Изобретение относится к текстильной промышленности, а именно к смешиванию текстильных волокон.
Известен способ смешивания текстильных волокон, заключающийся в отборе из кип различного вида волокон путем поддержания заданного соотношения компонентов по весу или объему волокон, очистке и перемешивании компонентов по весу или объему волокон, очистке и перемешивании волокон с последующим формированием соответствующего волокнистого продукта [1]
Хотя имеется в известном способе возможность соответствующих процентных долей компонентов, например, с помощью подстроечных потенциометров, однако та или иная установка сохраняется неизменной в течение нормального процесса работы. Следовательно, программное управление в отношении долей компонентов заранее жестко устанавливается на постоянные параметры.
Недостатком известного способа является также то, что соотношение компонентов смеси во время работы установки остается неизменным и возможные отклонения от требуемых свойств промежуточного продукта или конечного продукта нельзя принять во внимание, следствием чего является ухудшение качества конечного продукта или увеличение брака.
Целью изобретения является повышение качества смешивания текстильных волокон.
С этой целью в способе смешивания текстильных волокон, заключающемся в отборе из кип различного вида волокон путем поддержания заданного соотношения компонентов по весу или объему волокон с последующим формированием соответствующего волокнистого продукта, дополнительно измеряют свойства, такие как длину, толщину, тонину, прочность и цвет волокон в волокнистом промежуточном продукте и соответственно в волокнистом конечном продукте, сравнивают измеренные значения с заданными, на основании чего корректируют соотношение компонентов отбираемого из кип волокна.
Перед смешиванием волокон расщепляют волокнистую массу на слои.
Расслоением волокна после образования смеси очищают.
На фиг. 1-5 представлены схемные выполнения реализации данного способа; на фиг. 6-7 варианты способа смешивания текстильных волокон; на фиг. 8 схематическое изображение расширенного способа согласно фиг. 1-7; на фиг. 9 схематическое изображение варианта расширенного способа смешивания текстильных волокон, фиг. 1-8, например, с расслоением волокон, показанным на фиг. 3; на фиг. 10 вариант способа согласно фиг. 9.
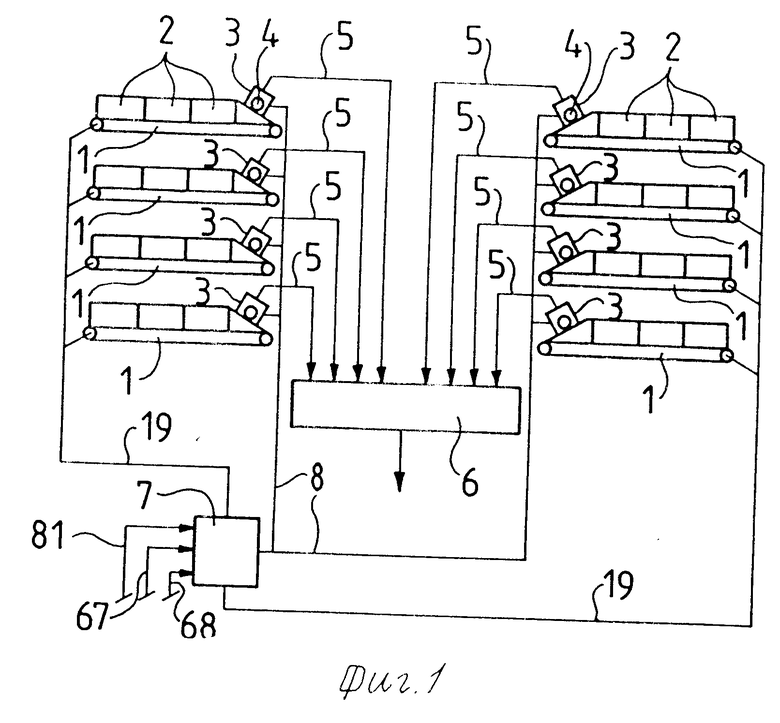
На фиг. 1 показано несколько ленточных транспортеров (лент) 1, служащих для приема кип 2 волокон, расслаиваемых при помощи органов 3 расслоения кип.
При этом каждый орган расслоения кип перемещается по стационарным направляющим, расположенным, например, в диагональном направлении относительно волоконных кип 2, находящихся на ленточном тpанспоpтеpе. Такое устройство в общем известно из описаний Швейцарского патента N 503809 настоящих заявителей. В качестве его варианта можно использовать устройство, описанное и показанное в патентной заявке N 00399/88-8 на швейцарский патент данных заявителей, в котором расслаивающий орган 3 устанавливается на горизонтальных направляющих, причем кипы 2 могут устанавливаться вдоль возвратно-поступательного движения расслаивающего устройства (не показано), а также перемещаться вверх и вниз, и устанавливаться косо для диагонального расслоения.
При этом производительность расслоения в обоих расслаивающих устройствах может регулироваться посредством изменения скорости перемещения органа 3 расслоения кип волокон вдоль указанной диагональной траектории, а также путем изменения скорости подачи кип 2 за счет изменения скоростей отдельных ленточных транспортеров 1.
Отделенные от расслаивающего барабана 4 клочья волокон при помощи пневмотранспортера 5, который подробнее здесь не рассматривается, выводят из устройства.
При помощи пневмотранспортера 5 клочья волокон подают в смеситель 6 и там смешивают в равномерную смесь.
В дальнейшем массы, подаваемые отдельными пневмотранспортерами 5 в смеситель 6, называются компонентами клочьев волокон или просто компонентами.
