ИЛИ ДЕРЕВЯННЫМИ ПАНЕЛЯМИ | 2004 |
|
RU2325491C2 |
| СЛОИСТАЯ СТРУКТУРА ИЗ ПЛАСТИЧНОГО МАТЕРИАЛА ДЛЯ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОЙ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2006 |
|
RU2323192C1 |
Сущность изобретения: способ включает размещение в полости формы вставок, выполненных из выгораемого материала, загрузку сырьевой массы, формование заготовки, сушку и обжиг плитки с выжиганием вставок. Причем на оборотной лицевому слою стороне облицовочной плитки выполняют наружу пустоты путем размещения на основании формы, например, деревянных малозольных вставок, при этом поверхность каждой вставки, прилегающую к основанию (поду) литьевой формы, предварительно выполняют плоской. Вставки могут быть выполнены как цилиндрической, так и иной формы (в виде эллипса, треугольника, и т.п.), а их высоту при изготовлении во избежание нарушения прочности плитки выполняют в пределах 1/2 - 3/4 - толщины последней. 2 з.п. ф-лы, 3 ил.
| Патент США N 3923940, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
