Изобретение относится к электронному машиностроению и может быть использовано в вакуумном технологическом оборудовании, в устройствах гидро-пнев- моавтоматики.
Известна манжетная мембрана, пригодная для ввода поступательного движения в вакуум, и метод ее изготовления, по которому на заранее созданную основу из безуточной ткани наносится резиновый состав и вулканизируется.
Недостатками известной манжетной мембраны являются большая газопроницаемость при требуемой толщине стенки (0,5 мм), большое удельное газовыделение марок резины, пригодных для изготовления по известному методу, сложность технологии, связанная с применением в конструкции мембраны безуточной ткани, невозможность обезгаживающего прогрева.
Известны также конструкции закрепления манжетных мембран в корпусе и на центральном толкателе защемлением предварительно выполненной отбортовки мембраны (авт.св. N 451932, кл. G 01 L 7/08, 1974).
Недостатками известной конструкции манжетной мембраны являются низкая прочность и долговечность работы поскольку на участках перегиба полотна мембраны в местах ее закрепления возникают дополнительные внутренние напряжения.
Целью изобретения является повышение эксплуатационных характеристик и упрощение технологии изготовления герметизирующих элементов на основе манжетных мембран с малыми силами сопротивления движению.
Это достигается тем, что армирующий слой выполнен в виде отдельных нитей, расположенных параллельно образующей мембраны, герметичное покрытие в виде нескольких слоев фторсодержащей резины расположенных по обе стороны армирующего слоя, а элементы крепления краев мембраны в виде колец и сдеформированных резиновых прокладок.
Сущность изобретения заключается в том, что манжетная мембрана выполнена из специальной вакуумной фторсодержащей резины, обладающей малыми газопроницаемостью и газовыделением. Отличительной технологической особенностью этой резины является необходимость предварительной раскатки сырого резинового полотна до требуемой толщины. Раскатка производится в специальных горячих вальцах под давлением, что позволяет получить более плотное резиновое полотно, обладающее меньшими газопроницаемостью и газовыделением.
При выполнении манжетной мембраны из нескольких слоев резины дополнительно уменьшается ее газопроницаемость. Это происходит потому, что при раскатке полотна из сырой резины в нем остаются микропоры, которые повышают газопроницаемость отдельного полотна. При наложении слоев резины друг на друга и при отсутствии зазора между ними отдельные микропоры соседних слоев не совпадают между собой. В результате газопроницаемость многослойной мембраны, суммарная толщина которой равна толщине однослойной мембраны, уменьшается.
Крепление краев манжетной мембраны осуществляется при помощи колец и сдеформированных резиновых прокладок. При этом мембрана не имеет специальных отбортовок для закрепления ее в корпусе. Это позволяет увеличить прочность и долговечность мембраны, так как отсутствует перегиб полотна мембраны, а следовательно и дополнительные внутренние напряжения изгиба.
Армирование манжетной мембраны отдельной нитью позволяет упростить технологию ее изготовления, так как отсутствует необходимость применения специальной безуточной ткани. Для армирования используется отдельная нить, например, из стекловолокна.