В качестве смесителей могут использоваться смесители периодического действия и смесители непрерывного действия; в зависимости от этого массы указываются в порциях (кг) или в количестве за единицу времени, кг/ч.
Ради упрощения пневмотранспортеры 5 на фиг. 1 схематически непосредственно входят в также схематически показанный смеситель 6, что на практике в зависимости от типа смесителя может выполняться по-разному. Могут, например, использоваться воздушные сепараторы волокон, чтобы отделять друг от друга соответствующие смеси волокон и воздуха, так что клочья волокон могут падать в смеситель свободно, а воздух может подводиться к вытяжному трубопроводу. Такой сепаратор хорошо известен на практике, и поэтому здесь специально не рассматривается.
Указанные количества отдельных, поступающих в смеситель 6 компонентов клочьев волокон регулируются системой (органом) управления 7 с помощью программы управления.
Такой программой управления может быть компьютерная программа, имеющая программу смешивания компонентов, которая может изменяться для подгонки к необходимым изменениям смесей.
Другой вариант основан на цифровом управлении каждым компонентом, при котором регулируется подача отдельных компонентов и может соответственно изменяться вручную.
При этом параметры, имеющие решающее значение для производительности расслоения, например скорость подачи отдельными тpанспоpтными лентами 1 или движение оpгана 3 расслоения кип, регулируются одним или другим управляющим органом.
Предполагается, что пневмотранспортеры не направляют расслоенный продукт непосредственно в смеситель, а промежуточно к ним подключаются механические подающие элементы, например ленточные транспортеры. В этом случае упомянутые пневматические сепараторы подают свой волокнистый продукт на такие механические элементы транспортировки.
Каждый расслаивающий орган 3 через управляющую связь 8, а каждый ленточный транспортер 1 через управляющую связь 19 связан с органом управления 7.
Три управляющие связи, входящие в орган управления 7, будут описаны ниже.
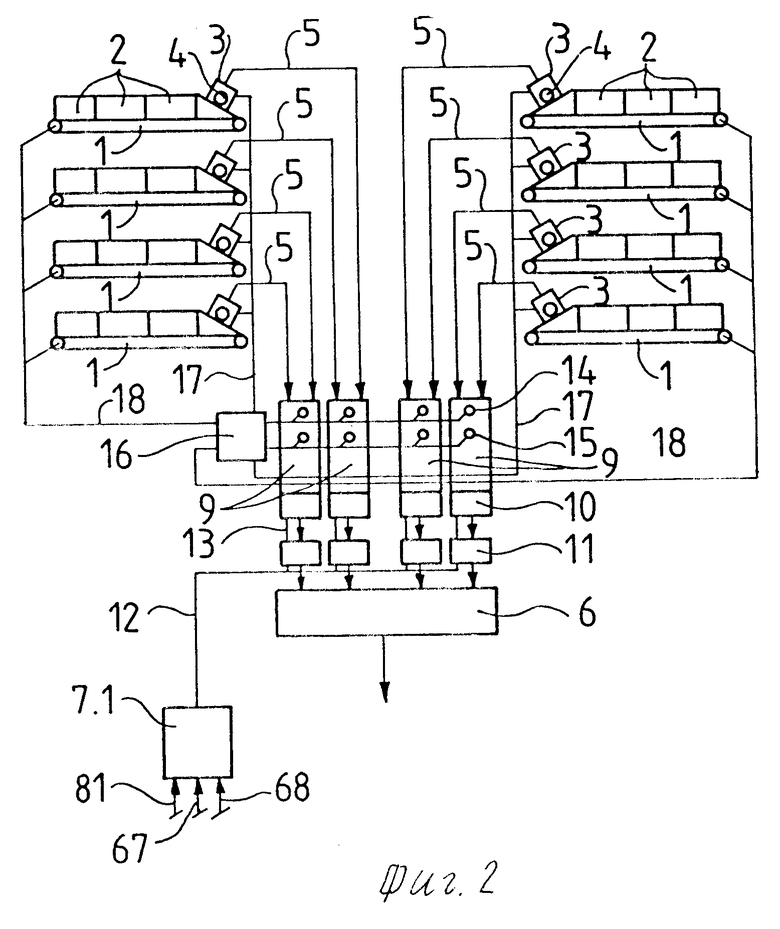
На фиг. 2 представлен вариант выполнения фиг. 1, причем одинаковые элементы имеют те же обозначения. Здесь пневмотранспортеры 5 подают расслоенные волокна или клочья волокон, также называемые продуктом, не сразу в смеситель 6, а в компонентные ячейки 9, из которых заполняющий их продукт соответственно разгружается разгрузочным аппаратом 10 и при помощи следующего за ним дозирующего аппарата (дозатора) 11 подается в смеситель 6.
В зависимости от типа разгрузочного аппарата 10 последний может выполнять функции дозирования.
Производительность разгрузки волокон из отдельных компонентных ячеек 9 регулируется органом (системой) управления 7.1, который через управляющие связи 12 воздействует на отдельные дозирующие аппараты 11 и соответственно, в виде варианта, на разгрузочные аппараты 10. В случае, когда разгрузочный аппарат 10 выполняет одновременно функцию дозирования, то этот аппарат при помощи управляющих связей 13 воздействует на дозаторы 11, обеспечивая координацию разгрузки и дозирования. Однако разгрузочные аппараты могут иметь и непосредственное управление от системы управления 7.1.
Компонентные ячейки 9 наполняются волокном с помощью уже упомянутых на фиг. 1 элементов 1-5 расслоения и транспортировки, причем использование на фиг. 2 двух рядов кип на одну ячейку выбирается исключительно для примера. На практике же могут быть выбраны несколько рядов кип или лишь один ряд на компонентную ячейку 9. Такой выбор зависит от типа волокон и от количества клочьев, поступающих с каждого ряда кип, которые должны образовать смешиваемые компоненты в соответствующей ячейке 9.
