Изобретение относится к области машиностроения и может быть использовано при изготовлении армированных резинотехнических изделий, в частности, силовых мембран с кольцевой гофрой.
Известны способы изготовления силовых мембран, предусматривающие предварительное изготовление силовой армировки методом намотки нетканой ленты, последующее за этим обрезинивание полученной армировки резиновой смесью и совместную их вулканизацию (авт. свид. SU №1225790, кл. B 29 D 31/00, В 29 С 35/02, 43/02, 67/14//B 29 L 31:26, опубл. 23.04.86, бюл. № 15; авт. свид. SU №1038660, кл. F 16 J 3/00, опубл. 30.08.83, бюл.№32).
Известные способы не пригодны для изготовления мембран, способных выдерживать быстродействующее высокое рабочее давление (порядка 50 и более кгс/см2).
Заневоленные в резину нити ленты силовой армировки снижают деформативность резины, что приводит к нарушению герметичности и разрушению мембраны, а по авт. свид. №1225790 к тому же происходит разрушение резиновых буртов из-за отсутствия в них утолщений из армируемых нитей.
Известен способ изготовления слоистой силовой мембраны, предусматривающий предварительное изготовление как слоя силовой армировки, так и герметичных слоев, последующую их сборку и совместную вулканизацию для скрепления всех слоев только в буртах (патент RU №2239111, кл. F 16 J 3/02, опубл. 2004 г., бюл.№30).
Способ, в частности, заключается в раздельном изготовлении слоев до придания им профиля готового изделия, причем наружные герметичные слои прессуют из сырой резины, а промежуточный слой силовой армировки выполняют намоткой нетканой ленты, состоящей из перекрещивающихся нитей, огибающих кольцевые нити.
Известный способ позволяет изготовить прочную и, в целом, герметичную мембрану, выдерживающую высокое рабочее давление. Но быстрое воздействие (порядка нескольких секунд) того же давления вызывает разрыв или даже отрыв кольцевой гофры мембраны по месту ее изгиба или разрушение ее бурта.
Разброс по разрушающей нагрузке у мембран, изготовленных по такой технологии, составляет до 2-х раз. Это происходит из-за нестабильности параметров слоя силовой армировки, так как при формировании намоткой нетканой ленты конической поверхности кольцевые кромочные нити имеют отличающиеся линейные скорости из-за разницы огибаемых диаметров, перекрестные нити при укладке на оправку неупорядоченно проскальзывают относительно друг друга и относительно кольцевых нитей, что неизбежно приводит к нерегулярной укладке на поверхность нитей, значительно отличающихся по длине. Поэтому при воздействии давления разрушение мембраны начинается с разрыва укороченных нитей как наиболее нагруженных.
Способ по патенту RU №2239111 является наиболее близким по технической сущности к заявляемому и выбран в качестве ближайшего аналога (прототипа).
Технической задачей, на решение которой направлено изобретение, является разработка более эффективного способа изготовления слоистой силовой мембраны, позволяющего устранить недостатки способа-прототипа.
Техническим результатом, который может быть получен при использовании изобретения, является повышение герметизирующей способности мембраны при кратковременном воздействии высокого рабочего давления за счет повышения прочности кольцевой гофры и буртов.
