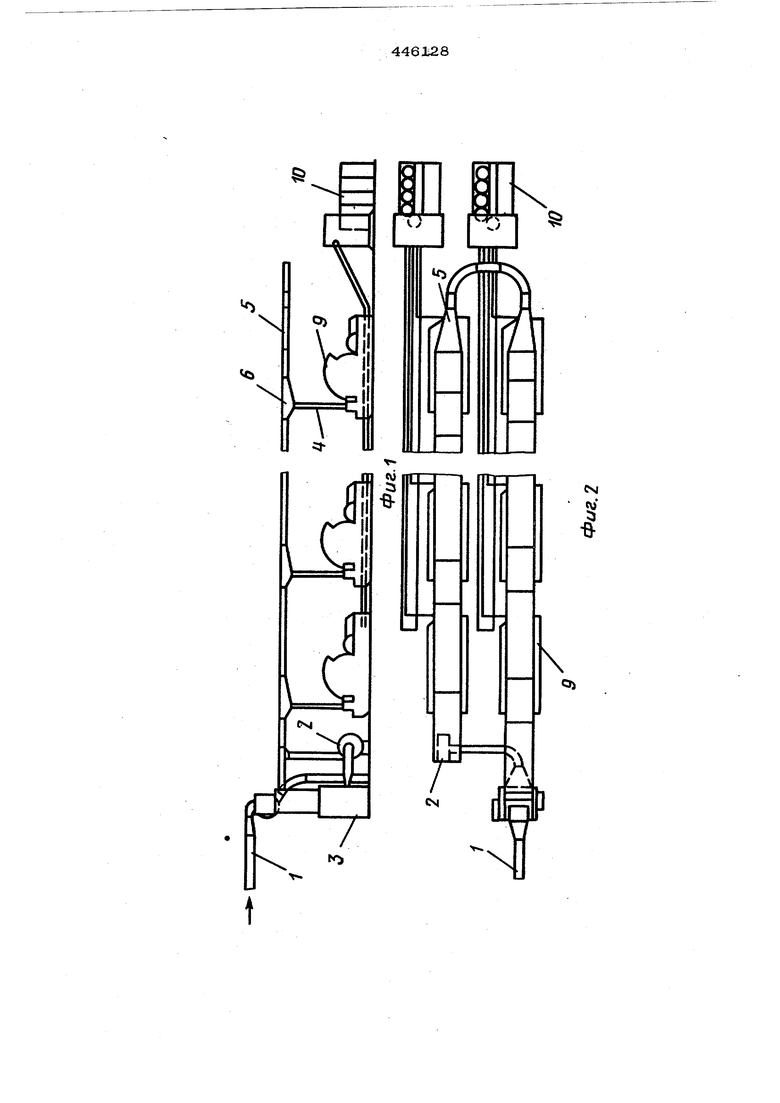
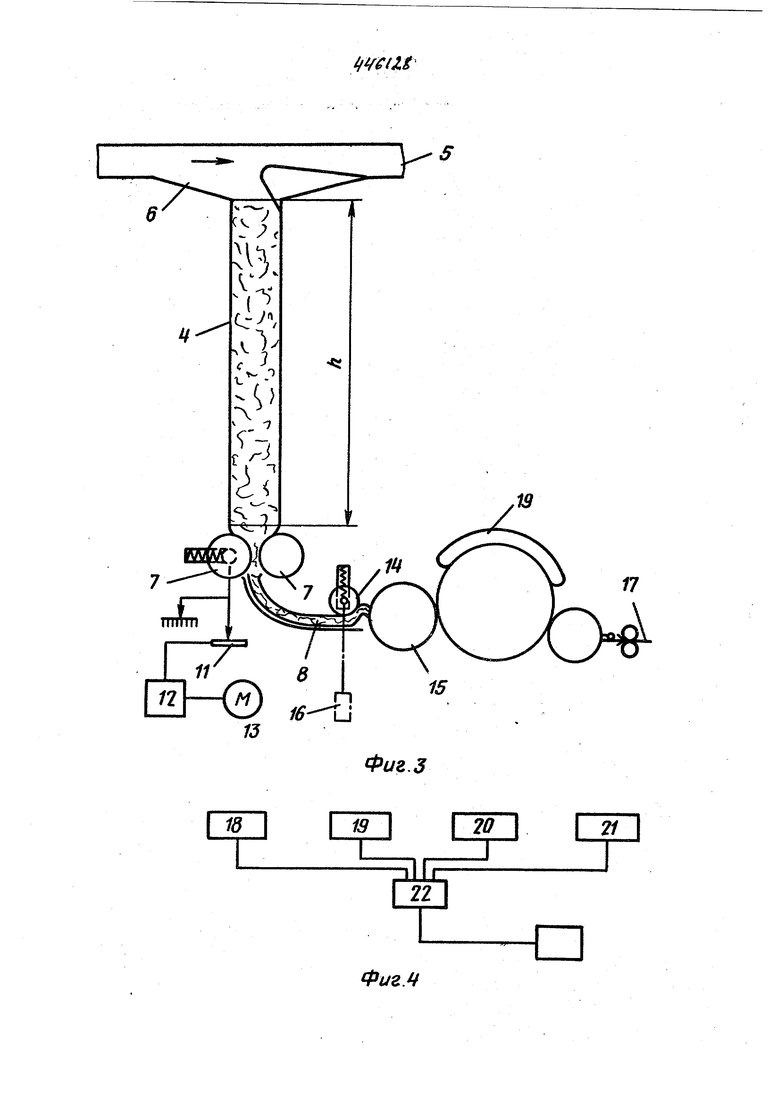
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА В ПРЕДПРЯДИЛЬНОМ ПРОИЗВОДСТВЕ который находитса под иабыточвым давле нием. Поступление воло}шистог0 материала в шахту 4 происходит до тех , nopt дока находящийся в шахте столб материала достигнет уровня волокноотделителя 6, то есть поднимется на высоту , ,3). В шахте между его нижним концом и верхним уровнем столба материала создается перепад давления, под воздействием которого столб материала сжимает он.-.. . Формируемый выводными валиками 7 (фиг. 3) волокнистый слой 8 подводят к чесальной машине 9 для выработки ленты, которая поступает в таз или на ленточную машину 10. Чем выше давления в шахтах 4 тем сильнее давление столба материала, которое воспринимается датчиком 11, элек рически связанным с регулятором 12 элек родвигателя 13 вентилятора 2. За счет из менения числа оборотов вентилятора изме- няют избыточное давление до тех пор, пока разница между заданным;; и фактическим значе1шями толщины слоя полуфабриката, а следовательно,и отклонения в весе единицы длины полуфабриката, станет равна нулю. Перепад давления может быть также осуществлен путем изменения сечения трубопровода после шахт с помошью дроссельной заслонки. При нескольких подключенных к пневмотранспортеру 5 шахтах 4 регулируют число оборотов вентилятора 2 по уровню во покна в одной из них, изменяя тем самым сгушеш1е волокнистого материала всех столбов в шахтах. Перепад давления, действующий на стол волокнистого материала, изменяют в зависимости от отклонений веса единицы длины слоя волокнистого материала, измеряемого при его проходе в разных местах его nyi4i, например на чесальной машине 9 или