Наполнение компонентных ячеек 9 регулируют, например, при помощи установленных в каждой ячейке датчиков 14 и 15 наполнения и опорожнения соответственно, связанных с системой управления 16. С этой целью система управления 16 возвратно-поступательным перемещением расслаивающего органа 3 связана через управляющие связи 17 с органами 3 расслоения кип волокон и через управляющие связи 18 с приводными двигателями ленточных транспортеров 1.
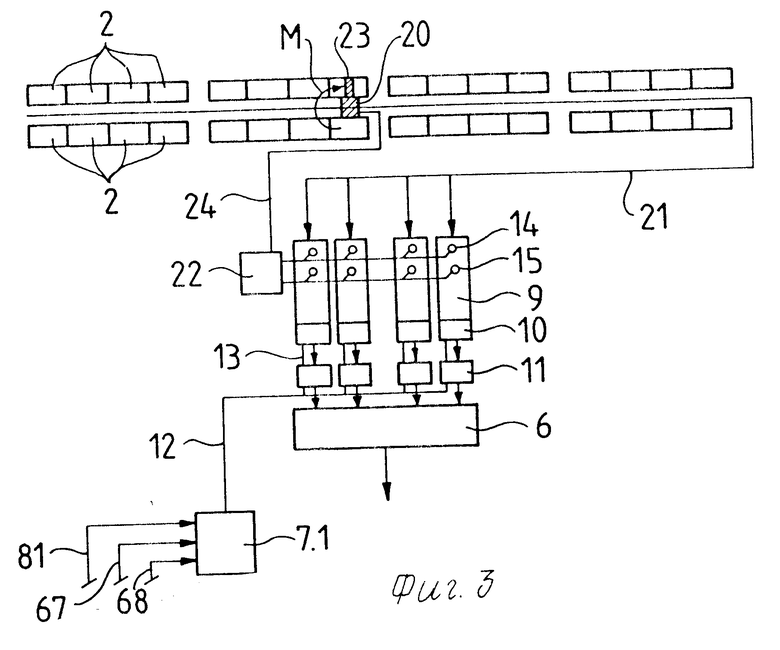
На фиг. 3 представлен еще один вариант выполнения, в котором уже показанные на фиг. 2 и описанные одинаковые элементы имеют одни и те же обозначения. Это касается кип 2 волокон, компонентных ячеек 9, разгрузочных аппаратов 10, дозирующих аппаратов 11 смесителя 6, а также управления 7.1 и управляющих связей 12 и 13.
Для расслоения волоконных кип 2, которые здесь установлены прямо на полу, кипы компонуют в группы, соответствующие определенному виду кипы волокон. Расслоение осуществляется при помощи перемещающегося устройства (органа) 20 для расслоения кип волокон, которое движется вдоль групп волоконных кип и снимает с их поверхностей волокна или соответственно клочья волокон. Такое устройство в сфере прядения известно под названием "Унифлок" и широко продается заявителями.
Это расслаивающее устройство 20 подает отслоенные волокна через пневмотранспортер 21 в соответствующие компонентные ячейки 9.
Как уже описывалось со ссылкой на фиг. 2, компонентные ячейки 9 имеют датчик 15 опорожнения, которые выдают свои сигналы органу управления 22. Этот орган управления через управляющую связь 24 связан с устройством 20 для расслоения волоконных кип и управляет отслоением клочьев волокон от соответствующих групп волоконных кип для наполнения ими соответствующих компонентных ячеек 9.
Как схематически показано на фиг. 3, устройство 20 для расслоения волоконных кип имеет расслаивающий орган под названием "Унифлок", который при помощи вращающегося в нем отслаивающего барабана (не показан) снимает волокна с поверхностей кип.
Этот расслаивающий орган 23 может поворачиваться на 180о по стрелке М, благодаря чему расслаивающий орган может расслаивать группы кип 2 волокон с другой стороны. Этим обеспечивается такой режим, когда либо одна из противоположных групп волоконных кип остается в качестве резервной группы, либо, что характерно для автоматического поворота расслаивающего органа 20, оба противоположных ряда расслаиваются с наперед заданным чередованием.
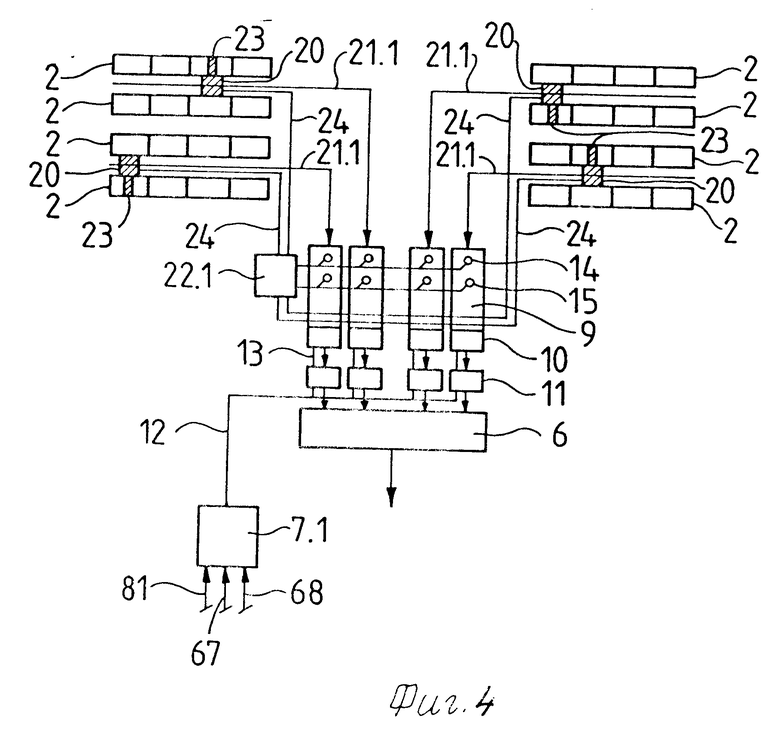
Фиг. 4 представляет вариант фиг. 3, поэтому элементы, уже описанные и показанные на фиг. 3, имеют те же самые обозначения.