Для решения поставленной задачи в известном способе изготовления слоистой силовой мембраны с кольцевой гофрой, заключающемся в предварительном раздельном изготовлении ее слоев до придания им профиля готового изделия, при котором наружные герметичные слои прессуют из сырой резины, а промежуточный слой силовой армировки с концевыми утолщениями, предназначенными для образования буртов, и с элементом для образования гофры, выполняют намоткой нетканой ленты, состоящей из перекрещивающихся нитей, огибающих кольцевые нити, в последующей сборке и вулканизации всех слоев в пресс-форме до скрепления их между собой в буртах, согласно изобретению, прессование герметичных слоев заканчивают по достижении резиной способности удерживать профиль готового изделия, а для изготовления слоя силовой армировки сначала наматывают заготовку, причем фиксируют только пропитанные связующим кольцевые нити и формируют из них кольцевые утолщения, а сухие перекрещивающиеся нити удерживают в натянутом состоянии над оправкой переменного сечения длиной меньше длины наматываемой заготовки, имеющей кольцевой уступ для формирования элемента для гофры, по окончании наматывания профилируют перекрещивающиеся нити по поверхности оправки до образования из их избытка компенсаторного пояска, промазывают раствором резины нити, спрофилированные по уступу, подсушивают заготовку до желатинизации связующего в концевых утолщениях, снимают ее с оправки и выворачивают до совмещения компенсаторного пояска с примыкающим к нему концевым утолщением, затем с помощью приспособления заготовку вытягивают до достижения перекрещивающимися нитями равновесного состояния и одновременно профилируют до придания ей размеров и профиля готового изделия, после этого проводят окончательное отверждение связующего в концевых утолщениях, в процессе сборки раздельно изготовленных слоев и перед укладкой в пресс-форму для окончательной вулканизации герметичных слоев и формирования буртов концевые утолщения слоя силовой армировки обкладывают сырой резиной, при этом для изготовления мембраны с гофрой типа незамкнутого тела вращения наименьший и наибольший диаметры уступа оправки для изготовления слоя силовой армировки равны соответственно наименьшему и наибольшему диаметрам элемента, предназначенного для образования гофры.
Отличительными от прототипа особенностями заявленного способа изготовления слоистой силовой мембраны являются следующие признаки:
- окончание прессования герметичных слоев по достижении резиной способности удерживать профиль готового изделия;
- изготовление слоя силовой армировки, начинающееся с такой намотки заготовки, при которой фиксируют только пропитанные связующим кольцевые нити, и формируют из них концевые утолщения, а сухие перекрещивающиеся нити удерживают в натянутом состоянии над оправкой;
- использование оправки переменного сечения длиной меньше длины наматываемой заготовки, имеющей кольцевой уступ для формирования элемента для гофры;
- профилирование (по окончании намотки) перекрещивающихся нитей по поверхности оправки до образования из их избытка компенсаторного пояска;
- промазывание раствором резины только тех нитей, которые спрофилированы по уступу, для их скрепления;
- подсушивание заготовки до достижения стадии желатинизации связующего в концевых утолщениях;
- выворачивание заготовки (после съема с оправки) до совмещения компенсаторного пояска с примыкающим к нему концевым утолщением;
- вытягивание заготовки (с помощью специального приспособления) до достижения перекрещивающимися нитями равновесного состояния и одновременное профилирование заготовки до придания ей размеров и профиля готового изделия;
- окончательное отверждение связующего в концевых утолщениях только после вышеописанных выворачивания, вытягивания и профилирования заготовки;
- обкладывание концевых утолщений слоя силовой армировки сырой резиной в процессе сборки всех изготовленных слоев вместе и перед укладкой их в пресс-форму;
- формирование буртов в процессе окончательной вулканизации; а также
- равенство наименьшего и наибольшего диаметров кольцевого уступа оправки для изготовления слоя силовой армировки наименьшему и наибольшему диаметрам элемента этого слоя, предназначенного для образования гофры соответственно в случае изготовления мембраны с гофрой типа незамкнутого тела вращения.
Указанные отличительные признаки, каждый в отдельности и все совместно, направлены на решение поставленной задачи и являются существенными.
Использование совокупности этих признаков в известном уровне техники, аналогах и прототипе не обнаружено.
Единая совокупность новых существенных признаков с общими известными позволяет решить поставленную задачу.
Заявленный способ предназначен для изготовления слоистой силовой мембраны, способной выдерживать кратковременное (˜2 с) воздействие высокого рабочего давления горячего газа с температурой порядка 1500°С.
Для мембраны такого типа важно, чтобы все ее элементы могли выдержать внезапное воздействие высоких нагрузок. Особенно это касается наиболее нагруженных и наиболее сложных в изготовлении элементов: гофры и буртов.
Способ по прототипу не позволяет достичь необходимой прочности этих элементов.
В предложенном способе предпринята тщательная технологическая проработка слоя силовой армировки мембраны, достигнута высокая точность профилирования всех слоев и четкая последовательность формирования гофры и буртов.
Сложная форма мембраны продиктовала при изготовлении слоя силовой армировки необходимость разработки оправки, позволяющей предусмотреть последующую деформацию намотанной заготовки с целью образования элемента гофры, и приспособления, способствующего достижению равновесного состояния нитей в этом элементе.