поело ее на ленточной машине. Вес единиц длнны полуфабриката перед сложением на чесальной машине определяют путем по- к ещения на питающем валика-, 14 приемног барабана 15 чесальной машины 9 датчика 16. Толщину волокнистого слоя 17 на выходе из каждой чесальной машины 9 перед ленточной машиной 10 измеряют датчиками 18, 19, 2О, 21 (фиг. 4), которые соединяют с обишм рег-улятором 22, сум- мирую1Щ1м сшналы и дающим среднеарифмегический сигнал, который воздействует 1Ш регулировочное звено, то есть на вентилято|) 2 шш дроссельцух заслонку, измв ндаощую сеченне трубопровода после шахт, i Таким образом, пракгачески бёзинерци онно регулируют колебания) веса слоя волокнистого материала уже на выходе последнего из шахт 4, соблюдая постоянную ров- ноту полуфабриката. мет изобретения П р е д 1. Способ изготовления полуфабриката в предпрядильном производстве, заключающийся в том, что разрыхленный волокнистый материал воздушным потоком, создаваемым вентилятрром, распределяют по шахтам, в , каждой из шйст столб материала уплотняют ,за счет перепада давления if в виде холста подают на чесальную машину, формируют из него ленты, затем ленть складьшают и вытягиваю г на ленточной машине, на пути движения изготовляемого; полуфабриката определяют вес единицы длины его, отличающийся тем, что, с целью повышеш|Я.;ррвноты полуфабриката, замеряют j показатель отклонения веса единиць длины полуфабриката от зада1шого веса и в зави- симости от него изменяют перепад давления, преимущественно избыточного. 2. Способ по п. 1, о т л и чающийс я тем, что перепад давления изменяют путем изменения числа оборотов вентилятора 3.Способ по п. 1, о т л и ч а ю щ и йс я тем, что перепад давления изменяют путем изменения сечения трубопровода после шахты. 