Разница между фиг. 3 и 4 состоит в том, что для расслоения кип волокон предусмотрено не одно устройство 20 на все группы кип, а предусмотрено по такому устройству на каждую из двух противостоящих групп волоконных кип.
В соответствии с этим орган управления обозначен 22.1 вместо 22, так как он управляет индивидуально четырьмя отдельными устройствами 20 для расслаивания волоконных кип через управляющие связи 24. В этом варианте для каждого устройства 20 предусмотрен пневмотранспортер, обозначенный соответственно 21.1 и соединенный со своей компонентной ячейкой 9.
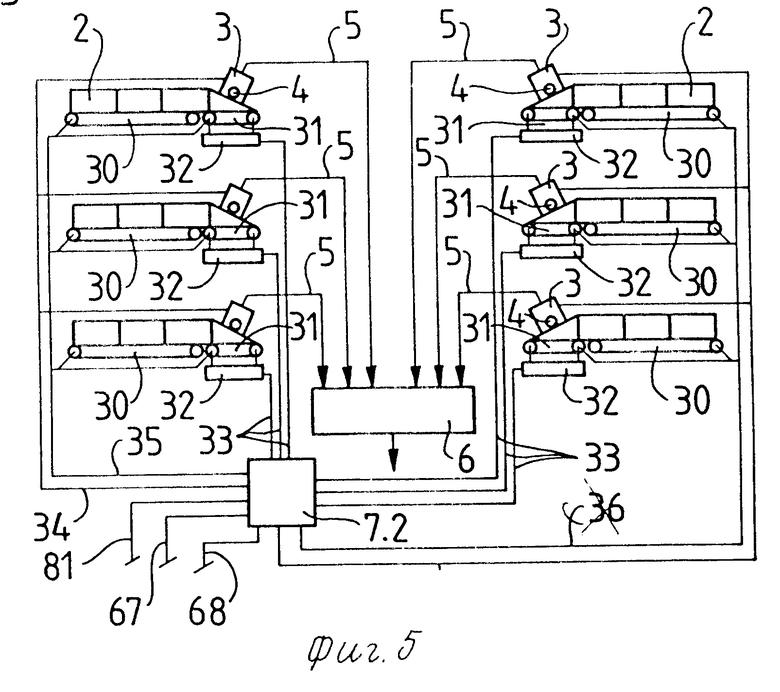
На фиг. 5 показано устройство, аналогичное показанному на фиг. 1, в котором вместо одного ленточного транспортера 1 на группу кип согласно фиг. 1 приходится один ленточный транспортер 30 с чисто транспортными функциями и транспортер 31 с функциями транспортировки взвешивания.
Функция взвешивания в последнем из указанных транспортеров может достигаться, например, тем, что оси отклоняющих валков транспортера 31 опираются на известные сами по себе анероидные коробки (устройства) 32, которые в зависимости от веса волокна подают соответствующие сигналы через управляющую связь 33 в систему (орган) управления 7.2, обрабатывающую сигналы. В результате обработки указанных сигналов система управления 7.2 выдает управляющий сигнал, который через управляющие связи 35 воздействует на электродвигатели упомянутых ленточных транспортеров 30 и 31, а через управляющие связи 34 на расслаивающие органы 3.
Само собой разумеется, что могут быть использованы и другие системы взвешивания, которые могут комбинироваться с ленточными транспортерами.
При работе установки орган управления 7.2 обеспечивает необходимую скорость расслоения волоконных кип 2 с помощью органов 3 и скорость ленточных транспортеров 30 и 31 с последующей подачей волокон через пневмотранспортер 5 в смеситель 6.
Работа такой установки заключается в следующем.
Расслаивающий орган 3 каждой группы волоконных кип отслаивает определенную массу волокна, заданную сигналом от системы управления 7.2.
Эту отъединенную массу (кг/ч) регистрируют на соответствующем взвешивающем транспортере 31 при помощи анероидно-взвешивающего устройства 32, которое формирует в зависимости от веса сигнал, подаваемый через управляющие связи 33 на систему управления 7.2. Если отделенная от группы волоконных кип масса (кг/ч) не совпадает с заданной массой, то орган управления коррелирует отделяемую массу до тех пор, пока она не будет соответствовать заданной массе.
При этом измерение над устройством 32 осуществляется всегда в тот момент, когда совершающий возвратно-поступательное движение расслаивающий орган останавливается в точке возврата.
По такому способу расслоения расслаивающий орган 3 всегда движется по одной и той же траектории, по существу расположенной по диагонали к расслаиваемой кипе волокон, в направлении возвратно-поступательном и соответственно вверх и вниз. При этом масса (кг/ч) волокон, отделяемых от кип, определяется скоростью подачи ленточных транспортеров 30 и 31 и расслаивающего органа 3.