Достижение равновесного состояния нитей в элементе гофры, как обусловливающего достижение необходимой прочности, оказалось возможным благодаря сохранению податливости слоя армировки на протяжении всего процесса его изготовления за счет относительной свободы перемещения всех нитей как кольцевых в недоотвержденном связующем, так и сухих перекрещивающихся.
По той же причине оказалось возможным и достижение необходимой прочности концевых утолщений. Кольцевые нити в недоотвержденном связующем при вытягивании заготовки перераспределялись, занимая оптимальное местоположение, уплотнялись и в таком положении фиксировались в связующем при окончательном его отверждении.
В готовом изделии все слои мембраны сохраняют свою структуру и обеспечивают работоспособность мембраны.
Заявленный способ пригоден для изготовления силовых мембран с кольцевыми гофрами любой формы. Определяющим моментом при этом являются размеры и форма кольцевого уступа оправки для изготовления слоя силовой армировки. Частным случаем осуществления способа является изготовление мембраны с гофрой, имеющей форму незамкнутого тела вращения, например тора, эллипса. В этом случае наименьший и наибольший диаметры уступа равны соответственно наименьшему и наибольшему диаметрам элемента, предназначенного для образования гофры мембраны.
Очевидно, что предложенный способ пригоден и для изготовления силовых мембран, работающих при длительном циклическом нагружении менее высоким давлением, чем указанное.