4.Способ по п. 1, отличающий-i с я тем, что вес единицы длины полуфа - j риката определяют перед чесальной маши- i ной. 5.Способ по п. 1, о т л и ч а ю щ и й-: с я тем, что вес единицы длины полуфабриката определяют после чесальной машины. 6.Способ по п. 1,отличающийс я тем, что вес единицы длины полуфабриката опреде/щют перед ленточной машиной. 7.Способ по п. 1, о т л и ч а ю щ и Йс я тем, что вес единицы длины полуфабриката определяют после ленточной машины. 8.Способ по п. 1, о т л и чающийс я тем, что измеряют показатели веса единицы длины частичных полуфабрикатов и по ним определяют среднее значение измеряемой величины.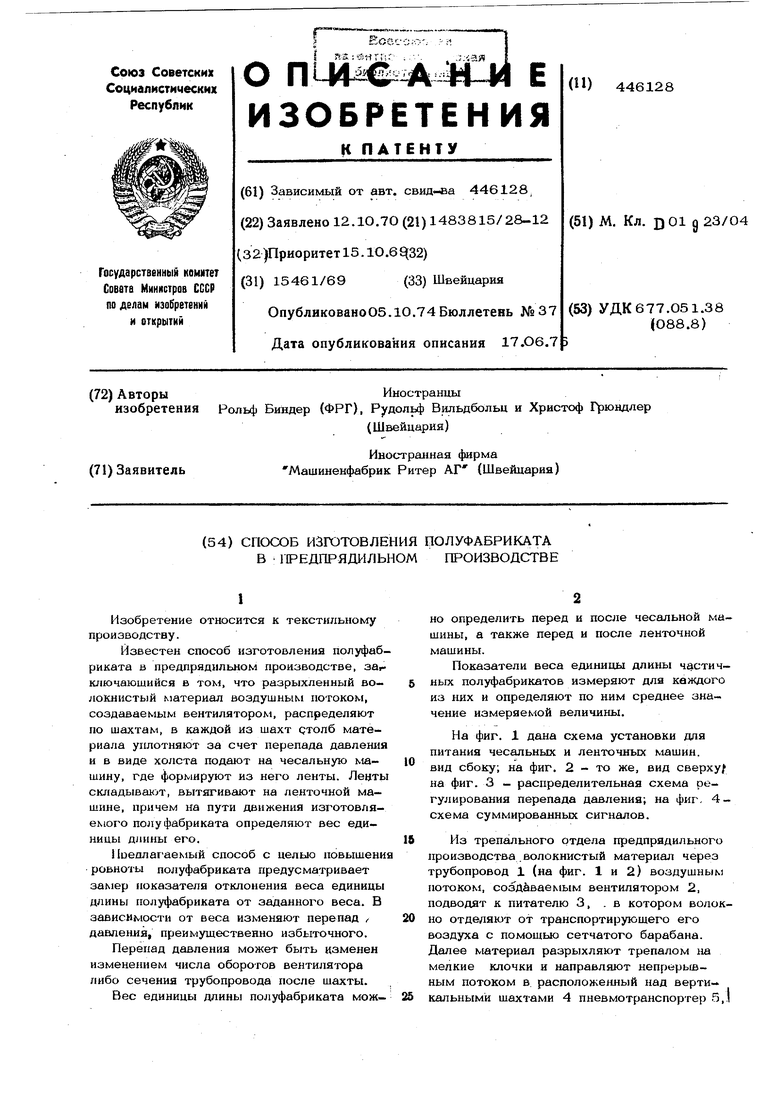
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки хлопка, загрязненного широй и устройство для его осуществления | 1989 |
|
SU1834925A3 |
| Способ обработки хлопка, загрязненного широй, и устройство для его осуществления | 1989 |
|
SU1836505A3 |
| СПОСОБ СМЕШИВАНИЯ ТЕКСТИЛЬНЫХ ВОЛОКОН | 1989 |
|
RU2037572C1 |
| ТАРЕЛКА ЛЕНТОУКЛАДЧИКА МАШИН ПРИГОТОВИТЕЛЬНОГО ПРЯДИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2070159C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО НАСТИЛА В БУНКЕРЕ ЧЕСАЛЬНОЙ МАШИНЫ | 2002 |
|
RU2245403C2 |
| РАЗРЫХЛИТЕЛЬ-ОЧИСТИТЕЛЬ С МНОГОСТУПЕНЧАТОЙ ОЧИСТКОЙ | 2007 |
|
RU2361022C1 |
| Способ для обнаружения посторонних примесей в потоке волокнистого материала и устройство для его осуществления | 1989 |
|
SU1838470A3 |
| БЕСХОЛСТОВЫЙ ПИТАТЕЛЬ ТЕКСТИЛЬНЫХ МАШИН | 2009 |
|
RU2402647C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО НАСТИЛА И ЛЕНТЫ НА КАРДОЧЕСАЛЬНОЙ МАШИНЕ | 2005 |
|
RU2321691C2 |
| Способ приготовления ленты из шерстяного волокна в прядении | 1976 |
|
SU578375A1 |