Система 7.2 может быть электронной системой управления на основе аналоговой техники или микропроцессоров, с помощью которых устанавливаются различные массы волокон, отделяемые от кип и в которых посредством сигналов управляющих связей 33, а также входных сигналов, рассматриваемых ниже, эти массы могут быть откоррелированы.
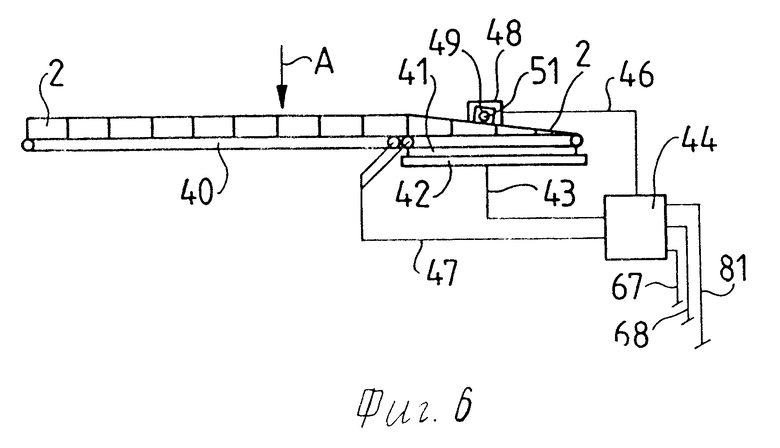
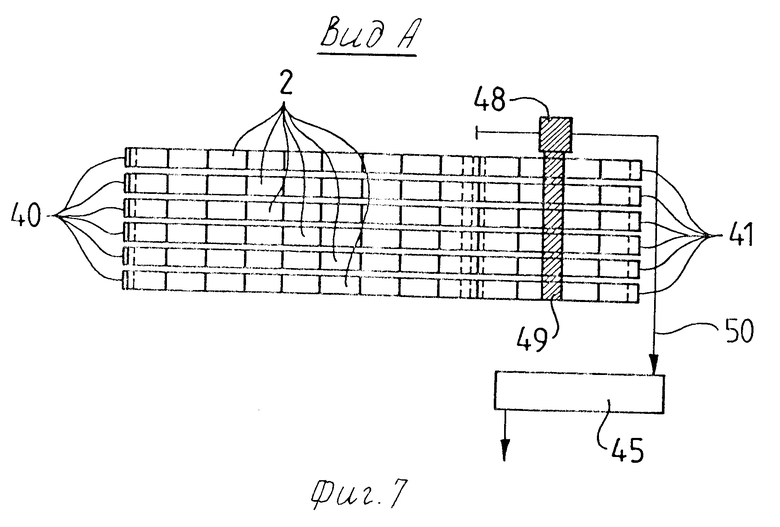
На фиг. 6 и 7 показаны взвешивающие системы, аналогичные показанной на фиг. 5, причем фиг. 7 представляет вид сверху на систему, изображенную на фиг. 6, по направлению стрелки А.
На фиг. 7 изображено несколько рядов или соответственно групп кип волокон, которые расположены рядом друг с другом и образуют один смесительный компонент. Кипы 2 волокон, как видно из фиг. 6, расположены на ленточных транспортерах 40 и примыкающих к ним взвешивающих транспортерах 41. При этом каждый взвешивающий транспортер 41 аналогично взвешивающему транспортеру 31 (фиг. 5) может опираться на анероидную коробку 42, с которой сигнал, отвечающий весу, при помощи управляющей связи 43 подается на систему управления 44.
Волоконные кипы 2, находящиеся на взвешивающем транспортере 41, устройством 48 для расслоения волоконных кип расслаиваются согласно швейцарской заявке на патент N 00399/88-8, которая уже упоминалась в связи с фиг. 1. Отличие по существу заключается в удлиненном, простирающемся над несколькими рядами кип расслаивающим барабаном 51, который, как показано на фиг. 7, отделяет волокна одновременно со всех заданных рядов кип.
Другое отличие этого способа расслоения от представленного на фиг. 1 состоит в том, что расслаивающий орган 49 осуществляет отделение на наклонной траектории расслоения, которая по существу отвечает диагонали нескольких следующих друг за другом и строго определенных по числу волоконных кип 2, например четырех кип 2, как показано на фиг. 6 и 7.
Предполагается, однако, что таким же образом могут расслаиваться и другие количества кип волокон, например даже одна, как этом показано на фиг. 1 и 2.
Кроме того, от возможной длины расслаивающего органа 49 зависит, сколько кип волокон могут порядно устанавливаться друг около друга, чтобы отслаивание производилось одновременно.
Волокна, снимаемые расслаивающим органом 49, поступают в пневмотранспортер 50, который согласно изобретению введен в смеситель 45 непрерывного действия. Как отмечалось со ссылкой на фиг. 1, транспортер 50 может входить в один из указанных сепараторов (не показаны), который выдает продукт в смеситель 45.
Кроме того, скорость перемещения расслаивающего устройства 48 регулируется системой управления 44 через управляющую связь 46.
Предполагается, что отклоняющие валки ленточных транспортеров 40 и 41 (специально не обозначены) каждой группы кип имеют отдельный приводной электродвигатель, а каждый электродвигатель управляющей связью 47 соединен с системой управления 44.
При эксплуатации система управления 44 управляет возвратно-поступательным движением расслаивающего устройства 48 вдоль кип, находящихся на взвешивающем транспортере 41, и движением вверх и вниз расслаивающего органа 49 в устройстве 48 во время упомянутого возвратно-поступательного перемещения так, что, как показано на фиг. 6, волоконные кипы по существу расслаиваются по диагоналям четырех кип 2.