В качестве примера осуществления предложенного способа ниже описано изготовление слоистой силовой мембраны с торообразной кольцевой гофрой.
Изобретение поясняется чертежами
Фиг.1 - предварительно изготовленные слои мембраны перед сборкой, общий вид;
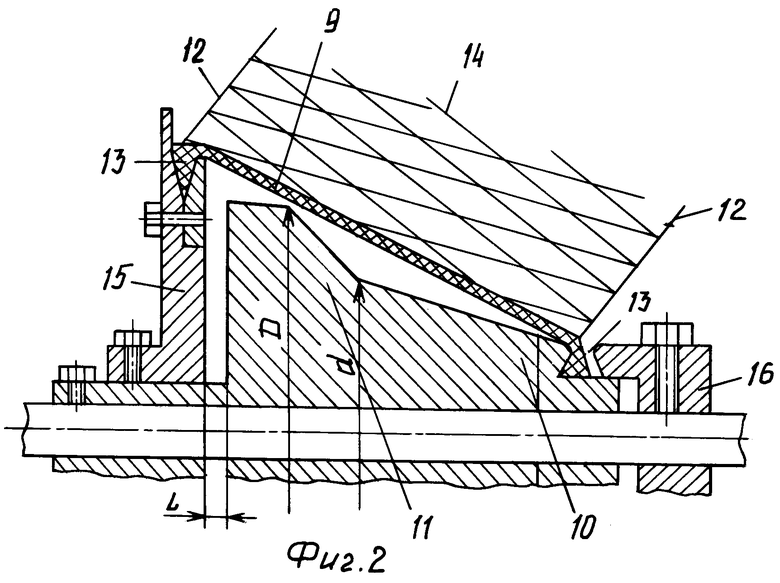
Фиг.2 - устройство для намотки заготовки слоя силовой армировки;
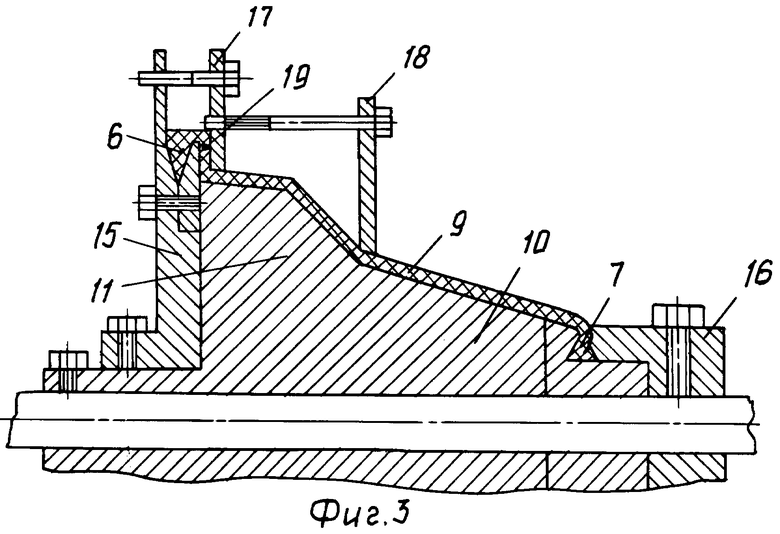
Фиг.3 - то же, устройство с прижимными приспособлениями для предварительного профилирования заготовки по поверхности оправки;
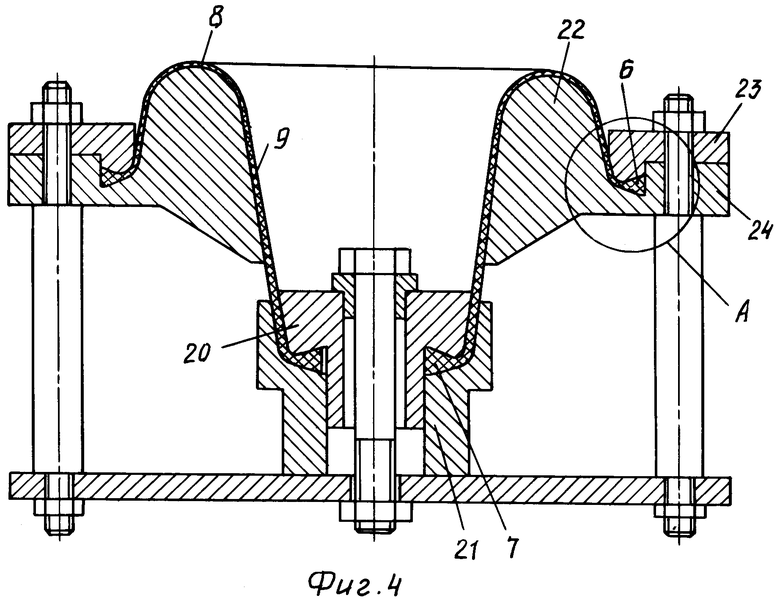
Фиг.4 - приспособление для окончательного формирования слоя силовой армировки;
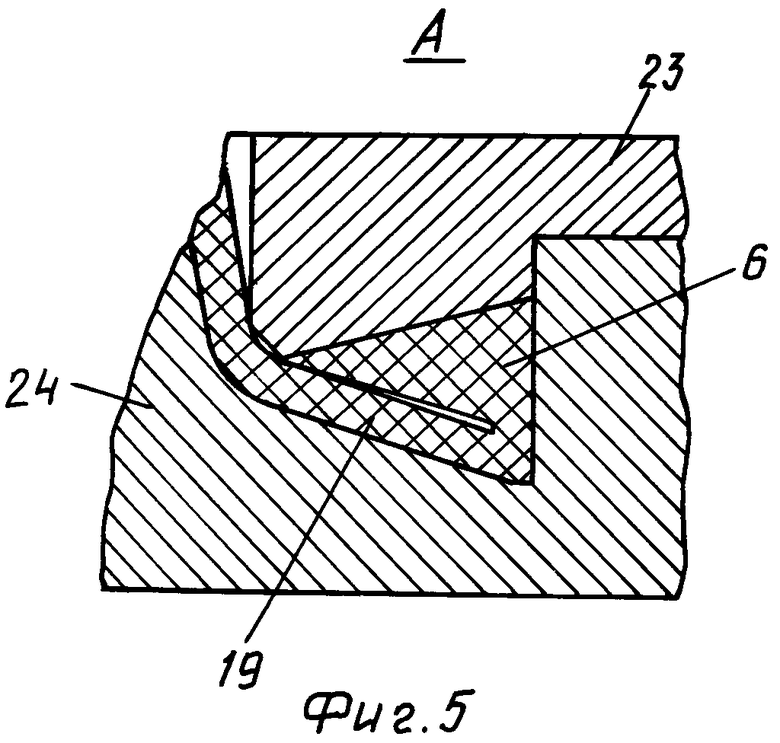
Фиг.5 - вид А на фиг.4 (увеличенный вид);
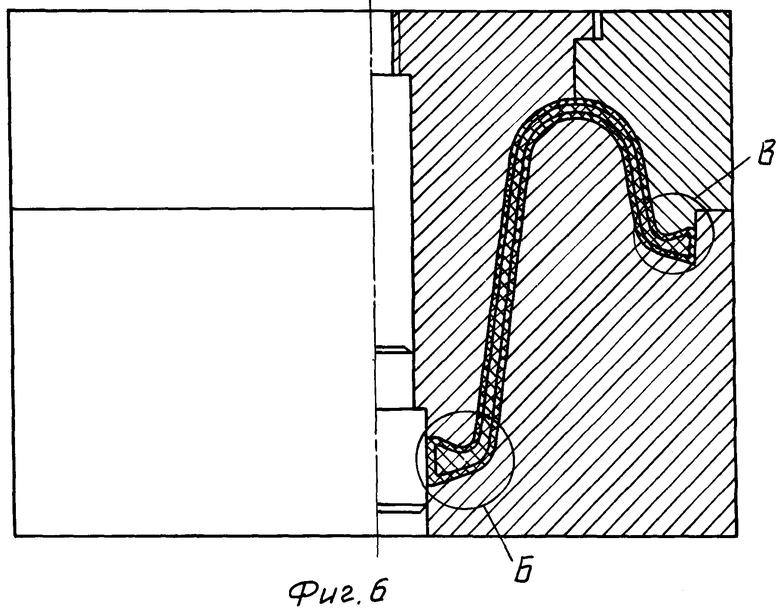