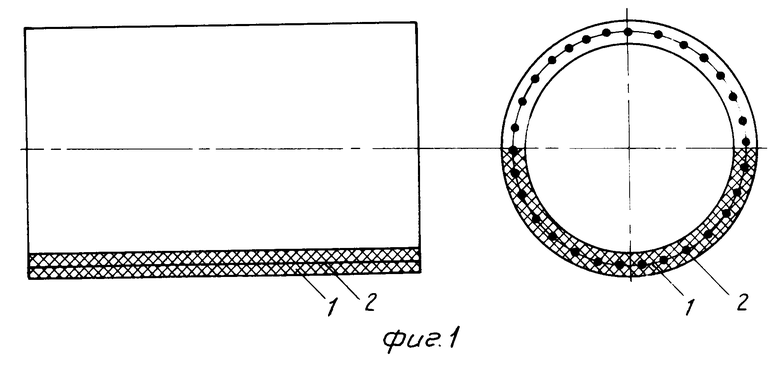
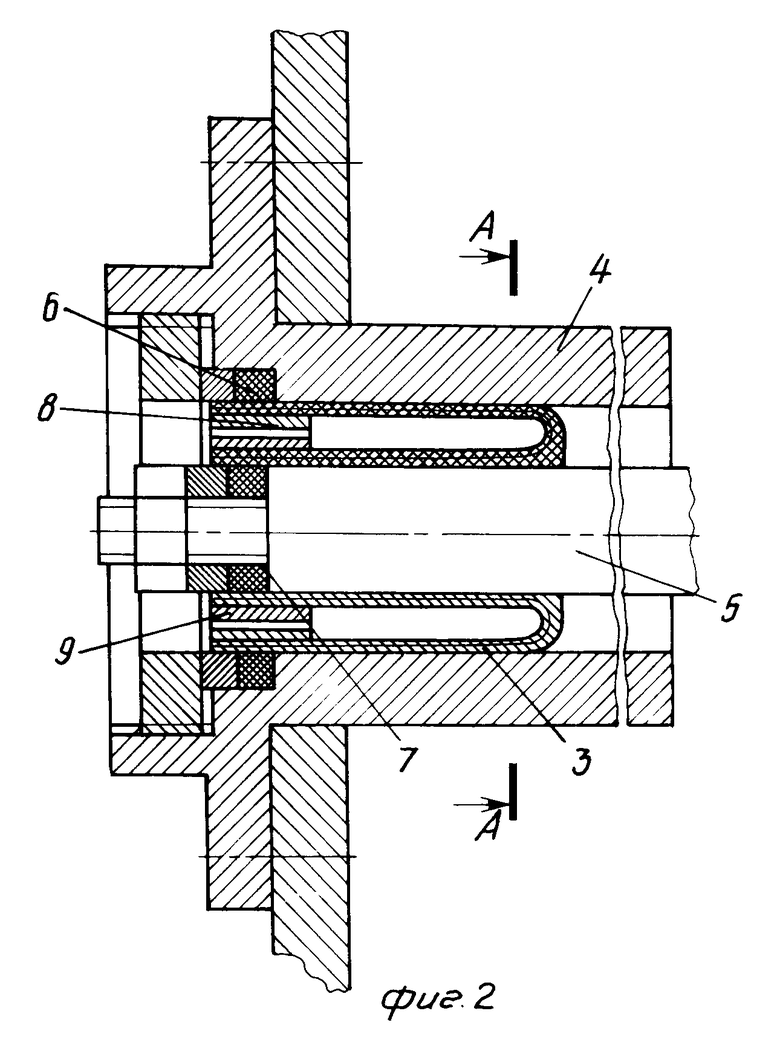
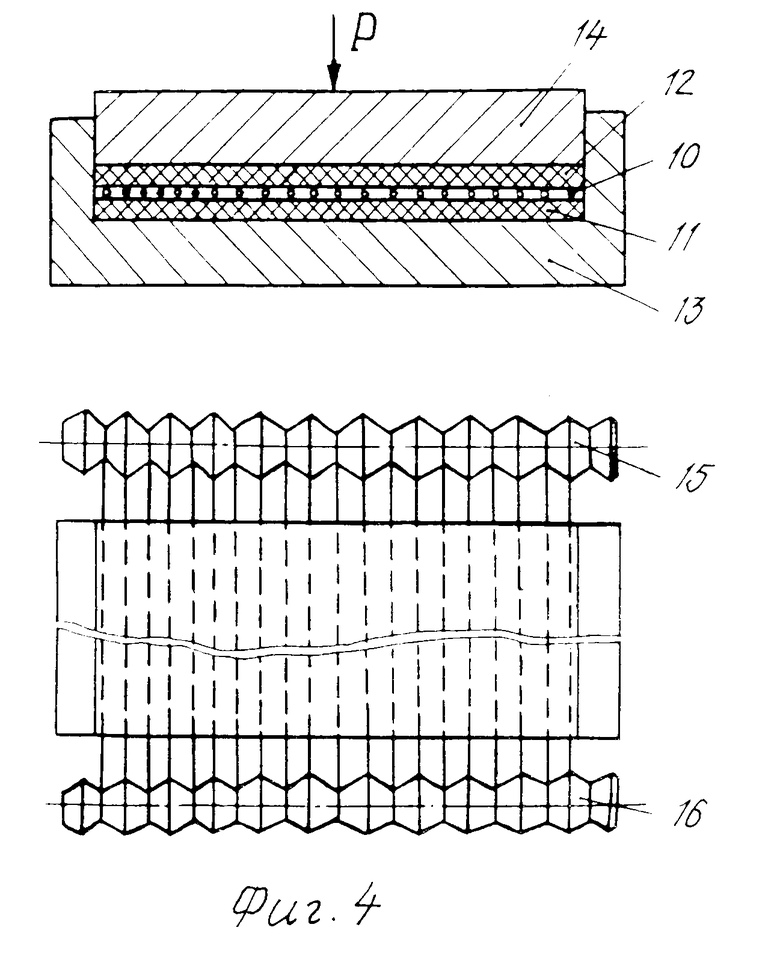
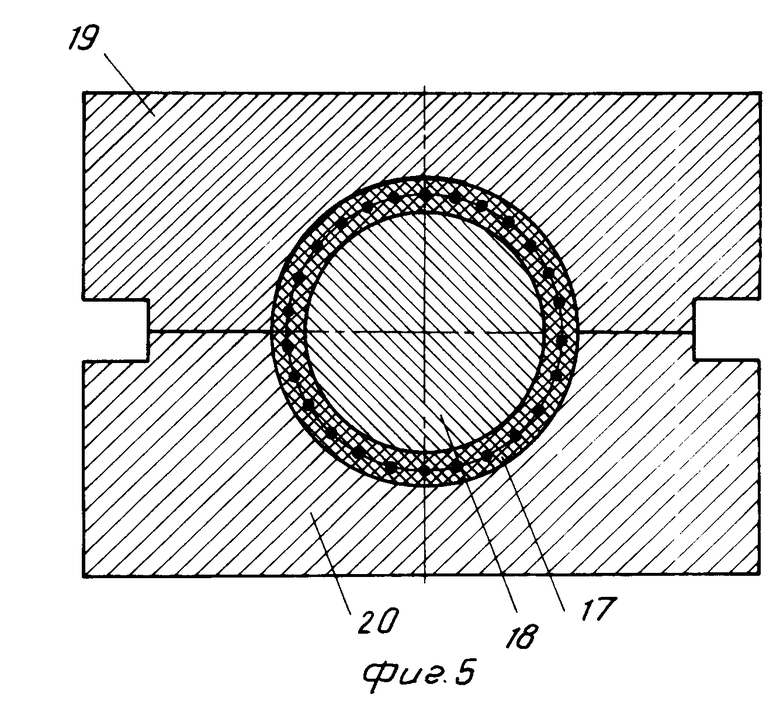
На фиг. 1 изображена манжетная мембрана; на фиг. 2 мембранный узел, общий вид; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 приспособление для армирования; на фиг. 5 пресс-форма для вулканизации манжетной мембраны.
Манжетная мембрана (фиг. 1) содержит герметичное покрытие, состоящее из нескольких слоев 1 фторсодержащей резины, расположенных по обе стороны армирующего слоя 2, выполненного в виде отдельных нитей.
Мембранный узел (фиг. 2) содержит манжетную мембрану 3, один край которой вывернут внутренней стороной наружу и крепится к корпусу 4, а другой к толкателю 5. Крепление обоих краев мембраны осуществляется защемлением мембраны между сдеформированными резиновыми прокладками 6, 7 и кольцами 8, 9.
Приспособление для армирования манжетной мембраны (фиг. 3) содержит армирующую нить 10, например стекловолокно, расположенную между слоями 11, 12 фторсодержащей резины. Слои резины уложены на плите 13 и прижаты плитой 14. Армирующая нить намотана на оправку с резьбовыми роликами 15, 16.
Пресс-форма для окончательной вулканизации (фиг. 4) содержит манжетную мембрану 17, намотанную на стержень 18, который уложен в отверстие между двумя половинами 19, 20 пресс-формы.
Мембранный узел работает следующим образом. После присоединения узла к вакуумной камере (на фиг. 2 не показана), с одной стороны мембраны создается низкое давление газов (до 10-5 Па) (справа от мембраны на фиг. 2). Атмосферное давление (слева от мембраны на фиг. 2) плотно прижимает мембрану к внутренней цилиндрической поверхности корпуса и наружной цилиндрической поверхности толкателя. После этого толкатель 5 перемещается относительно корпуса 4 вдоль оси мембранного узла. При этом трение скольжения между толкателем и корпусом отсутствует, так как между ними обеспечивается гарантированный зазор.