Это отслаивающее перемещение осуществляется всегда по одной и той же траектории и с определенной скоростью, поэтому производительность расслаивания (кг/ч) отдельных групп волоконных кип может регулироваться посредством индивидуальных скоростей подачи ленточных транспортеров 40 и 41. Для получения определенной смеси эти различные скорости подачи отдельных групп кип соответствуют программе расслаивания с различными производительностями расслоения (кг/ч) в отдельных группах волоконных кип.
Целесообразно в качестве приводных двигателей для ленточных транспортеров 40 и 41 использовать барабанные двигатели, встроенные в отклоняющие валки ленточных транспортеров. Такие барабанные электродвигатели при помощи частотных инверторов могут работать с различными частотами, т.е. обеспечивать различное число оборотов, что является составной частью управления 44.
Управление 44 как во всех примерах этой заявки и особенно для фиг. 5 может быть аналоговым и цифровым, с помощью которого устанавливаются массы отдельных компонентов. При этом указанные массы корректируются при помощи анероидных сигналов, подаваемых через управляющие связи на управление 44, когда отдельные массы компонентов не отвечают номиналу.
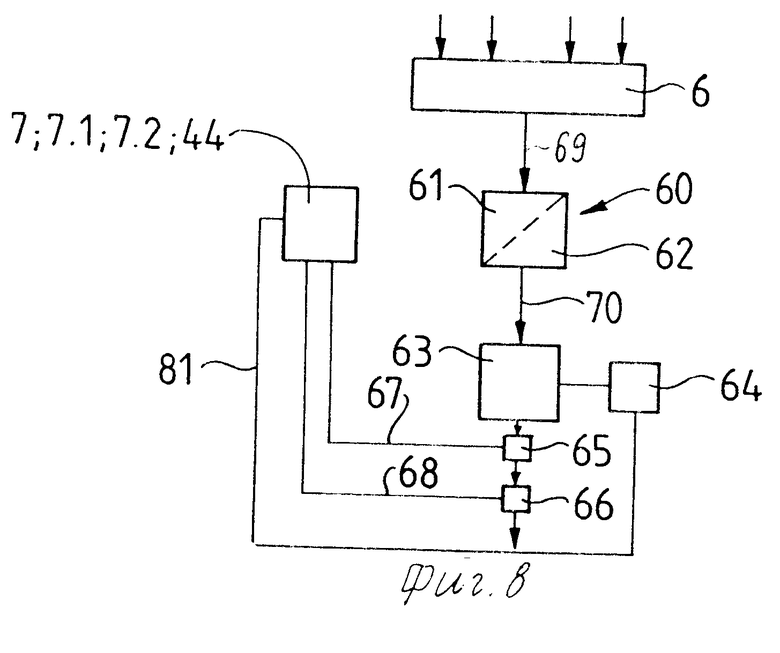
На фиг. 8 показана дальнейшая разработка описанного выше способа, заключающаяся в том, что после смесителя 6 подготовленный в нем продукт поступает в так называемое трепальное отделение 60, в котором используются известные сами по себе очистительные машины.
Трепальное отделение 60 может содержать машины так называемой грубой очистки 61 и тонкой очистки 62. Это отделение как известное показывается только в схематическом виде.
Сказанное имеет силу и для следующей за трепальным отделением чесальной машины 63, в качестве которой может использоваться сама по себе известная чесальная машина, например широко распространяемая заявителями машина С4.
Эта чесальная машина 63 оборудована следующим за исполнением чесальных функций управлением 64, которое среди прочих функций обеспечивает и функции равномерности и производительности (кг/ч) чесальной ленты.
После чесальной машины, следуя за направлением транспортировки, перед непоказанным выпуском чесальной ленты последняя контролируется цветодатчиком (прибором) 65 и датчиком 66 для измерения толщины волокон.
Сразу следует отметить, что по выбору можно использовать оба датчика либо один из них.
В показанном на фиг. 7 случае цветодатчик 65 выдает сигнал 67, соответствующий цвету чесальной ленты, а датчик 66 толщины сигнал 68, соответствующий толщине волокна, эти сигналы поступают в управляющие устройства 7; 7.1; 7.2; 44, упоминаемые со ссылкой на фиг. 1-7, которые осуществляют управление отдельными компонентами волокон. Другой сигнал 81, соответствующий производительности чесальной ленты (кг/ч) с чесального управления 64 также подается в систему управления 7; 7.1; 7.2; 44. Эти три сигнала с указанных систем управления сравнивают с заданными значениями по цвету волокна, по толщине волокна и по производительности, которые введены в систему управления, и в случае появления отклонений в процессе работы эти отклонения могут быть устранены посредством изменения смеси компонентов и производительности.
Выходящий из смесителя 6 продукт через транспортировочную систему 69 подается в трепальное отделение 60 и из трепального отделения 60 при помощи транспортировочной системы (средства) 70 к чесальной машине 63. Эти транспортировочные системы могут быть механическими или пневматическими, причем понятно, что транспортировочные системы должны быть и между машинами грубой и тонкой очистки.
Предлагаемый способ не ограничивается одним трепальным отделением 60 и одной чесальной машиной 63 после смесителя 6; после смесителя 6 может быть предусмотрено несколько трепальных отделений 60 и несколько чесальных машин 63, загружаемых продукцией смесителя 6, но также вместо трепального отделения после смесителя 6 могут несколько чесальных машин 63 загружаться продукцией трепального отделения 60.