Фиг.6 - пресс-форма для проведения окончательной вулканизации герметичных слоев и формирования буртов как завершающих процессов изготовления мембраны;
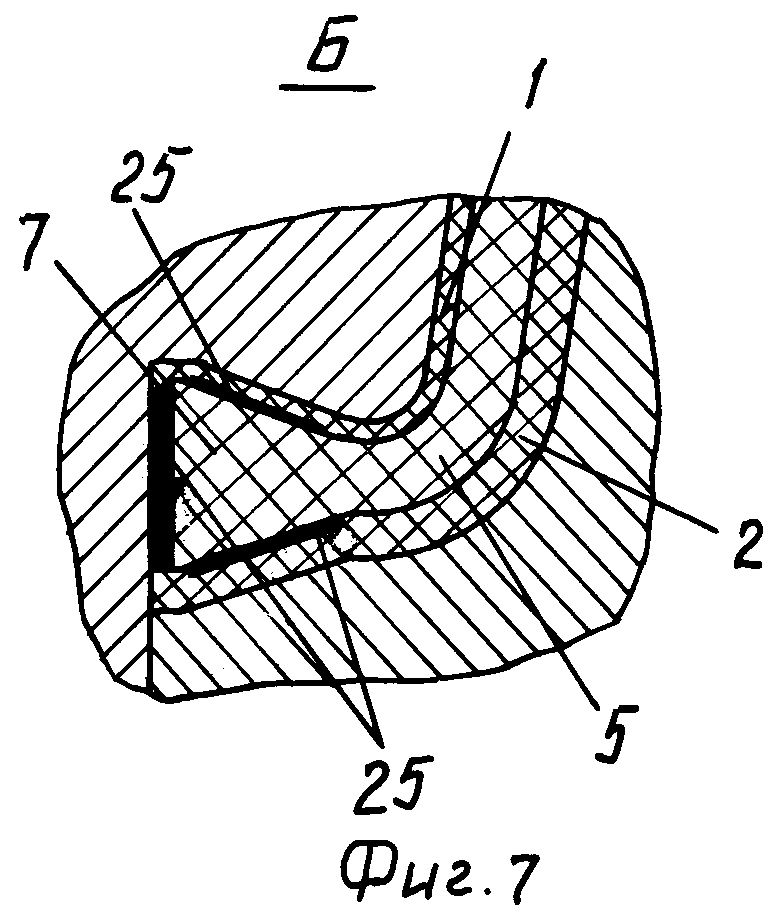
Фиг.7 - вид Б на фиг.6;
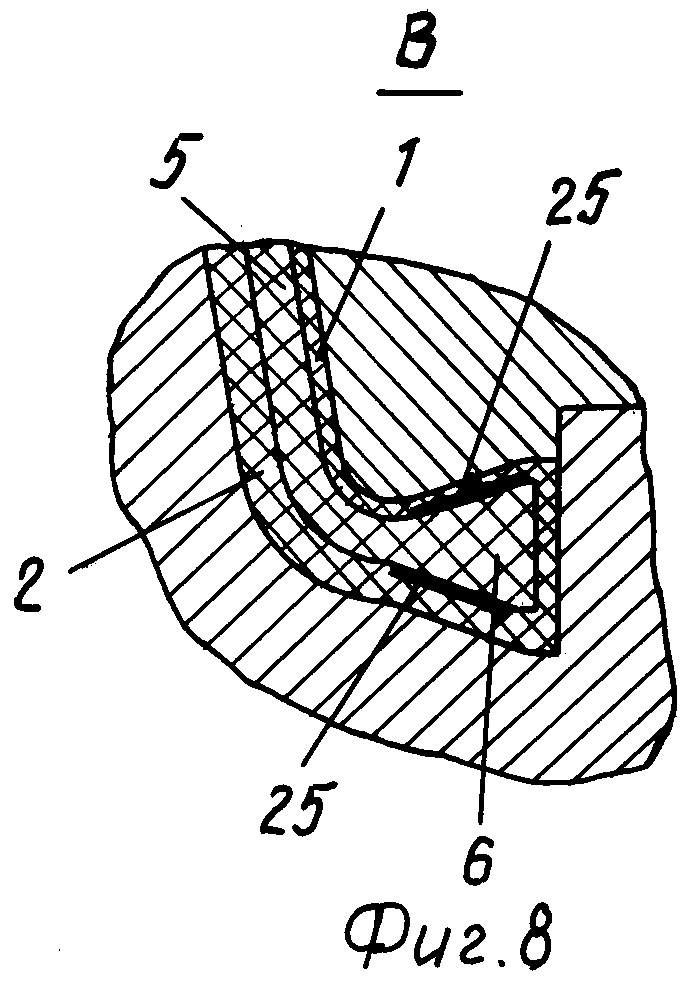
Фиг.8 - вид В на фиг.6;
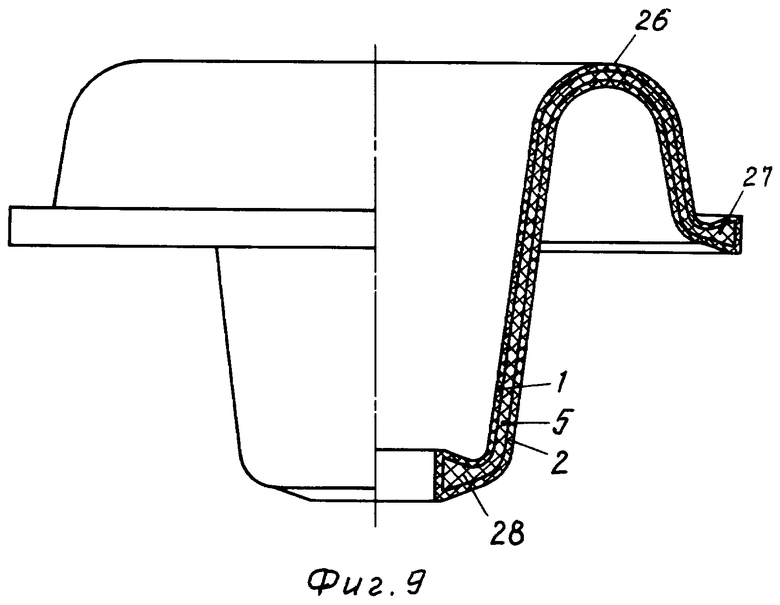
Фиг.9 - готовая мембрана, общий вид.
Способ осуществляют следующим образом.
Предварительно изготавливают каждый слой мембраны отдельно, со всеми элементами дальнейшего формирования кольцевой гофры и буртов. Каждому слою при этом придают профиль готового изделия.
Герметичные слои 1, 2 (фиг.1) с элементами 3 будущей гофры и 4 будущих буртов изготавливают из сырой резины прессованием, которое заканчивают по достижении резиной способности удерживать профиль готового изделия.