Резиновая прокладка 7, кольцо 9 и один край мембраны, закрепленный между ними, перемещаются вместе с толкателем 5, так как они жестко с ним связаны и постоянно образуют герметичное соединение. Резиновая прокладка 6, кольцо 8 и второй край мембраны, закрепленный между ними, жестко связаны с корпусом 4 и постоянно образуют с ним герметичное соединение. Во время двустороннего перемещения толкателя манжетная мембрана 1 перекатывается с поверхности толкателя на внутреннюю цилиндрическую поверхность корпуса и обратно. Это обуславливает малые силы сопротивления перемещению толкателя 5, которые определяются только внутренними изгибными напряжениями мембраны, которая представляет собой тонкостенную цилиндрическую оболочку из слоев резины с армирующим слоем суммарной толщиной стенки 0,5 мм.
Атмосферное давление, действующее на толкатель в осевом направлении, уравновешивается, например, установкой аналогичного мембранного узла, причем узлы располагаются соосно и навстречу друг другу (на фиг. 2 не показан). Величина хода толкателя теоретически не ограничена и равна двойной длине мембраны. Однако на практике длина мембраны ограничивается технологическими трудностями ее изготовления и в частности трудностью изготовления длинного отверстия в пресс-форме (фиг. 4).
Армирование манжетной мембраны производится следующим образом (фиг. 3). Армирующая нить, например стекловолокно наматывается на оправку с резьбовыми роликами 15 и 16 и укладывается между слоями 11, 12 фторсодержащей резины на плите 4 приспособления. При этом создается сетка с определенным периодом расположения нитей, которые должны быть равномерно натянуты. Плита создает давление, необходимое для проведения предварительной вулканизации. После этого приспособление нагревается до температуры, необходимой для проведения предварительной вулканизации, и выдерживается определенное время. После предварительной вулканизации получается слоеное армированное полотно, из которого формируется манжетная мембрана в виде тела вращения в пресс-форме, изображенной на фиг. 4.
Армированное полотно наматывается на стержень и укладывается в отверстие между двумя половинами пресс-формы (фиг. 4). После этого пресс-форма нагревается до температуры, необходимой для проведения окончательной вулканизации, и выдерживается определенное время. После проведения окончательной вулканизации и обрезки краев мембраны до необходимых размеров получается готовая манжетная мембрана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВАЯ МЕМБРАНА | 2002 |
|
RU2239111C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ РЕЗИНОТКАНЕВЫХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИОННЫХ МЕМБРАННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2583008C1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Манжетная мембрана | 1991 |
|
SU1818554A1 |
| Гидравлический преобразователь веса бурового инструмента | 1978 |
|
SU734516A1 |
| БЕСКОНЕЧНЫЙ ПРЕССУЮЩИЙ РЕМЕНЬ ДЛЯ РУЛОННОГО ПРЕСС-ПОДБОРЩИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2512166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ СИЛОВОЙ МЕМБРАНЫ С КОЛЬЦЕВОЙ ГОФРОЙ | 2004 |
|
RU2285848C2 |
| Способ изготовления эластичного покрытия нажимного валика с армирующим элементом в виде однополостного гиперболоида | 1986 |
|
SU1326651A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |

Использование: в вакуумном технологическом оборудовании и в устройствах гидропневмоавтоматики. Сущность изобретения: мембранный узел содержит манжетную мембрану, выполненую в виде тела вращения и состоящую из армирующего слоя и герметичного покрытия. Армирующий слой выполнен в виде отдельных нитей, расположенных параллельно образующей мембраны, а герметичное покрытие - в виде нескольких слоев фторсодержащей резины, расположенных по обе стороны армирующего слоя. Элементы крепления краев мембраны выполнены в виде колец и сдеформированных резиновых прокладок. 5 ил.
МЕМБРАННЫЙ УЗЕЛ, содержащий выполненную в виде тела вращения манжетную мембрану с армирующим слоем и герметичным покрытием и элементы крепления ее краев, отличающийся тем, что, с целью повышения эксплуатационных характеристик и упрощения технологии изготовления, армирующий слой выполнен в виде отдельных нитей, расположенных параллельно образующей мембраны, герметичное покрытие в виде нескольких слоев фторсодержащей резины, расположенных по обе стороны армирующего слоя, а элементы крепления краев мембраны в виде колец и сдеформированных резиновых прокладок.
| МАНЖЕТНАЯ МЕМБРАНА | 0 |
|
SU220591A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