Можно предусмотреть несколько чесальных машин. В этом случае выборочно после каждой чесальной машины устанавливать цветоконтрольный прибор 65 и/или измеритель 66 толщины волокон, или использовать возможность вместо нескольких чесальных машин обрабатывать тот же продукт, благодаря чему лишь так называемая направляющая чесальная машина имеет оба указанных последними измерителя.
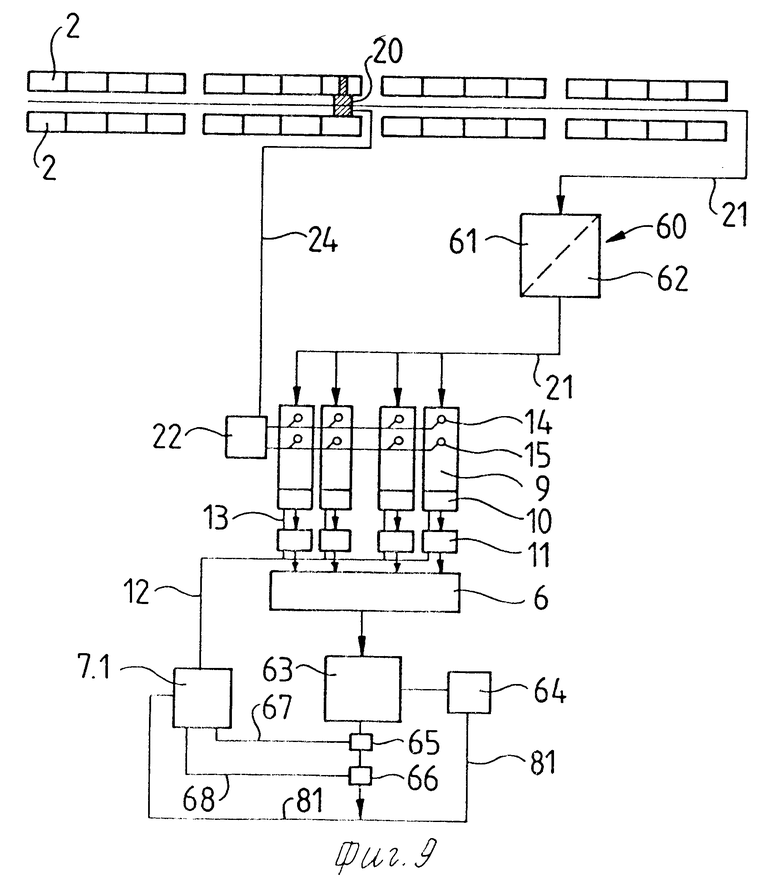
На фиг. 9 представлена возможность размещения трепального отделения 60 между устройством расслоения волокон и компонентными ячейками 9, благодаря чему в компонентные ячейки 9 для смешивания поступает уже очищенный волокнистый материал.
Для транспортировки от расслаивающего устройства 20 до трепального отделения 60 в основном используется пневмотранспортер 21, но и в этом случае пневмотранспортировка не обязательна, она может быть и механической.
Подача трепальным отделением 60 и компонентными ячейками 9 может также осуществляться пневмотранспортерами, которые на фиг. 9 обозначены позицией 21, но это может быть и какая-нибудь другая транспортная система. Предлагаемый способ не ограничивается какой-то конкретной системой транспортировки.
Также наличие трепального отделения 60 не ограничивается комбинацией с установкой по фиг. 3. Предполагается компоненты волокон всех показанных на чертежах устройств, исключая фиг. 6 и 7, сначала очищать, а затем подавать в смеситель 6. Возникает лишь вопрос о затратах, так как для компонентов фиг. 1, 2, 4 и 5 их необходимо предусмотреть по трепальному отделению.
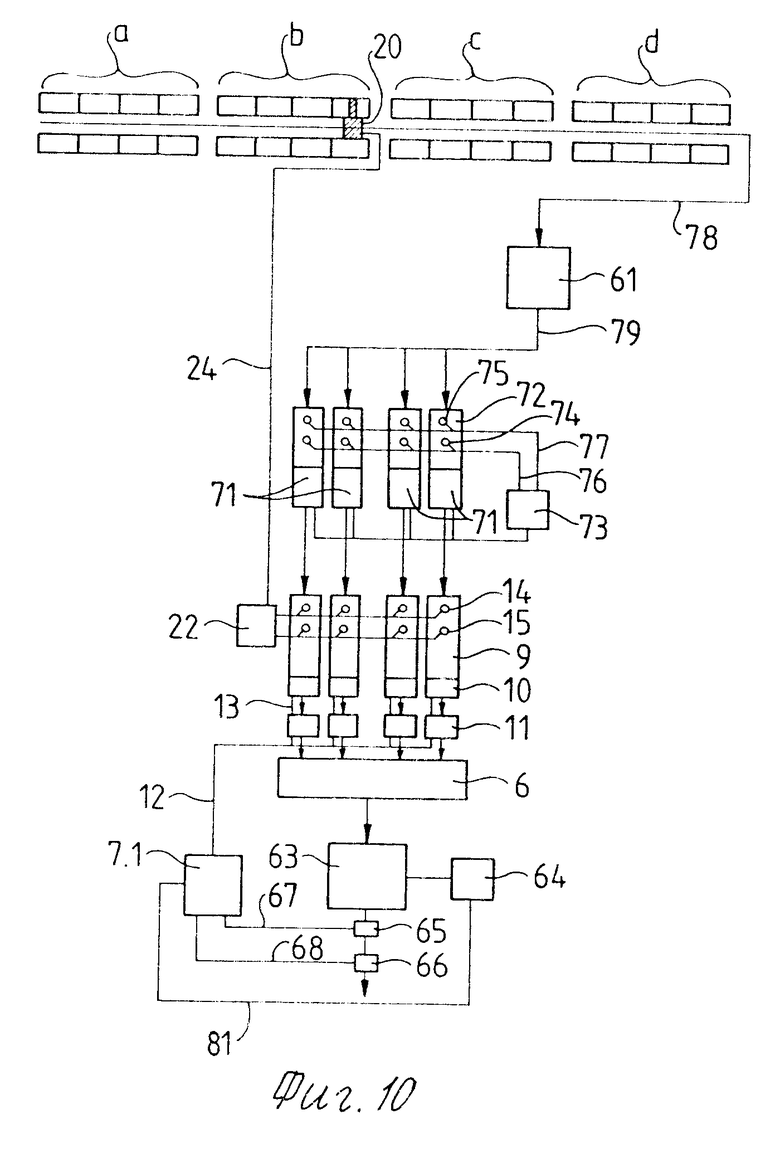
На фиг. 10 представлен вариант способа, описанного на фиг. 9, когда трепальное отделение поделено на грубую очистку с очистными машинами 61 и тонкую очистку с тонкоочистными машинами 71, к которым спереди подключены накопительные резервуары 72 (ради простоты лишь обозначены).