Слой 5 силовой армировки с концевыми утолщениями 6, 7 и элементом 8 будущей гофры изготавливают в несколько этапов. Сначала наматывают заготовку 9 слоя 5 (фиг.2) на намоточном устройстве, включающем оправку 10 переменного сечения длиной меньше длины наматываемой заготовки 9 на величину L (экспериментально определяемая величина), имеющую кольцевой уступ 11, предназначенный для формирования элемента 8 слоя 5. Наименьший диаметр d и наибольший диаметр D уступа 11 (фиг.2) равны соответственно наименьшему диаметру dэ, и наибольшему диаметру Dэ элемента 8 слоя 5 (фиг.1). В процессе намотки кольцевые нити 12 (фиг.2), предварительно пропитанные связующим, фиксируют в канавках 13 устройства, формируя из них концевые утолщения 6 и 7. Перекрещивающиеся нити 14, огибающие кольцевые нити 12, без пропитки связующим, т.е. в сухом виде, наматывают над оправкой 10, удерживая их в натянутом состоянии. По окончании наматывания заготовки 9 с помощью осевых 15 и 16 и кольцевых 17 и 18 прижимных устройств (фиг.3) производят профилирование перекрещивающихся нитей 14 по поверхности оправки 10 до образования из избытка нитей 14 (вследствие разницы длин оправки 10 и заготовки 9) компенсаторного пояска 19, примыкающего к концевому утолщению 6. Нити 14, спрофилированные по уступу 11, промазывают раствором резины для их скрепления. Затем подсушивают связующее кольцевых нитей 12 в концевых утолщениях 6 и 7 до его желатинизации и только после этого заготовку 9 снимают с оправки 10.
Снятую заготовку выворачивают до совмещения пояска 19 с концевым утолщением 6 и помещают в приспособление, показанное на фиг.4.
Здесь с помощью прижимного 20, фиксирующего 21 и оформляющего 22 фланцев заготовку 9 вытягивают, фиксируя ее длину по образующей, и окончательно профилируют. Профилирование концевого утолщения 6 между кольцами 23 и 24 представлено на фиг.5. В процессе вытягивания кольцевые нити 12, будучи подвижными относительно друг друга в неотвержденном связующем, находят свое оптимальное местоположение и обеспечивают перекрещивающимся нитям свободу перераспределения. Последние благодаря этому становятся равнодлинными и приобретают равновесное состояние.
Заготовку 9 выдерживают в приспособлении до окончательного отверждения связующего в концевых утолщениях 6 и 7 и извлекают, получив готовый слой 5 силовой армировки с профилем и размерами готового изделия.
Далее производят сборку так, как показано на фиг.1, путем размещения слоя 5 между слоями 1 и 2, обкладывают сырой резиной (поз. 25 на фиг.7 и 8) концевые утолщения 6 и 7 слоя 5 и весь комплект помещают в пресс-форму для окончательной вулканизации герметичных слоев 1, 2 и формирования буртов (фиг.6). На видах Б и В фиг.6, представленных на фиг.7 и 8, наглядно показано формирование буртов.
Готовая мембрана имеет вид, представленный на фиг.9. Она состоит из вышеописанных слоев 1, 2, 5, имеет кольцевую торообразную гофру 26 и бурты 27 и 28.
В качестве перекрещивающихся нитей 14 слоя 5 силовой армировки использована органическая нить марки СВМ-6 линейной плотностью 29,4 текс.
В качестве кольцевых нитей 12 использована органическая нить марки СВМ-6 линейной плотностью 29,4 текс., пропитываемая в процессе намотки полимерным связующим.
Герметичные слои 1, 2 выполнены из смеси резиновой 51-2110 ТУ 38 105 1177-88.
Предложенный способ позволяет повысить герметизирующую способность мембраны как при кратковременном (˜2 с) воздействии на нее высокого рабочего давления горячих газов с температурой порядка +1500°С, так и при длительном (до 1 часа) воздействии давления ненагретых газов или жидкостей, что и было подтверждено результатами испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВАЯ МЕМБРАНА | 2002 |
|
RU2239111C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| Способ изготовления резиноармированных изделий типа тел вращения с концевыми буртами | 1980 |
|
SU966366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ ЭЛАСТИЧНОГО ДОМКРАТА | 1995 |
|
RU2086500C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2559682C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| ПРОСТРАНСТВЕННО-ИЗОГНУТЫЙ ГАЗОВОД ФЛАНЦЕВОГО ПРИСОЕДИНЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576085C1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении армированных силовых мембран с кольцевой гофрой. Предварительно изготавливают отдельные слои мембраны с приданием им профиля готового изделия. Наружные герметичные слои прессуют из сырой резины до состояния удерживания ею необходимого профиля. При изготовлении промежуточного слоя из нетканой ленты наматывают заготовку, фиксируют пропитанные связующим кольцевые нити и удерживают сухие перекрещивающиеся нити в натянутом состоянии над оправкой, имеющей длину меньше длины заготовки. После предварительного профилирования перекрещивающихся нитей по поверхности оправки и закрепления их положения в зоне предполагаемого изгиба заготовку снимают с оправки, выворачивают по месту закрепления нитей и вытягивают до размеров и профиля готового изделия. В процессе сборки подготовленных слоев перед укладкой их в пресс-форму концевые утолщения слоя силовой армировки обкладывают сырой резиной. Повышает герметизирующую способность мембраны при кратковременном воздействии высокого давления. 1 з.п. ф-лы, 9 ил.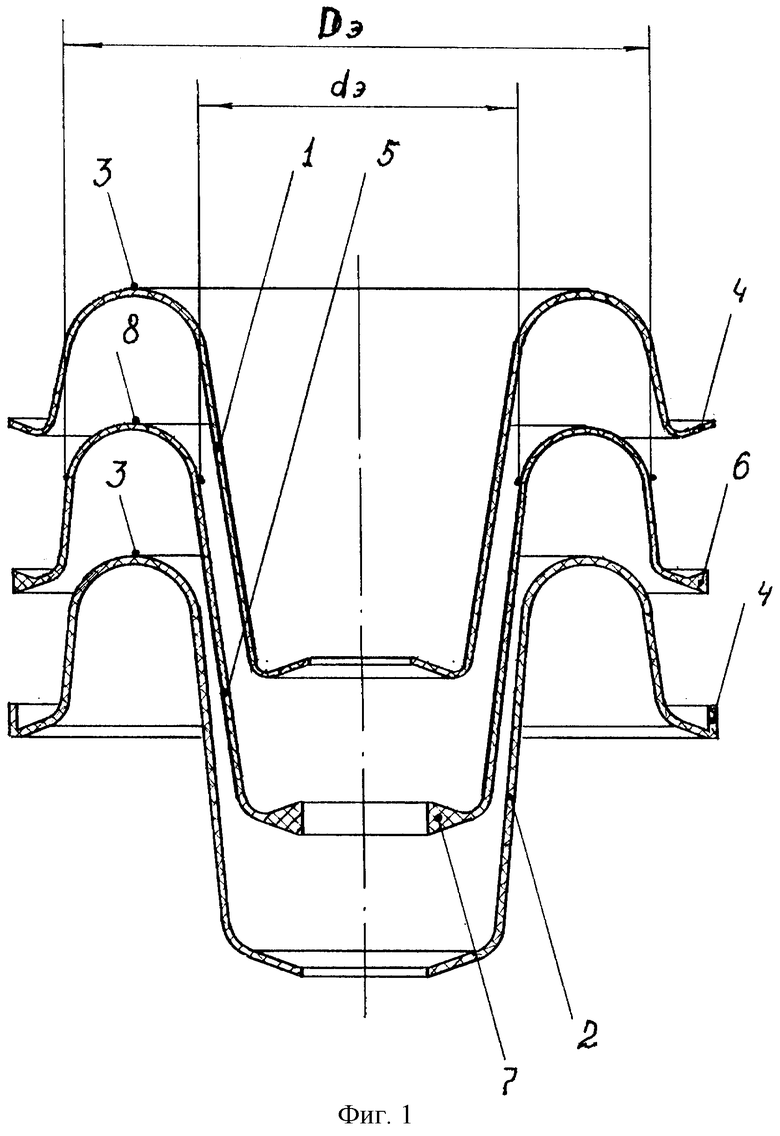
| СИЛОВАЯ МЕМБРАНА | 2002 |
|
RU2239111C2 |
| Резинокордная оболочка | 1981 |
|
SU1038660A1 |
| Способ изготовления резиноармированных изделий типа тел вращения | 1983 |
|
SU1225790A1 |
| Тормозная камера транспортного средства | 1977 |
|
SU713728A1 |
| Соединение двух коаксиальных валов | 1946 |
|
SU69203A1 |
| Мембрана | 1980 |
|
SU885659A1 |