Тонкоочистные машины 71 пускаются и останавливаются с помощью системы управления 73, а именно пускаются при помощи датчиков 74 опорожнения, а останавливаются при помощи датчиков 75 наполнения (обозначено по одному). По проводам 76 и 77 эти датчики наполнения и опорожнения направляют свои сигналы на систему управления 73.
Загрузка грубоочистных машин 61 производится при помощи средства 78 транспортировки волокон, которое может быть пневматическим или каким-либо другим.
То же относится к средству транспортировки 79 между грубоочистными машинами 61 и накопительными резервуарами 72.
Тонкоочистные машины передают свою продукцию в компонентные ячейки 9, о которых было сказано со ссылкой на фиг. 2-4 и на фиг. 9.
В связи с этим другие, уже описанные элементы имеют те же обозначения и на этих чертежах не рассматриваются.
При эксплуатации компоненты должны очищаться по отдельности, с этой целью датчики 15 опорожнения отдельных компонентных ячеек 9 дают сигнал о расслоении волокон в соответствующих группах волоконных кип а или b или с или d и снятые там волокна очищают в грубоочистных машинах и передают их в соответствующие накопительные резервуары 72, откуда определенные компоненты поступают в примыкающие к ним тонкоочистные машины 71.
Это движение продукта осуществляется датчиком 15 опорожнения, так как соответствующая тонкоочистная машина не поставляет продукта, поскольку датчик 74 опорожнения в накопительном резервуаре 72 также сигнализирует об опорожнении. Поэтому соответствующие группы а-d расслаиваются до тех пор, пока соответствующий датчик 75 накопления не просигнализирует о наполнении расслаиваемой компоненты. Тем самым соответствующая тонкоочистная машина может снова запускаться в действие, пока датчик 14 наполнения соответствующей компонентной ячейки 9 снова не просигнализирует о наполнении.
Транспортные операции между смесителем 6 и чесальной машиной 63 может осуществлять средство, описанное со ссылкой на фиг. 8 и обозначенное позицией 70.
При этом варианте смеситель 6 может обслуживать несколько чесальных машин, поэтому транспортное средство транспортирует выданный смесителем продукт к соответствующему числу чесальных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки хлопка, загрязненного широй, и устройство для его осуществления | 1989 |
|
SU1836505A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РОВНИЦЫ НА КАРДОЧЕСАЛЬНОЙ МАШИНЕ | 1989 |
|
RU2051218C1 |
| Способ для обнаружения посторонних примесей в потоке волокнистого материала и устройство для его осуществления | 1989 |
|
SU1838470A3 |
| Способ обработки хлопка, загрязненного широй и устройство для его осуществления | 1989 |
|
SU1834925A3 |
| ДОЗАТОР ДЛЯ ПОДАЧИ ЗАДАННОГО КОЛИЧЕСТВА ВОЛОКНА В ЕДИНИЦУ ВРЕМЕНИ | 1990 |
|
RU2050424C1 |
| Устройство для фрикционного прядения | 1989 |
|
SU1814666A3 |
| Способ изготовления полуфабриката в предпрядильном производстве | 1970 |
|
SU446128A3 |
| Автоматическая поточная линия для выработки чесаной ленты из кипного или разрыхленного волокна в шерстопрядильном производстве | 1957 |
|
SU111670A1 |
| Способ снижения липкости волокон клочков хлопка, загрязненного широй и устройство для его осуществления | 1989 |
|
SU1834926A3 |
| ПОТОЧНАЯ ЛИНИЯ В ХЛОПКОПРЯДЕНИИ | 1968 |
|
SU218023A1 |
Использование: изобретение относится к текстильной промышленности. Сущность изобретения: способ смешивания текстильных волокон, включающий отбор из кип различного вида волокон путем поддержания заданного соотношения компонентов по весу или объему волокон, очистку и перемешивания волокон с последующим формированием с соответствующего волокнистого продукта, дополнительно содержит операции измерения длины, толщины, прочности и цвета волокон в волокнистом промежуточном продукте и соответственно в волокнистом конечном продукте, сравнения измеренных значений с заданными, на основании чего корректируют соотношение компонентов отбираемого из кип волокна. 2 з.п. ф-лы, 10 ил.
| Патент Франции N 1598377, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
